
Fターム[4F205HC06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 多方向繊維からなるもの (345) | 不織布、マット (91)
Fターム[4F205HC06]に分類される特許
81 - 91 / 91
被覆層構造体の施工方法及び被覆層構造体
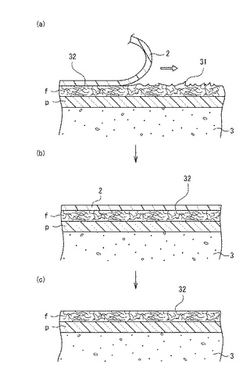
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
繊維強化積層体

【課題】強度のバラツキの小さい、安定した品質の繊維強化積層体を提供すること。
【解決手段】強化繊維に合成樹脂を含浸した複数の繊維強化プリプレグを巻回して形成した繊維強化積層体であって、前記複数の繊維強化プリプレグの少なくとも1つに含まれる合成樹脂に、0.1μm以下の直径を有する球殻構造物質を混入したことを特徴とする。
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
引抜成形により得られる複合管とその製造方法
発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
複合体材料のための安定化させ得るプリフォーム前駆体および安定化されたプリフォーム、並びにプリフォームを安定化させ嵩減らしを行う方法
複合体のための安定化させ得るプリフォーム前駆体が提供される。このプリフォーム前駆体は補強材を含んで成る構造繊維布の少なくとも一つの層を有し、ここで構造繊維布の少なくとも一つの層はその中に組み込まれた一つまたはそれ以上の安定化用繊維を有し、この繊維は構造繊維布の中に浸入して複合体をつくるための樹脂に溶解温度において溶解する。この安定化用繊維は、安定化させ得るプリフォーム前駆体に高温をかけると該安定化させ得るプリフォーム前駆体を安定化させる。 (もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
ゲルシートの製造方法
本発明は、連続方式でのゲルシート製造のためのさまざまな方法を提供するものである。
本発明の態様は、工業生産に適するゲルシートの製造時間を削減する一助となる。このようなゲルシートは、保湿性がよく防音及び断熱を含むさまざまな用途に用いられるエローゲル・ブランケット(blankets)製品を製造するのに使用される。 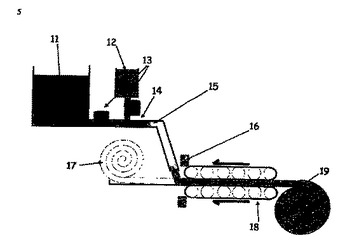 (もっと読む)
(もっと読む)
81 - 91 / 91
[ Back to top ]