
Fターム[4F205GF23]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (1,722) | 供給方法、装置 (1,256)
Fターム[4F205GF23]の下位に属するFターム
塗布、流延 (1,076)
噴射(←スプレー) (27)
投射(←付勢力によるもの)
注入 (34)
圧入 (6)
流下、落下 (15)
吸引、減圧 (46)
充填機(←フィーダ)
把持 (4)
移送、ガイド (8)
固定 (5)
Fターム[4F205GF23]に分類される特許
21 - 35 / 35
繊維を裁断及び/または剪断する装置
複数の細長い長さの繊維をより短い長さに裁断/剪断する装置は、隣接している二つのローラ7及び8と二つのローラに細長い長さの繊維を供給する手段を備える。ローラ7及び8は、ハウジング1に配置されており、その間にはさみ部を形成する。一つのローラ7は加圧ローラであり、他方のローラはブレードハウジングローラである。複数のブレードは、繊維をより短い長さに裁断するためにブレードハウジングローラ8のハウジングにある複数のスロットを通して前に出て、より短い長さに裁断された繊維は、吐出スロットに向かって放出される。ハウジング1の壁にある孔20及び21を通るエアジェットは、短くされた繊維をハウジングからガイドする。 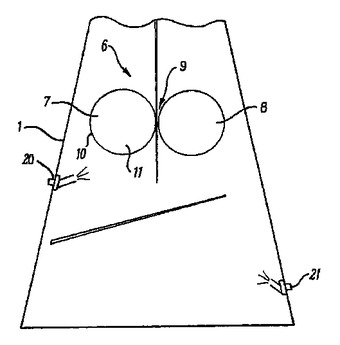 (もっと読む)
(もっと読む)
無端ベルト製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置
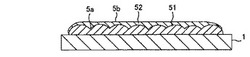
【課題】簡単な構造の塗布装置で、均一な膜厚の無端ベルトを容易かつ確実に製造することのできる無端ベルトの製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置を提供する。
【解決手段】高粘度の第1塗布液層51は、所定の厚みで適切に形成されると共に、高粘度塗布液層の欠点である第1塗布液層51の上面51aのスパイラル状の痕跡5aが、この第1塗布液層51上面51aを被覆する低粘度の塗布液層である第2塗布液層52で被覆されて平坦な表面5bを有する塗布液層5が形成される。
(もっと読む)
溶液流延法
1種の静態的で、閉鎖的な溶液流延法のステップは、溶質を溶剤調合製膜液に溶解させる;製膜盤をブラケットの上に置いて、ブラケットを調節して製膜盤を水平になさせる;製膜液を製膜盤に注ぎ込んで、そしてそれを製膜盤に均等で敷き広げさせる;製膜盤の上部に加熱装置をインストールする;製膜盤の周辺に冷却側板を環状に配置されて、製膜盤の下部に冷却マザーボードを配置され、冷却側板と冷却マザーボード間の連接できる中間層には冷却液がある;製膜盤、ブラケット、加熱装置、冷却側板、冷却マザーボードを保温材が構成される保温殻に密封する;加熱装置を起動して、製膜盤の中の製膜液に対して加熱を行い、製膜液の中の溶剤を完全に蒸発させる;引き続き加熱して完成品膜の結晶度をさらに向上させる;加熱を停止して、冷却マザーボードでの凝縮溶剤を排出させ、製膜盤から完成品膜を取り外す;当該方法の工芸は簡単で、設備は安く、製膜のコストは低く、完成品膜は結晶度が高く、各等方性があるなどのメリットを持っている。 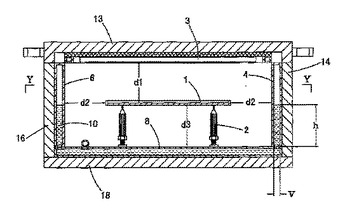 (もっと読む)
(もっと読む)
ポリマーフィルムの製造方法および製造設備

【課題】流延膜を支持体から容易に剥ぎ取り、製膜速度の高速化を図る。
【解決手段】ポリマーと溶媒とを含むドープ60を、表面温度が−40〜30℃になるように調整された流延ドラム33の上に流延する。ドープ60を冷却させてゲル状の流延膜20を形成する。このとき、介在層形成装置40の供給口40aから流延ビード61の支持体面側に介在層形成液62を供給して、流延膜20と流延ドラム33との間に介在層63を形成する。介在層形成液62は、ドープ60に含まれる溶媒を少なくとも1つ含む液とする。流延膜20に介在層63が拡散することで、流延ドラム33に対する流延膜20の密着性向上が抑制される。流延ドラム33から流延膜20を容易に剥ぎ取ることができるので、製膜速度を向上させて、面状に優れるフィルムを製造することができる。
(もっと読む)
塗布装置、塗布方法、無端ベルトの製造方法、及び中間転写ベルト
【課題】生産性良く、経時による電気抵抗の変化の少ない無端ベルトを得ることができる皮膜形成用樹脂溶液の塗膜を形成する塗布装置及び塗布装置を提供すること。また、上記塗布方法を利用した無端ベルトの製造方法を提供すること。また、経時による電気抵抗の変化の少ない中間転写ベルトを提供すること。
【解決手段】塗布溶液18(導電性物質を含有した皮膜形成樹脂溶液)を芯体10上に塗布する際、塗布溶液18の塗膜28と当接する環状体20が芯体10に対して正電位となるように電圧を印加する、即ち芯体10に対し塗膜28表面に正の電位差を印加する。
(もっと読む)
塗布装置、管状物の製造方法
【課題】高粘度の樹脂溶液を吐出する際の泡の発生を抑え、膜厚勾配の発生を抑え、塗布の際の樹脂溶液の無駄や芯体表面の傷等を生じさせることがない塗布装置及びそれを用いた管状物の製造方法を提供することである。
【解決手段】円筒状または円柱状芯体に皮膜形成用の樹脂溶液を塗布する塗布装置であって、前記芯体の中心軸を水平にして前記芯体を回転させる回転手段と、前記樹脂溶液を前記芯体へ吐出して付着させる付着手段と、該樹脂溶液が付着した部分を相対的に前記芯体の一端から他の一端へ水平方向に移動させる移動手段と、を有し、前記付着手段が、少なくとも前記樹脂溶液を吐出するノズルと、該ノズルに前記樹脂溶液を供給する一軸回転型体積移動式ポンプと、該一軸回転型体積移動式ポンプに前記樹脂溶液を供給する二軸スクリューポンプと、を備える塗布装置である。
(もっと読む)
スラッシュ成形方法
【課題】
溶融温度の異なる樹脂材料を用いる混流生産の量産化を可能としたスラッシュ成形方法を提供する。
【解決手段】
金型を加熱炉で加熱する加熱工程と、加熱された金型内に粉末状の樹脂材料を充填し金型の内側に必要な厚味に樹脂材料を付着させて溶融樹脂成形体を得る成形工程と、溶融樹脂成形体を得た金型を冷却水で冷却して前記溶融樹脂成形体を硬化させる冷却工程と、硬化した溶融樹脂成形体を金型から取り出す脱型工程とからなるスラッシュ成形方法において、前記加熱炉は溶融温度の高い樹脂材料を基準する温度条件に設定し、溶融温度の低い樹脂材料で成形する金型については前記成形工程前で溶融温度の低い樹脂材料に適した温度範囲まで下げて成形するようにし、溶融温度の異なる樹脂材料でスラッシュ成形を可能とした。
(もっと読む)
フイルムの製造装置及びその製造方法
【課題】厚みムラの無いTACフイルムを得る。
【解決手段】TAC及びジクロロメタンを主溶媒とする混合溶媒を含むドープを調製する。ドープを流延ダイ31の吐出口から流延ドラム32上に流延する。流延ダイ31の上流側に設置した減圧チャンバ68により、流延ビード69aの流延ドラム32側の幅方向にわたる領域の圧力を、流延ドラム32と反対の流延ビード69aの幅方向にわたる領域の圧力よりも低くする。また、エア供給部110〜112から減圧チャンバ68内にエアを供給する。これにより、減圧チャンバ68内の気流が制御され、気流ムラの発生を防止することができるので、流延ビード69aの形状が安定する。平面性に優れる流延膜69が得られるので、結果として、厚みムラの無いTACフイルムを得ることができる。
(もっと読む)
シームレス薄肉チューブの製法
【課題】コピー機の転写用ベルトに用いる薄肉樹脂チューブの肉厚の精度を高める。
【解決手段】円柱状芯体1の外側に環状の塗布ヘッド2を嵌め、塗布ヘッドの内周面を一周した環状のノズル開口22から粘度が30〜1000Pa・sの樹脂ワニスWを芯体表面に供給しつつ、且つ、芯合せ手段4によって塗布ヘッドと芯体の互いの軸芯を一致させつつ、芯体を引き上げる。掻取り縁20と芯体との間に生じる微細幅の環状の隙間Sを通過した厚みで芯体に樹脂ワニスを塗布する。
(もっと読む)
ポリマーフイルムおよびその製造方法
【課題】送液路の内部にエアー溜まりが発生するのを防止する。
【解決手段】曲管部106と直管部107とエアー抜きバルブ103〜105とを有する第2送液路100bにドープ27を送り込む前に、流入防止バルブ102とエアー抜きバルブ103〜105とを閉じた状態で、溶媒送液パイプ109を介して第2送液路100bに溶媒110を送り込んだ後、ポンプによりドープ27を送り込む。エアー抜きバルブ103〜105を開けて溶媒110やドープ27を第2送液路100bから抜き出してから、流入防止バルブ102を開けて、流延ダイ43にドープ27を送り込む。第2送液路100bや溶媒送液パイプ109などのラインの切り替えは、四方バルブ101により行う。第2送液路100bの内部にエアー溜まりが発生するのを防止し、かつポンプの圧力が上昇するのを抑制してドープ27を流延ダイ43に送り込むことができる。
(もっと読む)
ポリマーフイルムの製造設備および製造方法
【課題】 流延ドープでのネックイン現象の発生を防止する。
【解決手段】 流延ダイ43のダイリップ43aにより形成される開口からドープ27を押し出して、走行する流延バンド46の上にドープ27を流延する。ダイリップ43aと流延バンド46とを接近させて配置し、開口の幅方向両端部に流延バンド46に向かって突出したガイド板100を設ける。ダイリップ43aの先端から流延バンド46の表面までの距離D1を0.5〜2mm、ガイド板100の先端100aから流延バンド46の表面までの距離D2を0.05〜1mmとし、D1>D2とする。ガイド板100は、流延バンド46よりも軟質な金属または合成樹脂で形成する。これにより、ネックイン現象の発生を防止し、平面性に優れたポリマーフイルムを製造することができる。
(もっと読む)
パウダースラッシュ成形方法及び装置
【課題】インストルメントパネルの表皮材等の成形において、部分的な厚みのコントロールが容易に可能で、厚み偏差をなくし、助手席側は所定の肉厚を確保して、運転席側の肉厚を薄肉化でき、またブロッキングパウダーの除去作業を簡略化できるようにする。
【解決手段】金型10の開口側に対向して樹脂パウダーRを収容する材料箱20を固定しておき、この金型10と材料箱20を回転させて、材料箱20内の樹脂パウダーRを金型10に供給して内表面13に付着させて表皮成形品を成形する場合に、材料箱20の開口部22に金網30を付設しておいて、樹脂パウダーRの金型10内への落下供給を制限しながら成形する。
(もっと読む)
無端ベルトの製造方法、及び該製造方法に用いる装置
【課題】 高い生産効率で無端ベルトを製造する無端ベルトの製造方法、及び該製造方法に用いる装置を提供する。
【解決手段】 芯体を、該芯体の外径より大きい内径の円孔を有する環状体が液面上に設置された塗液に浸漬させた後、該芯体の軸方向を鉛直方向に配置し、該塗液から相対的に上昇させて前記円孔を通過させることにより、塗膜を芯体の外表面に形成する塗膜形成工程と、前記芯体の外表面に形成された塗膜を少なくとも加熱乾燥することにより、前記芯体の外表面に被膜を形成する被膜形成工程と、前記芯体の外表面に形成された被膜を芯体から抜き取る被膜抜き取り工程と、を有する無端ベルトの製造方法であって、少なくとも前記塗膜形成工程において塗液に浸漬させる前の芯体を、その軸方向を鉛直方向に配置し、中心軸を中心に回転が可能な状態で保持することを特徴とする無端ベルトの製造方法及び装置。
(もっと読む)
スラッシュ表皮の成形方法及び成形装置
【課題】 厚肉部を部分的に有するスラッシュ表皮を簡単に成形する。
【解決手段】 原料収容ボックス1の内部に、開口端縁部1aから底部1cまでの距離が長い領域L1を、成形しようとするインパネ表皮(溶融樹脂層M)の厚肉部(厚肉層m1)に対応するように部分的に形成する。
(もっと読む)
電子写真用ローラの製造方法および電子写真用ローラ
【課題】 被覆層に塗膜ムラのない均一な画像特性を有する電子写真用ローラの製造方法およびこの方法で製造した電子写真用ローラを提供する。
【解決手段】 導電性軸芯体上に少なくとも導電性弾性および被覆層を順次積層する電子写真用ローラの製造方法において、該被覆層の積層工程が、平均粒径3μm以上30μm以下の絶縁性粒子を含有する塗工液へ被塗工物を浸漬しその後引き上げるディップ塗工により塗工層を形成する塗工工程を含み、該塗工工程が、該塗工物の浸漬および引上のいずれの工程も塗工層上部より該塗工液が常にオーバーフローする条件のもとで、且つ以下の関係式を満たす条件のもとで行われることを特徴とする電子写真用ローラの製造方法。
0.5≦s≦2.5 (1)
B/s≧3 (2)
(式中、Bは、塗工槽の塗工液流路の断面積[cm2]を表し、sは被塗工物の浸漬断面積[cm2]を表す。)
(もっと読む)
21 - 35 / 35
[ Back to top ]