
Fターム[4F205HC06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 多方向繊維からなるもの (345) | 不織布、マット (91)
Fターム[4F205HC06]に分類される特許
41 - 60 / 91
可撓性多層面状材料
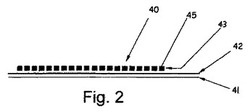
繊維複合体の半製品から繊維強化樹脂組立体を形成する場合に、母材供給空間を形成する可撓性多層面状材料は、膜層(41)と、膜層上に積層された繊維層(42)と、繊維層(42)上に配置される空間保持層(43)とを有する多機能積層体(40)を有する。 (もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット

【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
繊維強化プラスチック長尺シートの製造方法
【課題】厚み精度が高く、幅を広くしても表面が平滑な繊維強化プラスチック長尺シートを製造する方法を提供する。
【解決手段】炭素繊維とフェノール樹脂組成物とを含むシート2を、このシートの両表面を一対のベルト3で挟んだ状態で、ダイス4のスリットに連続的に引き込みながら加熱し、フェノール樹脂組成物を硬化するに繊維強化プラスチック長尺シート1の製造方法であって、ダイス4は、加熱装置を埋め込んだ一対の金属ブロックとその一対の金属ブロックの間にスリットを設けるスペーサーとからなり、さらにこのスペーサーがガス抜き孔を有している繊維強化プラスチック長尺シート1の製造方法で達成される。
(もっと読む)
繊維強化プラスチック製支持バーの成形方法
【課題】
パーティングライン位置における外観も良好な支持バーを提供する。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である第1の繊維強化プラスチックの表面に、融点が150〜300℃である有機繊維を強化材とした第2の繊維強化プラスチックを配すると共に、表面の有機繊維の少なくとも一部分を一旦融解したあと膜状に凝固させることを特徴とする繊維強化プラスチック製支持バーの成形方法。
(もっと読む)
強化プラスチック製サンドイッチ材の製造方法
【課題】真空注入成形法による、強化プラスチック製サンドイッチ材の製造方法において、樹脂の未含浸の無い、安定な品質を呈し、軽量で低コスト化の図れる改良法を提供する。
【解決手段】前記改良法は、通液性の芯部の両面に通液性補強材を配設してなる被含浸物2に、真空注入成形法によって液状の熱硬化性樹脂を含浸させたのち、硬化させるものである。通液性の芯部としては、樹脂発泡体、貫通穴を開設したシート状体、粒状体を充填した通液性のシート状体が好ましい。通液性補強材としては、不織布、短繊維積層マット状物や長繊維からなるシート状物、布帛、織物、編物のような繊維基材が好ましい。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
炭素繊維強化プラスチック製支持バーおよびその成形方法
【課題】
炭素繊維強化プラスチック製支持バーは、軽量で高剛性という優れた性能を持つが、成形後の加工性という点においては、金属素材に対して優れているとは言えない。特に切断や穿孔などの機械加工性については、割れや欠けなどの現象が生じやすく、不良品を生じる原因となっていた。
本発明は、上記従来技術の背景に鑑み、炭素繊維強化プラスチックの持つ軽量、高剛性という優れた特性を維持しつつ、機械加工性の悪さを改善し、加工時に不良を起こすことのない炭素繊維強化プラスチック製支持バーを提供せんとするものである。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である炭素繊維強化プラスチックの表面に、破断伸度が3〜20%である繊維を強化材とした繊維強化プラスチックが配されていることを特徴とする繊維強化プラスチック製支持バー。
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
繊維強化複合体およびその製造方法
【課題】 所望の優れた装飾性を持つ装飾層と、強度が十分高い繊維強化樹脂層とを有し、装飾層と繊維強化樹脂層との界面が、ボイドや接着不良という欠陥の無い界面である繊維強化複合体を提供し、その製造方法を提供することを目的とする。
【解決手段】 繊維強化複合体11は、第1繊維と第1樹脂とを含む繊維強化樹脂層12を内側に、第2繊維と第2樹脂とを含む装飾層13を外側に有する。繊維強化樹脂層12および装飾層13は、第1樹脂を含浸した第1繊維を型に巻きつけ、第2樹脂を含浸した第2繊維をその外側に巻きつけて、第1樹脂および第2樹脂を同時に硬化させた層である。そうすることによって、繊維強化複合体11は、繊維強化樹脂層12と装飾層13とが一体化された繊維強化複合体である。
(もっと読む)
補強材・放熱材に適する炭素繊維集合体
【課題】成形材料全体としての熱伝導性が極めて高く、しかも機械特性に優れる炭素繊維強化材料の開発。
【解決手段】平均直径が1〜20μmの範囲、繊維長が1〜100μm、アスペクト比が1乃至100であるピッチ系炭素繊維Aと、繊維平均直径が2〜40μmの範囲、平均繊維長が0.1〜150mmの炭素繊維Bとを、繊維A対繊維Bとの重量比が1対99乃至99対1の比率となるように混合して得られる炭素繊維集合体であって、該炭素繊維集合体におけるピッチ系炭素繊維Aの六角網面成長方向の微結晶サイズが5nm以上であり、該炭素繊維集合体はその厚さが0.05〜5mmであって、その空隙率が50〜95体積%であるピッチ系炭素繊維を含む集合体を平面状に成形してなる炭素繊維集合体。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
複数の繊維複合体構成部品を形成する方法
本発明は、繊維複合体構成部品(10)を形成する方法を提案し、その方法は特に、たとえば飛行機建造のための構造構成部品として使用されるような、変化するプロフィール横断面および/または少なくとも部分的に湾曲した推移を有する、複雑な形状のプロフィールを形成するのに適しており、かつ次のステップを有する:a)複数のコア部分(12)を準備するステップ、b)コア部分(12)の各々の上に第1の繊維材料(16)を別に塗布するステップ、c)コア部分列(18)を形成するために、第1の繊維材料(16)によって被覆されたコア部分(12)を互いに継ぎ合せるステップ、d)コア部分列(18)にとって共通の第2の繊維材料(20)を、コア部分列(18)の少なくとも、コア部分(12)が第1の繊維材料(16)によって被覆されている側に沿って塗布するステップと、e)繊維強化された構成部品ボディを形成するために、第1と第2の繊維材料(16、20)を、含浸させて硬化するステップ、f)構成部品ボディを、繊維複合体構成部品(10)となる、複数の部分に分断するステップ。 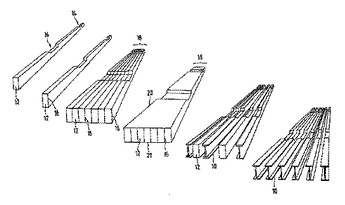 (もっと読む)
(もっと読む)
炭素繊維構造体、炭素繊維強化プラスチック成形品及びそれらの製造方法
【課題】有機樹脂材料の分子と炭素繊維の炭素原子の間において強力な化学結合を形成することができ、したがって強化プラスチック成形品の製造に有用な炭素繊維とその製造方法を提供すること。
【解決手段】炭素繊維と、有機酸の金属塩からなる金属石鹸及び有機官能基及び加水分解基を有するシランカップリング剤を含む表面処理液を用いた表面処理により前記炭素繊維の表面に結合せしめられた結合強化膜とからなり、かつ前記炭素繊維の炭素原子と前記シランカップリング剤の官能基とが化学的に結合しており、有機樹脂と反応し、結合可能な前記有機官能基が前記結合強化膜の表面に露出しているように構成する。
(もっと読む)
繊維強化樹脂成形品用樹脂組成物、樹脂含浸補強繊維材および繊維強化樹脂成形品
【課題】蓄光機能を有し、強度および残光輝度が高い繊維強化樹脂成形品、該繊維強化樹脂成形品を得るための繊維強化樹脂成形品用樹脂組成物および樹脂含浸補強繊維材を提供する。
【解決手段】ウレタンアクリレート樹脂(A)と、ビニルエステル樹脂および/または不飽和ポリエステル樹脂(B)と、共重合性単量体(C)と、有機過酸化物(D)と、蓄光顔料(E)とを含有し、(A)成分と(B)成分との比((A)/(B))が、4/6〜6/4(質量比)であり、(E)成分の含有量が、(A)成分と(B)成分との合計100質量部に対して、5〜30質量部である繊維強化樹脂成形品用樹脂組成物を用いる。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
FRP成形体の補強構造及びその製造方法
【課題】FRP補強体のFRP成形体への接着時の作業性を向上し、また比較的廉価の汎用型を用いてFRP補強体の補強体側片の高さを容易に変更可能とし、長手方向に直交する断面形状の自由度の高いFRP補強体を作製する。
【解決手段】FRP成形体22が曲面を有する板状に成形される。FRP補強体16は、FRP成形体22の曲面にこの曲面に沿って所定の方向に延びて設けられ、かつFRP補強体16の長手方向に直交する断面がFRP成形体22とともに閉断面に形成される。このFRP補強体16の補強体主部16aが平面帯状に形成される。補強体主部16aの両側縁に一対の補強体側片16b,16bがそれぞれ連設され、これらの補強体側片16b,16bの他側縁がFRP成形体22の曲面に沿う曲線にそれぞれ形成される。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
合成枕木及び合成枕木の製造方法
【課題】耐久性、難燃性、及び防振性に優れた合成枕木及び合成枕木の製造方法を提供する。
【解決手段】レールを支持する合成枕木12は、主に、合成樹脂材料を発泡成形した発泡母材13aを有する合成枕木本体11と、この合成枕木本体11の表層に位置する無発泡樹脂材料によって構成される保護層13cとを有し、この保護層13c内には、補強材が設けられている。
そして、この保護層13c内の補強材として、不織布14及び、ガラスマット17が用いられている。
(もっと読む)
41 - 60 / 91
[ Back to top ]