
Fターム[4F205HA02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | ワインディング成形 (394)
Fターム[4F205HA02]に分類される特許
381 - 394 / 394
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
FRP筒体およびその製造方法

【課題】各ヘリカル巻層の形状を安定化させ、繊維束境界に発生するボイドを消滅させることによって、目標とする強度特性を正確にかつ安定的に発現することができるFRP筒体、およびその製造方法を提供する。
【解決手段】筒軸方向に往復動されながらヘリカル巻された、連続繊維からなる強化繊維で強化された樹脂からなるFRP筒体において、筒体径方向に積層された各ヘリカル巻層の強化繊維束の筒体周方向における位相が、各強化繊維束の幅方向端部位置が同位相もしくは同位相周辺になることを避けるように、互いにずらされていることを特徴とするFRP筒体、およびその製造方法。
(もっと読む)
FRP筒体およびその製造方法
【課題】周方向巻補強層の形状を安定化させることによって周方向巻補強層と螺旋巻層の境界に発生するボイドを消滅させ、また、不必要な厚肉化を避けて重量および材料費を削減できる、FRP筒体およびその製造方法を提供する。
【解決手段】強化繊維の螺旋巻層を含み筒軸方向に延在する本体筒部と、該本体筒部の筒軸方向端部内周面側に設けられ、筒軸方向に対して±80〜90度の範囲内の巻角度の強化繊維の周方向巻層を含む補強部とを有するFRP筒体において、補強部が、径方向内側に位置する強化繊維の第1周方向巻層を含む第1補強部とその外側に位置し強化繊維の第2周方向巻層を含む第2補強部とからFRP筒体、およびその製造方法。
(もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
複合材料からなる管状部材及びその製造方法
【課題】 高い機械的特性を保持しながら識別可能な表面彩色を有すると共に、表面の高い摺動性(slidability)を有した、複合材料からなる管状部材およびその製造方法を提供する。
【解決手段】 繊維が所定方向に沿って存在するように重ね合わされて配列され、重合型母材中に含浸されている構造繊維の複数の層(2)を有しており、所定量の少なくとも1種類の顔料が最外側層(2a)の重合体母材中で、実質的に最外側表面に近接する部分にのみに与えられている、複合材料からなる管状部材(1)。
(もっと読む)
蛇腹ゴムホースの製造方法
【課題】ゴム内管と外周側の補強層と外面ゴム層との積層構造を成す蛇腹ゴムホースを連続的に生産可能で生産性が高く、製造コストも安価でしかも補強層がその形成時点から正しく蛇腹形状を成して補強効果をホース全長に亘って均等に発揮することのできる蛇腹ゴムホースの製造方法を提供する。
【解決手段】ゴム内管18と補強層20と外面ゴム層22とが蛇腹形状をなす蛇腹ゴムホースを製造するに際して、ゴム内管18を予めインジェクション成形により加硫成形して整列機36で直列に連続的に整列させその整列状態のゴム内管18を連続的に送りながら、外周面に補強糸58を連続的に且つ蛇腹形状に沿って編組して行く。そしてその後に補強層20の外周面に未加硫の外面ゴム層22の成形と加硫、各ホース1本ごとの切断を行う。
(もっと読む)
内圧容器及びその製造方法
【課題】繊維強化樹脂製筒体の大型化や重量化を招くことなく容易でコスト安に強度向上を図り実用性に秀れた内圧容器及びその製造方法を提供する。
【解決手段】フィラメントワインディング法により連続繊維を巻回積層して両端部側が径大である繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞され、閉塞蓋2は筒体1と連結されるリテーナリング3で支持されている内圧容器の製造方法で、マンドレルに樹脂含浸した繊維をマンドレルの軸芯方向と略直交方向に連続的に巻回して第一層Fを形成し、先端部が筒体1の端部から所定の距離Lの位置及び基端部が閉塞蓋2、リテーナリング3より内方位置となるように設定され、この上に、マンドレルの軸芯方向に対して鋭角度で連続的に巻回して第二層Sを筒体1の全域に形成し、この上に、マンドレルの軸芯方向と略直交方向に連続的に巻回して第三層Tを筒体1の端部のみに形成し、樹脂硬化後マンドレルを脱型して形成される。
(もっと読む)
ゴム製筒体
【課題】厚肉化することなく、より大きなトルクを伝達可能なゴム製筒体を提供する。
【解決手段】複数の補強コード4a、4bを略平行に並べて、補強コード4a、4bの束を構成する。補強コード4a、4bの束を、ゴム製筒体1を構成するゴム膜2の両縁部で折り返して螺旋状に折り畳む。外層側の補強コード4aと内層側の補強コード4bとが連続して、構造上の弱点としてのコードエンドがなくなる。ゴム膜2を厚肉化することなく、ゴム製筒体1の強度および耐久性が高まる。
(もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 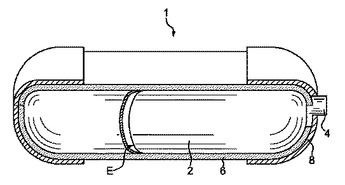 (もっと読む)
(もっと読む)
フレキシブルグラファイト材料の処理及びその方法
本発明は、2主表面を有するフレキシブルグラファイトシート(147)を製造するための方法であって、剥離グラファイトの粒子を圧縮してシートを形成し、樹脂組成物を前記シートに含浸させて樹脂含浸シートを形成し、前記樹脂含浸シートを硬化させ、その後、前記硬化させた樹脂含浸シートを処理して、前記シートの上又はその中に構造体を設ける工程を含む方法を提供する。 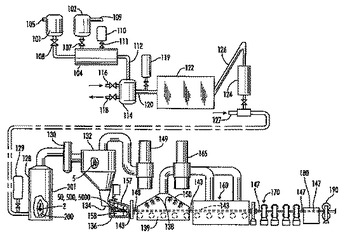 (もっと読む)
(もっと読む)
炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法
複合形成材料から複合部品を形成するツールに関し、そのツールはツール本体を具備し、そのツール本体は、少なくとも部分的に炭素発泡体を備え、炭素発泡体の表面はツール面を備えることができ、またはツール面の材料を支持する。本発明のツールは、複合部品の製造に使用される従来のツール、特に炭素複合体の製造に使用される従来のツールよりも、製造および/または使用するのに、軽く、かつ耐久性が高く、しかも安価であり得る。加えて、このようなツールは、再使用と修理が可能であり得るうえに、通常のツールより容易に改変可能であり得る。 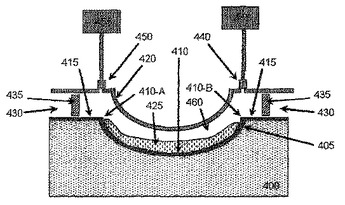 (もっと読む)
(もっと読む)
水素貯蔵タンク及びその製造方法
【課題】ライナの開口部の気密性を高めるのが容易となり、しかもMHの充填が容易になる水素貯蔵タンクを提供する。
【解決手段】水素貯蔵タンク11は、アルミニウム合金製のライナ12と、ライナ12の外面を覆う繊維強化樹脂層13とを備え、ライナ12の内部に熱交換機能を有する水素吸蔵用ユニット15が複数収容されている。ライナ12は円筒状の胴部12aと、その両端に形成されたドーム部12bとを備え、一端側に水素吸蔵用ユニット15を挿入可能な開口部16が形成され、他端側に水素の導入、排出用の水素通路用開口部17が設けられている。開口部16は直径がライナ12の胴部12aの内径の1/2未満に形成されている。水素吸蔵用ユニット15は、各水素吸蔵用ユニット15の熱媒管18の両端が水素吸蔵用ユニット15の一端側に設けられ、全ての水素吸蔵用ユニット15の熱媒管18が連結パイプ20によって直列に接続されている。
(もっと読む)
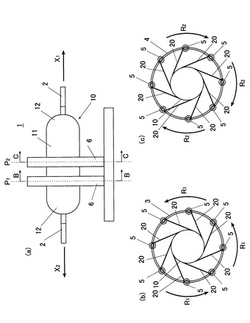
FRP製パイプ及びフィラメントワインディング装置
【課題】 ヘリカル巻層及び両端にフープ巻層を備えたFRP製パイプを生産性良く製造できるフィラメントワインディング装置(FW装置)を提供する。
【解決手段】 FW装置はヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、両ヘッド5,6が一体的な移動と、独立した状態での移動とが可能に構成されている。ヘリカル巻用ヘッド5は複数本の繊維束Rを同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、マンドレルMの周方向に沿って配列された複数のガイド24a,24bを備えている。両ヘッド5,6は対向する位置に、互いに遊嵌可能なリング状の凹凸29a,30bを有するヘリカル巻用開繊部29,30を備えている。フープ巻用ヘッド6は繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が上下に1個ずつ設けられている。
(もっと読む)
管状成形体、同成形体を用いたゴルフクラブ用シャフト及び竿体、並びに管状成形体の製造方法
【課題】周方向での偏肉及び強化繊維密度のバラツキをなくし、周方向での剛性分布が均一である管状体と、かかる管状体を簡単な方法で且つ高効率に製造できる製造方法とを提供する。
【解決手段】マンドレル(10)の周方向に繊維を配向させてプリプレグ(2a)を一周巻き回す。その外側に長手方向に繊維を配向させてプリプレグ(3a)を一周以上巻き回し、その巻き終わり端縁に長手方向に繊維を配向させて他のプリプレグ(3b)を、先のプリプレグ(3a)の巻き始め端縁と、前記他のプリプレグ(3b)の巻き終わり端縁とを、前記成形体の長手方向に沿った同一の縦断面上に実質的に配するよう巻き回す。他のプリプレグ(3b)は樹脂含有量が前記先のプリプレグ(3a)の1.1 〜1.4 倍であり同一の厚みをもつ。更にその外側に周方向に繊維を配向させてプリプレグ(4a)を一周巻き回してから硬化させる。
(もっと読む)
381 - 394 / 394
[ Back to top ]