
Fターム[4F205HL02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 筒状型への巻付け (262)
Fターム[4F205HL02]の下位に属するFターム
回転する型への (156)
テーパ状の型への (7)
気孔を有する型への
不均一部分(←受口部等)への (5)
Fターム[4F205HL02]に分類される特許
41 - 60 / 94
繊維強化プラスチック製段付きパイプ及びその製造方法
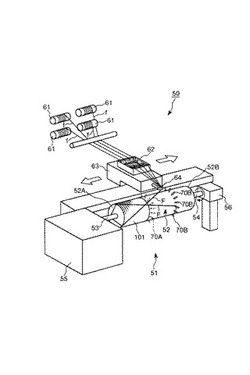
【課題】樹脂を含浸させた連続繊維を用いて、長さ方向でパイプの肉厚の異なった段付きパイプとされる大型の繊維強化プラスチック製段付きパイプを生産性良く製造するための製造方法を提供する。
【解決手段】(a)マンドレル52の長さ方向の所定位置に、ピン70A、70Bをマンドレル周方向に複数本着脱自在に植設し、このピンを使用して、フィラメントワインディング法によりマンドレル52の外周面に樹脂含浸繊維強化プラスチック積層体を形成し、その後、マンドレル52からピンを取り外す工程と、(b)その後、フィラメントワインディング法により繊維強化プラスチック積層体及びマンドレルの外周面を覆って樹脂含浸の他の繊維強化プラスチック積層体を形成する工程と、(c)各繊維強化プラスチック積層体の樹脂を硬化させる工程と、を有する。
(もっと読む)
フィラメントワインディング装置

【課題】フィラメントワインディング装置を用いて、略円筒状物を製造する場合の、ユーザの作業性を向上させる技術を提供する。
【解決手段】繊維を、略円柱状を成すマンドレルに巻きつける、フィラメントワインディング装置であって、マンドレルに巻き付けるための繊維を供給する給糸口と、マンドレルを、回転可能に支持するマンドレル支持部と、給糸口から供給される繊維の先端を固定する繊維端固定部と、を備え、繊維端固定部は、マンドレルがマンドレル支持部に支持された場合の、マンドレルの回転軸を中心に回転し、繊維固定部が、マンドレルと同期して回転することによってマンドレルに繊維が巻きつけられることを特徴とするフィラメントワインディング装置。
(もっと読む)
ガス容器製造方法、ガス容器製造装置、及びガス容器
【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後に樹脂フィルムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】プリプレグの角部の欠けを防止することで、十分な性能を有した繊維強化樹脂製管状体を得ることのできる繊維強化樹脂製管状体の製造方法を目的とする。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる四辺形のプリプレグ11をローリング板(下ローリング板112)上でマンドレル10に巻回して管状体を製造する際に、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグ11の1辺(巻き始め端部12)を仮止めする仮止め工程と、プリプレグ11の仮止めされていない2つの角部のうち、前記強化繊維の引き揃え方向と交差する仮止めされていない2辺で挟まれた角部Cが、ローリング板上における予め滑剤120が塗布された部分に対応するように、前記プリプレグ11をローリング板上に配置し、マンドレル10にプリプレグ11を巻回する巻回工程とを有する。
(もっと読む)
繊維強化樹脂製筒部材の製造方法
【課題】未硬化樹脂含浸繊維層の端部を折り返す必要がなく、繊維配向を初期の配向姿勢に維持しながら、しかも極めて簡易な方法で、樹脂繊維からなる筒部材とエンジンボックス等に直接剛結合される鍔付きの筒材とを接合することのできる、繊維強化樹脂製筒部材の製造方法を提供する。
【解決手段】マンドレル1と、その一端に取付けられ、マンドレルに比して拡径した拡径部と突起を有する端部取付け材2と、からなる基材10を用意する工程、未硬化樹脂含浸繊維をマンドレル1外周にフープ巻きして第1の巻層3を形成し、さらにその外周に繊維をヘリカル巻きして第2の巻層4を形成し、第2の巻層4の端部を切断して該端部と端部取付け材2をマンドレル1から切り離して挿入空間7を形成し、該挿入空間7に鍔付きの筒材6を挿入し、第2の巻層4の外周に繊維をフープ巻きして第3の巻層5を形成し、加熱処理する製造方法である。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の内層における樹脂体積含有率の低下を抑制することである。
【解決手段】繊維束に樹脂を含浸して形成したプリプレグをマンドレル22に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレル22に第1プリプレグを巻回する第1巻回工程(S10)と、第1プリプレグが巻回されたマンドレル22に、第2プリプレグを巻回する第2巻回工程(S12)と、第2プリプレグが巻回されたマンドレル22に、第3プリプレグを巻回する第3巻回工程(S14)とを備え、第1プリプレグは、繊維束に第1樹脂を含浸して形成され、第2プリプレグは、繊維束に第2樹脂を含浸して形成され、第3プリプレグは、繊維束に第3樹脂を含浸して形成され、第2樹脂の熱膨張率は、第1樹脂の熱膨張率より大きく、第3樹脂の熱膨張率は、第2樹脂の熱膨張率より大きい。
(もっと読む)
繊維強化樹脂製の管状体の製造方法および該方法によって製造された管状体
【課題】繊維強化樹脂製管状体の軽量性を損なうことなくプリプレグの巻き剥がれを防止して強度と生産性を高める。
【解決手段】バイアスプリプレグ21、22とストレートプリプレグ23、25、27、28とフーププリプレグ24、26を芯材上にそれぞれ少なくとも1枚巻回する工程を含み、フーププリプレグ24、26のうち少なくとも1枚は、バイアスプリプレグ21、22またはストレートプリプレグ25、27からなる土台プリプレグに予め積層密着して積層体A1、A2を形成しておき、該積層体A1、A2を巻回することによって土台プリプレグ25、27と一体にフーププリプレグ24、26を巻回することを特徴とする。
(もっと読む)
タンク及びタンクの製造方法
【課題】工数を増加させることなく、タンクを構成する繊維強化樹脂層のボイドを低減することができるとともに、繊維含有率を高められて強度を向上させることができるタンク及びタンクの製造方法を提供する。
【解決手段】タンク1は、略円筒状の貯蔵部2と、貯蔵部2の両端にそれぞれ設けられた口金部3とを有する形状に形成されている。そして、貯蔵部2は、最も内側に位置するとともにガスバリア性を有するライナ4と、ライナ4の外面を被覆する繊維強化樹脂層5と、繊維強化樹脂層5の外面5aを被覆する熱収縮チューブ6とからなる。繊維強化樹脂層5は、複数層の繊維束層の樹脂を硬化して構成されている。熱収縮チューブ6は、繊維強化樹脂層5の外表面に沿った形状に形成されるとともに、その熱収縮温度が繊維束層に含浸されている樹脂の硬化温度より低く、かつ、樹脂のプリキュア温度の範囲内である。
(もっと読む)
繊維強化複合材料方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の繊維体積含有率をより均一にすることである。
【解決手段】樹脂含浸された繊維束14を巻回部材に巻回することにより繊維強化複合材料を成形する維強化複合材料成形方法であって、繊維束14に第1樹脂を含浸する第1樹脂含浸工程(S10)と、第1樹脂含浸繊維束を巻回部材に巻回する第1巻回工程(S12)と、繊維束14に第2樹脂を含浸する第2樹脂含浸工程(S14)と、第2樹脂含浸繊維束を、第1樹脂含浸繊維束が巻回された巻回部材に巻回する第2巻回工程(S16)と、を備え、第1樹脂には嫌気性樹脂を用いる。
(もっと読む)
ゴルフクラブ用シャフトの製造方法およびゴルフクラブ用シャフト
【課題】炉落ち現象によるシャフトの品質劣化と、研磨工程における不良品の問題を解消できるゴルフクラブ用シャフトの製造方法を提供する。
【解決手段】プリプレグをマンドレル2の少なくとも一端が露出するようにマンドレルに巻きつけて積層し、プリプレグ積層体100を得る。次いで、ガラスクロスプリプレグをプリプレグ積層体及びマンドレルの露出した部分にかかるように円周方向に巻きつけて補強部3を形成する。次いで、加熱して、マンドレル上に補強部付きゴルフクラブ用シャフトを得る。次いで、ゴルフクラブ用シャフトからマンドレルを引き抜き、次いで、ゴルフクラブ用シャフトの太径側端部に補強部が5〜30mm残るように、補強部付きゴルフクラブ用シャフトの太径側端部を切断して、ゴルフクラブ用シャフトを得る。
(もっと読む)
高圧タンク製造方法
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を図る。
【解決手段】ライナをセットし(S10)、繊維束間に半硬化状態の熱硬化性樹脂が含浸されたプリプレグを用いて1〜10層に対するフィラメントワインディング成形を行う(S12)。続いて、液状の熱硬化性樹脂が含浸された繊維束を用いて11〜36層に対するフィラメントワインディング成形を行う(S14)。そして、加熱により熱硬化性樹脂を硬化させて高圧タンクを製造する(S16)。プリプレグでは熱硬化性樹脂の粘性が高く繊維間からの浸み出しが少ないため、内層における繊維密度の低下が防止される。
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、一方の繊維束における端部と、他方の繊維束における端部とを重ね合わせて接合された長尺繊維束を、より均一に積層して繊維強化複合材料を成形することである。
【解決手段】成形中の繊維束14における端部と、新品の繊維束44における端部とを重ね合わせて、重ね合わせた繊維を絡ませて接合し、長尺繊維束48として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との接合部46は、成形中の繊維束14における端部と、新品の繊維束44における端部とから、各々端部の繊維量に対して所定量の繊維を切断し、所定量の繊維が切断された各々端部を重ね合わせて、重ね合わせた繊維を気体流で絡ませて形成される。そして、各々端部の繊維量に対して2分の1の繊維を切断することが好ましい。
(もっと読む)
繊維束接合体及びその製造方法並びにタンク
【課題】繊維束を接合するにあたり、接合部の肥大化を抑制するとともに、高張力の負荷にも耐え得る高い接合強度を得る。
【解決手段】第1の繊維束41と第2の繊維束42とが接合部44において長手方向に接合されてなる繊維束接合体40である。接合部44は、第1の繊維束41の端部41aと第2の繊維束42の端部42aとを、同軸上で重ね合わせずに配置した状態で、第1及び第2の繊維束41、42よりも細い第3の繊維束43を介して接合して構成したものである。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】フープ層用プリプレグを巻回する際における巻き始め端部の跳ね上がりを抑制するとともに、長さ方向に反りや曲がりの少ない繊維強化樹脂製管状体を製造する。
【解決手段】マンドレル10の軸方向にプラスの角度に強化繊維が配向したプラス層用プリプレグ11と、マイナスに配向したマイナス層用プリプレグ12と、約90°に配向したフープ層用プリプレグ13とを積層して、プリプレグ積層体14Aを調製し、これをマンドレル10に巻回する。この際、例えば、プリプレグ積層体14Aをマンドレル10に巻回した際には、プラス層用プリプレグ11が最外層となるように積層する。また、マイナス層用プリプレグ12とフープ層用プリプレグ13の各巻き始め端部12a、13aが、プラス層用プリプレグ11の巻き始め端部11aよりも後方に位置し、かつ、互いにずれるように配置する。
(もっと読む)
繊維強化複合体およびその製造方法
【課題】 所望の優れた装飾性を持つ装飾層と、強度が十分高い繊維強化樹脂層とを有し、装飾層と繊維強化樹脂層との界面が、ボイドや接着不良という欠陥の無い界面である繊維強化複合体を提供し、その製造方法を提供することを目的とする。
【解決手段】 繊維強化複合体11は、第1繊維と第1樹脂とを含む繊維強化樹脂層12を内側に、第2繊維と第2樹脂とを含む装飾層13を外側に有する。繊維強化樹脂層12および装飾層13は、第1樹脂を含浸した第1繊維を型に巻きつけ、第2樹脂を含浸した第2繊維をその外側に巻きつけて、第1樹脂および第2樹脂を同時に硬化させた層である。そうすることによって、繊維強化複合体11は、繊維強化樹脂層12と装飾層13とが一体化された繊維強化複合体である。
(もっと読む)
41 - 60 / 94
[ Back to top ]