
Fターム[4F205HC06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 多方向繊維からなるもの (345) | 不織布、マット (91)
Fターム[4F205HC06]に分類される特許
61 - 80 / 91
繊維強化合成樹脂パイプ
【課題】優れた強度を有しながらも安価で作業性に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有する繊維強化合成樹脂パイプであって、前記繊維強化樹脂層として、ガラス繊維と該ガラス繊維に含浸されている合成樹脂とが用いられて形成されているガラス繊維強化樹脂層と、有機材料が用いられてなる有機不織布と該有機不織布に含浸されている合成樹脂とが用いられて形成されている有機不織布層とを有し、該有機不織布層が繊維強化合成樹脂パイプの最内周側の層に備えられていることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
繊維強化合成樹脂パイプ

【課題】強度に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】パイプ本体部は、繊維強化樹脂層として、中空円筒形状に沿ってスパイラル状に巻回されている連続した繊維が用いられて形成された横巻繊維層を前記パイプ本体部の内周側と外周側とに互いに離間させて二層有しており、しかも、内周側横巻繊維層と外周側横巻繊維層との間に横巻繊維層以外の繊維強化樹脂層を少なくとも一層有しており、蓋部は、円形板が用いられており、該円形板が、外周部をパイプ本体部の内周面に接してパイプ本体部の両端よりも内側に備えられていることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】強度に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有しており、しかも、前記繊維強化樹脂層として、前記筒形状に沿ってスパイラル状に巻回されている連続した繊維と該繊維に含浸されている合成樹脂とが用いられて形成された横巻繊維層を有している繊維強化合成樹脂パイプであって、繊維強化合成樹脂パイプの内周側と外周側とに互いに離間されて備えられた二層の横巻繊維層を有し、しかも、該二層の横巻繊維層は、繊維が10度以下の低角度で巻回されている低角横巻繊維層であり、前記内周側の低角横巻繊維層と前記外周側の低角横巻繊維層との間に低角横巻繊維層以外の繊維強化樹脂層を少なくとも一層有していることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
繊維強化プラスチック用ガラス繊維予備成形体基体、ガラス繊維予備成形体およびその製造方法並びに繊維強化プラスチック
【課題】賦形性に優れ、かつ保形性に優れた、繊維強化プラスチックに使用されるガラス繊維予備成形体基材の提供。
【解決手段】ガラス繊維予備成形体基材は、ガラス繊維糸および熱可塑性樹脂繊維を編糸とする編物と、編物の両面に配置されたガラス繊維チョップドストランドマットとを有し、編物とガラス繊維チョップドストランドマットが、熱可塑性樹脂またはガラス繊維糸により連結されていることを特徴とする。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
多軸成形材料、プリフォーム、FRPおよびそれらの製造方法
【課題】 複雑形状に賦型するときにシワが発生する問題や、強化繊維の目曲がりを誘発する問題を解決し、優れた取扱性・樹脂含浸性・賦型性を有し、力学特性および品位の優れたFRPを生産性よく得ることができる多軸成形材料、プリフォーム、およびそれらを用いたFRP、ならびにそれらの製造方法を提供する。
【解決手段】 多数本の強化繊維糸条が並行に配列されたシートが、少なくとも2枚、該強化繊維糸条が交差するように積層されて積層体を構成し、該積層体が一体化された多軸成形材料であって、各シートにおける強化繊維糸条の目付が50〜350g/m2の範囲内であり、少なくともシート間に、FRPのマトリックスを構成する樹脂から構成された不織布が15〜250g/m2の範囲内で配置されており、かつ、前記積層体は、前記不織布の局所的な融着により一体化されていることを特徴とする。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
FRP成形物
【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
カーボン繊維強化樹脂引き抜き成形品及びその製造方法
【課題】強度が強く、軽量で、かつ電子部品を損傷することのない引き抜き成形品の製造に関して、絶縁層の形成方法の簡略化と製造時の工数を削減することによって、生産性の向上や製造コストの低減を図ることができるカーボン繊維強化樹脂引き抜き成形品及びその製造方法を提供する。
【解決手段】集束されたカーボン繊維に熱硬化性樹脂を含浸させ、前記熱硬化性樹脂を加熱硬化させつつ所定の外形に引き抜き成形する引き抜き成形法において、前記熱硬化性樹脂を含浸させた前記カーボン繊維の表面に、絶縁性のシートを配置し、しかる後前記熱硬化性樹脂を加熱硬化させつつ所定の外形に一体に引き抜き成形する。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 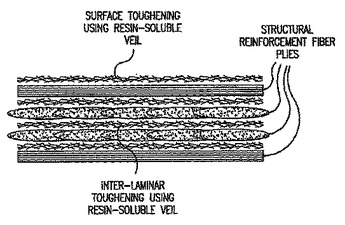 (もっと読む)
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
透明複合シートの製造方法
【課題】 線膨張係数が小さく、耐熱性、透明性、表面平滑性に優れ、毛羽立ち等による突起状欠陥が極めて少ない透明複合シートの製造方法を提供する。
【解決手段】 繊維布と熱硬化系の透明樹脂とから構成される透明複合シートの製造方法であって、繊維布に、熱硬化系の透明樹脂の含浸液に含浸させ、次いでロールとドクターブレード、または、ドクターブレードとドクターブレードとにより挟み込みを行った後、乾燥および/または硬化することを特徴とする透明複合シートの製造方法。
(もっと読む)
繊維強化プラスチック長尺シートおよびその製造方法
【課題】
補強繊維と熱硬化性樹脂を含むシートであって、厚さ精度の高い繊維強化プラスチック長尺シートを提供すること。
【解決手段】
補強繊維と熱硬化性樹脂を含むシートを、該シートの両表面を一対のベルトで挟んだ状態で、加熱装置およびスリットを有するダイスに連続的に引き込みながら加熱成形することを特徴とする繊維強化プラスチック長尺シートの製造方法であり、長手方向の厚さの標準偏差が1.0〜3.5μmの繊維強化プラスチック長尺シートを得ることができる。
(もっと読む)
繊維補強樹脂製品の製造方法
【課題】現場への輸送が困難な長尺の繊維補強樹脂製品であっても、現場で一体物として容易に得ることができる繊維補強樹脂製品の製造方法を提供する。
【解決の手段】繊維補強樹脂製品に対して長さの一部を補強繊維のみとした半製品を現場に輸送し、現場において補強繊維のみの部分に樹脂液を含浸・硬化させる。補強繊維のみの部分の可撓性のために、折り曲げ等により全体的に外郭寸法を縮小できるから容易に輸送できる。更に、輸送先で製品の本来の形態に戻し、補強繊維のみの部分に樹脂液を含浸・硬化させて完成品とすることにより、現場への輸送が制限される長尺製品でも、連続した補強繊維に基づく繊維補強樹脂製品の有利性を保持させつつ工場内での取り扱いや輸送時の取り扱いの容易性を保証して現場での使用が可能となる。
(もっと読む)
繊維補強樹脂成形品の製造方法、並びに、中間成形品及びその製造方法
【課題】 長繊維で補強された繊維補強樹脂成形品を製造でき、非常に長いものや、途中で屈曲したり、ねじれたりする形状であっても、製造しやすく、強度の高い成形品の製造を可能とする。
【解決手段】 本発明の繊維補強樹脂成形品の製造方法は、中間成形品11を製造し、中間成形品11を用いて繊維補強樹脂成形品を製造する。この中間成形品11には、樹脂存在部20と樹脂非存在部21とを有し、樹脂非存在部21は繊維部23だけであるので曲げることができる。そのため、中間成形品11の移動や保管が容易であり、また、使用現場で樹脂非存在部21に樹脂を含浸させて成形することにより、全域に繊維部23が設けられた成形品を製造することができる。
(もっと読む)
水門の扉体のFRP製スキンプレート、FRP製桁材、FRP製ガセットプレート、FRP製ゴム押え板、FRP製水位調節用角落し板、FRP製扉体、水門のFRP製戸当り
【課題】 ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】 型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
61 - 80 / 91
[ Back to top ]