
Fターム[4F205GF41]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (1,722) | 供給タンク、貯留槽(←リザーバタンク) (55)
Fターム[4F205GF41]の下位に属するFターム
Fターム[4F205GF41]に分類される特許
1 - 20 / 44
ウレタン樹脂粒子
【課題】溶融性、成形物の耐熱性、機械物性に優れたスラッシュ成形用材料を提供する。
【解決手段】価数が3以上の芳香族ポリカルボン酸から水酸基を除いた残基(j)を有する下記一般式(1)で表される化合物(E)と、ウレタン樹脂もしくはウレタンウレア樹脂(U)を含有するウレタン樹脂組成物(S)を含有してなるウレタン樹脂粒子(D)。
[一般式(1)中、R3は1価または多価の活性水素含有化合物から1個の活性水素を除いた残基。Vは3価以上の芳香族ポリカルボン酸残基。cは2≦c≦(芳香環の置換基数−2)。Wはm価以上の活性水素含有化合物からm個の活性水素を除いた残基。]
(もっと読む)
パウダースラッシュ成形装置のシール構造
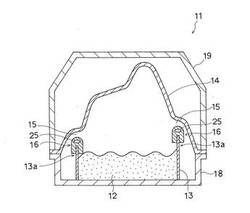
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
スラッシュ成形用樹脂粉末組成物

【課題】バイオマス由来の脂肪族ジカルボン酸、および脂肪族ジオールを使用したスラッシュ成形用樹脂粉末組成物を開発し、地球温暖化防止、循環型社会の構築といった社会の要請に答えるスラッシュ成形用樹脂粉末組成物を提供することである。
【解決手段】バイオマス由来の脂肪族ジカルボン酸(J)、および/またはバイオマス由来の脂肪族ジオール(C)を必須単量体成分とするポリエステルジオール(A)とジイソシアネート(B)を反応させて得られる熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有するスラッシュ成形用樹脂粉末組成物。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れたスラッシュ成形用樹脂粉末組成物。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有し、(D)が、C数6〜12の直鎖脂肪族ジカルボン酸とC数6〜10の直鎖脂肪族ジオールからなるポリエステルジオール(A)、C数6〜12の直鎖脂肪族ジイソシアネート(B1)とC数5〜16の脂環族ジイソシアネート(B2)からなり(B1)と(B2)のモル比が97.5:2.5〜80:20であるジイソシアネート(B)、及びC数4〜10の直鎖脂肪族ジアミン(C1)とC数3〜14の脂環族ジアミン(C2)からなり(C1)と(C2)のモル比が99:1〜90:10であるジアミン(C)を反応させて得られ、(D)中のウレア基濃度が2.0〜3.5重量%であるスラッシュ成形用樹脂粉末組成物。
(もっと読む)
自動車内装材用樹脂成形品
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れた自動車内装材用樹脂成形品を提供する。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤を含有する樹脂粉末組成物をスラッシュ成形して得られ、(D)が、炭素数6〜12の直鎖脂肪族ジカルボン酸と炭素数6〜10の直鎖脂肪族ジオールを反応させてなる融点が45〜65℃のポリエステルジオール(A)、炭素数6〜12の直鎖脂肪族ジイソシアネート(B1)と炭素数5〜16の脂環族ジイソシアネート(B2)からなり特定(B1)/(B2)モル比のジイソシアネート(B)、及び炭素数4〜10の直鎖脂肪族ジアミン(C1)と炭素数3〜14の脂環族ジアミン(C2)からなり特定(C1)/(C2)モル比のジアミン(C)を反応させて得られ、(D)中のウレア基濃度を規定した自動車内装材用樹脂成形品。
(もっと読む)
光学フィルムの製造用部材および製造装置
【課題】腐食が抑制されるとともに、ドープ組成の変更時において変更後のドープに置換するための置換時間が短縮される光学フィルムの製造用部材および製造装置を提供する。
【解決手段】溶液流延法で使用される光学フィルムの製造用部材であって、少なくとも溶媒との接触面がプラズマ処理されたことを特徴とする光学フィルムの製造用部材、および該光学フィルムの製造用部材を備えた光学フィルムの製造装置。
(もっと読む)
多層回転成形
【課題】層間の接着力、耐透過性、熱安定性等に優れた回転成型多層品を提供する。
【解決手段】回転成形で製造した多層品は、a)ポリオレフィンまたはこれの混合物を40から100重量%および官能化ポリオレフィンまたはポリオレフィン以外の物にグラフト化したブロック共重合体形態のポリオレフィンを60から0重量%含んで成る組成物から作られたポリオレフィンが基になった層である層A、b)層Aのポリオレフィンとは異なるポリオレフィンまたはポリオレフィン以外の物またはこれらの混合物、を含んで成る層B、c)層Aの重合体とは異なりかつ層Bの重合体と同様または異なる重合体から作られていて層Aおよび/または層Bに隣接して位置しそしてこれが存在する時には層Aおよび/または層Bに対して良好な接着性を示しかつ層Aと層Bの混合物ではないことを特徴とする層Cを含んで成る。
(もっと読む)
パウダースラッシュ成形体の製造方法
【課題】成形時の熱溶融性に優れ、成形体の外観不良(白ボケ)の発生を抑えたパウダースラッシュ成形体の製造方法の提供。
【解決手段】平均粒子径が10〜300μmであるアクリル系重合体粉体を240℃未満の温度でパウダースラッシュ成形することを特徴とするパウダースラッシュ成形体の製造方法により達成できる。特にアクリル系重合体粉体が、酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、反応性官能基(C)を有するアクリル系重合体(B)とからなることが好ましい。
(もっと読む)
スラッシュ成形用樹脂粉末組成物及び成形品
【課題】
低温溶融性および高温の使用環境下での耐変形性により優れるスラッシュ成形用樹脂粉末組成物を提供する。
【解決手段】
熱可塑性ポリウレタン樹脂粉末(D)を主体とし、1分子内にラジカル重合性不飽和基(a)を2〜10個含有するラジカル重合性不飽和基含有化合物(A)および1分間に分解して分子数が1/2になる温度が170℃〜200℃である有機過酸化物(B)を含有することを特徴とし、ラジカル重合性不飽和基(a)が(メタ)アクリロイル基および(メタ)アリル基からなる群より選ばれる1種以上の基であることが好ましいスラッシュ成形用樹脂粉末組成物。
(もっと読む)
溶液製膜方法及び設備
【課題】容器開閉作業を不要として、効率良く濾材を洗浄する。
【解決手段】複数の濾過器51,52を選択的に用いてドープ40を連続的に濾過する。一方の濾過器51でドープ40を濾過している時に、他方の濾過器52に対し、第1及び第2洗浄を行う。第1洗浄では、溶剤洗浄部53により溶剤を用いて濾過器52内の金属フィルタを洗浄する。第2洗浄では、超臨界炭酸ガス洗浄部54を用いて、第1洗浄後の金属フィルタに対し、超臨界炭酸ガスを循環させて、金属フィルタを洗浄する。洗浄によりポリマーが含まれる超臨界炭酸ガスは、分岐弁71により、超臨界炭酸ガス分離系64に送られる。超臨界炭酸ガス分離系64では、超臨界炭酸ガスを減圧部72及び分離器73により減圧し、炭酸ガスとポリマー粉末に分離する。第2濾過器52を開けることなく、濾過器52の洗浄が可能になる。
(もっと読む)
ティアライン付スラッシュ成形表皮材の成形方法及び成形装置
【課題】破断性能に優れたティアラインを有する表皮材を簡単にかつ安価に成形する。
【解決手段】所定温度に加熱されたスラッシュ成形型13が組み付けられた原料ボックスを反転させて熱可塑性粉体樹脂をスラッシュ成形型13の成形面13aに付着させる。原料ボックスを再度反転させて未溶融の熱可塑性粉体樹脂を原料ボックスに落下回収する。スラッシュ成形型13の成形面13aの付着樹脂R1が完全に溶融する前に、エアバッグドア部のティアライン形成予定箇所に対応する付着樹脂R1にエア(温風)A1を噴射してその噴射圧で未溶融の熱可塑性粉体樹脂を吹き飛ばして線状の凹み7を形成する。成形面13aに残った付着樹脂R1を溶融させる。スラッシュ成形型13を原料ボックスから外して冷却し、溶融樹脂を硬化させることにより、ティアラインが形成された表皮材を得る。
(もっと読む)
自動車内装用表皮成形用粉体およびその製造方法
【課題】溶融流動性が良好で、粉体流動性に優れ、且つ、安全で、耐候性、柔軟性、ゴム弾性、低温特性、極性樹脂との接着性、風合い、外観などに優れる粉体の製造方法を提供する。
【解決手段】所定の成分を有する熱可塑性エラストマー組成物(X)と、水(D)と、ポリビニルアルコール系分散剤(E)とを含有する分散体(Y)を、液単位体積あたりの動力P/Vが0.2kW/m3以上の条件下でピッチドパドル翼により攪拌しながらスチームを吹き込みつつ、所定の温度になるまで昇温する工程と、90℃以上110℃未満で5分以上2時間未満スチームストリッピングにより前記分散体(Y)から溶媒(C)を除去しながら重合体球状粉体を作製する工程と、乾燥工程を含む方法より、粉体を作製する。
(もっと読む)
熱可塑性ポリウレタンコポリマー成形用組成物
成形品、特に自動車用途向けシェルを製造するための組成物は、脂肪族熱可塑性ウレタンエラストマーおよび1種以上のポリオレフィン系改質剤の溶融ブレンドから調製される。該組成物をブレンドして、後に注型して自動車における展開および耐候性の要求を満足し得るエアバッグドアおよび計器パネルのカバースキンを製造することができる、粉末、ペレット、微小球またはミニビーズを製造できる。 (もっと読む)
スラッシュ成形用樹脂粉末組成物及び成形品
【課題】耐湿熱老化性により優れるスラッシュ成形品を製造することのできるスラッシュ成形用の樹脂粉末組成物を提供する。
【解決手段】熱可塑性ポリウレタン樹脂粉末、好ましくは熱可塑性ポリウレタンエラストマー粉末を主体とし、テトラメチルキシリレンジイソシアネートを重合してなるポリカルボジイミドであって、好ましくは数平均分子量が500〜30,000で末端基がアルコキシ基であるもの、を含有することを特徴とするスラッシュ成形用樹脂粉末組成物。
(もっと読む)
パウダースラッシュ成形装置のシール材取付部構造およびシール材構造
【課題】主に、シール材の交換作業の容易化を図り得るようにする。
【解決手段】取付プレート33の先端部分の装着部36が、シール材28の基部を係止可能な係止部37と、シール材28に作用されるシール荷重を受ける荷重受部38とを、別個に備え、係止部37が、各取付プレート33の先端部分の内面に形成された奥拡がりの傾斜面39であり、荷重受部38が、各取付プレート33の先端部分の先端面に形成された、外拡がりの傾斜面40であるようにしている。
(もっと読む)
パウダースラッシュ成形機
【課題】小型化され省スペース化に対応することができるパウダースラッシュ成形機を提供する。
【解決手段】金型を加熱するための金型加熱エリアと、加熱した金型の成形面に樹脂パウダーを溶着させて樹脂成形品を成形するためのパウダリングエリアと、樹脂パウダーが溶着した金型を冷却するための金型冷却エリアと、樹脂成形品を金型から脱離するための脱型エリアと、が配置されるとともに、それぞれのエリア間を金型を移動させるための金型搬送装置を備え、複数の金型を用いて樹脂成形品の製造を連続的に実施するためのパウダースラッシュ成形機であって、パウダリングエリア及び金型冷却エリアを同一エリアに配置するとともに、パウダリングに用いられるパウダーボックスと、金型の冷却に用いられる冷却装置と、を同一エリアに相互に出し入れ可能にしたことを特徴とする。
(もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】型外方に張り出す外側張出部17cと型内方に張り出す内側張出部17dとを型成形面19の製品形状部外周縁にそれぞれ形成する。断面三角形状の一対の第1突条部21を製品形状部外周縁に沿って互いに近接状態で並列するように外側張出部17cの型成形面19側に一体に突設するとともに、これら第1突条部21間に第1突条部21よりも突出量が小さい断面三角形状の第2突条部23を第1突条部21と並列するように一体に突設する。断面三角形状の第3突条部25を製品形状部外周縁に沿って内側張出部17dの型成形面19側に一体に突設する。溶融樹脂層の冷却硬化過程で第1及び第2突条部21,23を先端を下に向けた姿勢に保持するとともに、第3突条部25を先端を上に向けた姿勢に保持する。
(もっと読む)
吸込口体
【課題】壁際部分に対する清掃性を向上し得るようにする。
【解決手段】先端面に開口部1を有し後端面2に閉口部を有する負圧発生用筒体4を設け、負圧発生用筒体4の後端面2に吸引管3の先端部を接続すると共に、負圧発生用筒体4と吸引管3との間に回転機構21を介在させて負圧発生用筒体4を回転自在に構成し、更に、負圧発生用筒体4の先端側部分に、ゴミを捕集可能なブラシ部23を全周に亘って設置するようにしている。
(もっと読む)
表皮の成形方法及びパウダースラッシュ成形装置
【課題】比較的小さいピンホールを有する表皮を成形する。
【解決手段】パウダースラッシュ成形装置1は、樹脂粉末11が装填されたパウダーボックス10と、予熱された成形型20と、パウダーボックス10に電荷を帯電させる電圧発生装置5と、成形型20を接地する接地装置6とを有している。パウダーボックス10内の樹脂粉末11に負の電荷を帯電させ、成形型20を接地した状態で、パウダーボックス10と成形型20とが組み立てられた組立体を回転させる。すると、主に粒径の小さい樹脂粉末11が成形型20上に付着して溶融する。
(もっと読む)
粉末成形用樹脂組成物及び成形体
【課題】 耐ブロッキング性に優れ、良好な粉体流動性を示し、溶融性、および耐熱性に優れた粉末成形用樹脂組成物を得ることを課題とする。
【解決手段】 メタアクリル系重合体を主成分とするメタアクリル系重合体ブロック(a)およびアクリル系重合体を主成分とするアクリル系重合体ブロック(b)からなり、メタアクリル系重合体ブロック(a)およびアクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、1分子中に平均1.1個以上のエポキシ基を有するアクリル系重合体(B)とからなるアクリル系重合体粉体(C)100重量部に対し、平均粒子径30μm以下であり、かつ粉体(C)より小さい平均粒子径を有する樹脂粉末(D)を0.01〜30重量部を添加してなる粉末成形用樹脂組成物とする。
(もっと読む)
1 - 20 / 44
[ Back to top ]