
Fターム[4F205HL02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 筒状型への巻付け (262)
Fターム[4F205HL02]の下位に属するFターム
回転する型への (156)
テーパ状の型への (7)
気孔を有する型への
不均一部分(←受口部等)への (5)
Fターム[4F205HL02]に分類される特許
81 - 94 / 94
繊維強化プラスチック成形品の製造方法

【課題】 硬化後に成形品から熱収縮テープを簡単に、かつ容易に除去することが出来、生産性の向上を図ることが出来る繊維強化プラスチック成形品の製造方法を提供する。
【解決手段】 マンドレル1にマトリックス樹脂を含浸させた帯状の強化繊維基材2をスパイラル状またはすし巻き状に巻付けた後、その外周面に樹脂製の帯状布4を巻付け、更にその外周面に、熱収縮テープ3を巻付けた後、オーブンに入れて加熱硬化させる。そして硬化した成形品から、熱収縮テープ3及びナイロン布等の樹脂製の帯状布4を取外し、最後に成形品からマンドレル1を引き抜いて円筒状の成形品を製造する。
(もっと読む)
繊維強化樹脂製筒体

【課題】 アラミド繊維等の有機繊維であっても、該有機繊維に含浸された樹脂を短い硬化時間で硬化させることができ、しかも、可使時間を短くすることなく良好にFW成形を行うことができ、更に、良好な振動減衰性を得られる極めて実用性に秀れた繊維強化樹脂製筒体等を提供することである。
【解決手段】 フィラメントワインディング法により樹脂が含浸された連続繊維を巻回積層して成る繊維強化樹脂製筒体であって、前記連続繊維として有機繊維が採用され、該有機繊維に含浸される前記樹脂には、少なくともエポキシ樹脂及びその硬化剤並びにビニルエステル樹脂及びその硬化剤が含まれており、エポキシ樹脂の硬化剤としてアミン系硬化剤が採用されているものである。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 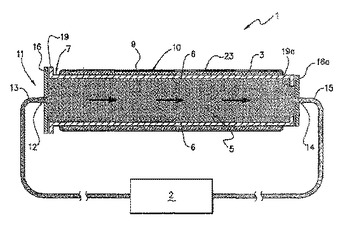 (もっと読む)
(もっと読む)
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置
【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
(もっと読む)
エポキシ樹脂組成物およびプリプレグならびにこれを用いた炭素繊維強化複合材料製管状体
【課題】フィーリングに優れた釣竿、ゴルフ用シャフトを与え、同時に良好な力学特性を備えたマトリックス樹脂となる炭素繊維強化複合材料用エポキシ樹脂組成物、およびこれを用いたプリプレグ、さらにこれを用いて得られる各種特性に優れた炭素繊維強化複合材料製管状体を提供すること。
【解決手段】エポキシ樹脂および硬化剤を含むエポキシ樹脂組成物であって、100℃〜140℃で硬化させたときのガラス転移温度Tgが100℃以上であり、100℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(100℃)と、140℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(140℃)が下記式(1)を満たすことを特徴とするエポキシ樹脂組成物。
E(100℃)−E(140℃)≧0.3[GPa] ・・・(1)
(もっと読む)
繊維補強コードの芯材ピッチ可変方法、繊維補強ゴムホースの製造方法
【課題】繊維補強コードにおける芯材ピッチが並列方向においては極力均一化された状態で可変できるよう、改善された繊維補強コードの芯材ピッチ可変方法を提供する。
【解決手段】繊維補強コードの芯材ピッチ可変方法において、ロール部材rの外周面に右雄ネジ状の正突条螺旋1と左雄ネジ状の逆突条螺旋2とが隣り合わせに形成されたピッチ可変ロールRを用意し、並列配置された複数の芯材3をゴム4で被覆して成る広幅ベルト状の繊維補強コード5を、加熱された状態でピッチ可変ロールRに巻付けて相対摺動させて搬送するとともに、ピッチ可変ロールRへの巻付角度を繊維補強コード5の搬送距離に従属させて制御する。
(もっと読む)
繊維補強コードの芯材ピッチ可変装置、繊維補強ゴムホースの製造装置、台形繊維補強コード、及び繊維補強ゴムホース
【課題】繊維補強コードにおける芯材ピッチが並列方向においては極力均一化された状態で可変できるよう、改善された繊維補強コードの芯材ピッチ可変装置を提供する。
【解決手段】複数の芯材3をゴム4で被覆した広幅ベルト状の繊維補強コード5の作成装置Cの直後に配置される入口部6と、ロール外周面に正突条螺旋1と逆突条螺旋2とが隣り合わせ形成されたピッチ可変ロールRと、繊維補強コード5をピッチ可変ロールRに巻付けて摺動させて出口部7に搬送する取回し機構8と、繊維補強コード5のピッチ可変ロールRへの巻付角度を変更調節自在な巻付角変更手段9とを有し、巻付角度を繊維補強コード5の搬送距離に従属させて変更させる制御手段10が装備される繊維補強コードの芯材ピッチ可変装置。
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
蛇腹ゴムホースの製造方法
【課題】ゴム内管と外周側の補強層と外面ゴム層との積層構造を成す蛇腹ゴムホースを連続的に生産可能で生産性が高く、製造コストも安価でしかも補強層がその形成時点から正しく蛇腹形状を成して補強効果をホース全長に亘って均等に発揮することのできる蛇腹ゴムホースの製造方法を提供する。
【解決手段】ゴム内管18と補強層20と外面ゴム層22とが蛇腹形状をなす蛇腹ゴムホースを製造するに際して、ゴム内管18を予めインジェクション成形により加硫成形して整列機36で直列に連続的に整列させその整列状態のゴム内管18を連続的に送りながら、外周面に補強糸58を連続的に且つ蛇腹形状に沿って編組して行く。そしてその後に補強層20の外周面に未加硫の外面ゴム層22の成形と加硫、各ホース1本ごとの切断を行う。
(もっと読む)
複合材料からなる管状部材及びその製造方法
【課題】 高い機械的特性を保持しながら識別可能な表面彩色を有すると共に、表面の高い摺動性(slidability)を有した、複合材料からなる管状部材およびその製造方法を提供する。
【解決手段】 繊維が所定方向に沿って存在するように重ね合わされて配列され、重合型母材中に含浸されている構造繊維の複数の層(2)を有しており、所定量の少なくとも1種類の顔料が最外側層(2a)の重合体母材中で、実質的に最外側表面に近接する部分にのみに与えられている、複合材料からなる管状部材(1)。
(もっと読む)
ゴム製筒体
【課題】厚肉化することなく、より大きなトルクを伝達可能なゴム製筒体を提供する。
【解決手段】複数の補強コード4a、4bを略平行に並べて、補強コード4a、4bの束を構成する。補強コード4a、4bの束を、ゴム製筒体1を構成するゴム膜2の両縁部で折り返して螺旋状に折り畳む。外層側の補強コード4aと内層側の補強コード4bとが連続して、構造上の弱点としてのコードエンドがなくなる。ゴム膜2を厚肉化することなく、ゴム製筒体1の強度および耐久性が高まる。
(もっと読む)
FRP製パイプ及びフィラメントワインディング装置
【課題】 ヘリカル巻層及び両端にフープ巻層を備えたFRP製パイプを生産性良く製造できるフィラメントワインディング装置(FW装置)を提供する。
【解決手段】 FW装置はヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、両ヘッド5,6が一体的な移動と、独立した状態での移動とが可能に構成されている。ヘリカル巻用ヘッド5は複数本の繊維束Rを同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、マンドレルMの周方向に沿って配列された複数のガイド24a,24bを備えている。両ヘッド5,6は対向する位置に、互いに遊嵌可能なリング状の凹凸29a,30bを有するヘリカル巻用開繊部29,30を備えている。フープ巻用ヘッド6は繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が上下に1個ずつ設けられている。
(もっと読む)
管状成形体、同成形体を用いたゴルフクラブ用シャフト及び竿体、並びに管状成形体の製造方法
【課題】周方向での偏肉及び強化繊維密度のバラツキをなくし、周方向での剛性分布が均一である管状体と、かかる管状体を簡単な方法で且つ高効率に製造できる製造方法とを提供する。
【解決手段】マンドレル(10)の周方向に繊維を配向させてプリプレグ(2a)を一周巻き回す。その外側に長手方向に繊維を配向させてプリプレグ(3a)を一周以上巻き回し、その巻き終わり端縁に長手方向に繊維を配向させて他のプリプレグ(3b)を、先のプリプレグ(3a)の巻き始め端縁と、前記他のプリプレグ(3b)の巻き終わり端縁とを、前記成形体の長手方向に沿った同一の縦断面上に実質的に配するよう巻き回す。他のプリプレグ(3b)は樹脂含有量が前記先のプリプレグ(3a)の1.1 〜1.4 倍であり同一の厚みをもつ。更にその外側に周方向に繊維を配向させてプリプレグ(4a)を一周巻き回してから硬化させる。
(もっと読む)
81 - 94 / 94
[ Back to top ]