
Fターム[4F205HL19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272) | 製品の曲りに沿ったもの (104)
Fターム[4F205HL19]に分類される特許
81 - 100 / 104
繊維強化複合材
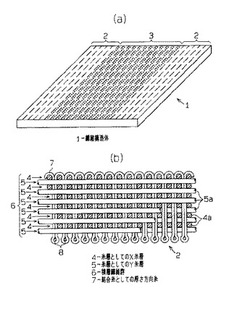
【課題】低コストで製造することのできる繊維強化複合材を提供する。
【解決手段】連続繊維が一方向に配列されて形成されたx糸層4とy糸層5は、交互に複数層積層されて2軸配向の積層繊維群6を形成している。繊維構造体1は、厚さ方向糸7と抜け止め糸8によって結合された積層繊維群6の連続繊維が切断されていない非切断領域2と、連続繊維が切断されている切断領域3とを備えている。切断領域3は製品形状に成形する際に変形が必要な部分に設けられている。また、繊維構造体1の両端部は非切断領域2となっている。切断領域3は、前記各糸の一部が切断されている為、拘束力が弱く変形しやすい。従って、連続繊維の三次元繊維構造体を強化材としても成形の際の変形が容易である。
(もっと読む)
プリプレグ積層体の成形装置及び成形方法

【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
(もっと読む)
複合材成形体及びその製造方法
【課題】連続繊維で形成された筒状の強化材で強化されるとともに、断面形状に凹部を有する新規な複合材成形体及びその製造方法を提供する。
【解決手段】複合材成形体11は、芯体12と、その周囲に設けられた筒状の繊維強化複合材13とで構成されている。繊維強化複合材13は、強化連続繊維で形成された強化材に樹脂が含浸、硬化されて形成され、軸方向と直交する断面形状が凹部14を有する部分を備えている。繊維配列工程において、形成すべき複合材成形体11の凹部14と対応する部分に連続繊維を変形後の断面形状に合わせた長さで凸部24aを形成するように配列可能な芯体20を使用する。芯体20の周囲に連続繊維を変形後の断面形状に合わせた長さで配列して筒状の一次構造体24を形成する。変形工程において、一次構造体24の凸部24aに対応する箇所を押圧して所定形状の凹部14を形成するように変形させる。
(もっと読む)
複合材を用いた構造部材の成形方法及び複合材料を用いた構造部材
【課題】他部材との接合面に凹凸面を形成する場合であっても、背中合わせの接合時にしわ発生の原因となる隙間を形成することがない複合材を用いた構造部材の成形方法を提供すること。
【解決手段】シート状複合材料31を積層してなる平板状のプリプレグ30からコ字状断面に成形され、凹凸を設けたフランジ面と平坦なウェブ面とを備えている複合材を用いた構造部材の成形方法において、複合材料30が、シート状複合材料31を最小厚さt1に積層して平板状のベース素材32を得るベース素材積層工程の後、成形後にフランジ面の凸部となる位置に限定してベース素材32にシート状複合材料31を所望の厚さまで積層する凸部積層工程を実施して積層される。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
テープ貼付経路設定方法及びプログラム並びにテープ貼付装置
【課題】長尺状のテープを対象物に貼り付ける場合に、しわの発生を防ぐとともに、テープの隙間や重複を許容値内に抑えること。
【解決手段】対象物に長尺状のテープを貼付する場合において、テープの中心線が対象物の測地線に一致するように、テープ貼付経路を設定する。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法
【課題】 湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、母材樹脂部10と、長繊維11とを有しており、母材樹脂部10が長繊維11によって補強されている。また、長繊維樹脂成形体1は熱可塑性樹脂12を有しており、熱可塑性樹脂12は、長繊維11と母材樹脂部10との間に介在している。そのため、長繊維樹脂成形体1を熱可塑性樹脂12が軟化する温度まで加熱した状態で湾曲させることにより、湾曲させた状態で長繊維11に発生する残留応力を小さくすることができる。
(もっと読む)
繊維強化プラスチックの積層成形方法及び積層成形装置
【課題】 加熱操作を要せず、製造上及びコスト上の負担が小さく、かつ硬化性状に優れた積層成形体が得られるようにした繊維強化プラスチックの積層成形方法及び積層成形装置を提供する。
【解決手段】 繊維強化プラスチックテープのマトリックス樹脂をエネルギー線硬化樹脂とし、上記可動積層ヘッドと連動するエネルギー線照射装置によりエネルギー線を照射し、エネルギー線を照射される部位の任意の照度への可変に要する時間が1秒以内であり、上記エネルギー線硬化樹脂を硬化させながら上記テープを積層成形するようにした。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 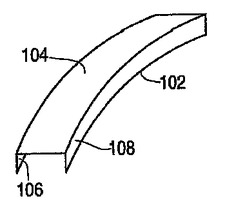 (もっと読む)
(もっと読む)
FRP製グレーチング及びFRP製グレーチングの製造方法
【課題】 建築物の構造材に必要とされる強度等の特性を十分に有すると共に、建築物の装飾材に必要とされる意匠性及び装飾性等の特性をも併せ持ち、更に、夜間等に全体が均一に発光して特異な意匠的効果を発揮することが可能なFRP製グレーチング及びFRP製グレーチングの製造方法の提供。
【解決手段】 透光性のマトリックス樹脂10内に補強繊維を充填した複合材料を格子状に成形してなり、格子状に成形した複合材料の全体にわたって蓄光剤を混合して略均一に分散させ、格子状に成形した複合材料の全体にわたって蓄光及び発光自在とした。
(もっと読む)
難燃性ハイブリッド複合材料及びそれを用いた容器とその成形方法
【課題】高い難燃性を示すハイブリッド複合材料、及びそれを用いた難燃性に優れた容器、更には、その安価な成形方法を提供すること。
【解決手段】一方向配列炭素繊維のプリプレグと、これの片面又は両面に積層配置されたガラス繊維クロスのプリプレグとからなる難燃性ハイブリッド複合材料であり、容器の外表面にガラス繊維クロスのプリプレグが配置され、内表面に一方向配列炭素繊維のプリプレグ又はガラス繊維クロスのプリプレグが配置された構成にすることによって、難燃性に優れ、機械的特性にも秀でた容器が得られる。かかる容器は、例えば、容器の外表面を形成する主型に沿ってガラス繊維クロスのプリプレグを敷設し、このプリプレグ上に一方向配列炭素繊維のプリプレグを重ねて配置し、その後、前記主型内部に容器の内表面を形成する入子を挿入・配置して、加熱成形することによって成形することができる。
(もっと読む)
フィラメントワインディング装置、該装置を用いて成形された成形品、及び、成形品の成形方法
【課題】成形品に凹状部を一体成形することが可能なフィラメントワインディング装置を提供する。
【解決手段】フィラメントワインディング装置1は、回転するマンドレル10にクリール80から樹脂槽90を経て供給された複合材料100を巻き付けて成形品を成形する装置であり、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の内側押圧部を有する内側押圧装置と、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の外側押圧部を有する外側押圧装置40と、をさらに備え、内側押圧装置は、マンドレル10の外周面に形成された開口部13を介して、第1の内側押圧部を外部に露出させるように、マンドレル10の内部に設けられ、外側押圧装置40は、第1の外側押圧部を第1の内側押圧部に対向させるように、マンドレル10の外部に設けられている。
(もっと読む)
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置
【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
(もっと読む)
プリフォームの製造方法および製造装置
【課題】RTM用の基材を用いた強化繊維積層体から3次元の繊維構造体(プリフォーム)を連続的に製造するプリフォームの製造方法、製造装置、およびそれらから得られるプリフォームならびにFRPを提供する。
【解決手段】配列した強化繊維糸条を含む強化繊維基材を複数枚積層一体化した強化繊維積層体であって、該強化繊維基材の層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、上記強化繊維積層体全体を厚み方向に少なくとも複数枚一体化した強化繊維積層体を用いて強化繊維構造体を一体化する製造方法において、少なくとも下記の工程(A)〜(C)を含むことを特徴とするプリフォームの製造方法。
(A)強化繊維積層体の表面に突起物を一体化させた凸型強化繊維構造体を形成する一次一体化工程、
(B)一体化してなる凸型強化繊維構造体の突起物を基に、凹部に位置決めする位置決め工程、
(C)位置決めした凸型強化繊維構造体を一体化する二次一体化工程。
(もっと読む)
繊維補強樹脂製品の製造方法
【課題】現場への輸送が困難な長尺の繊維補強樹脂製品であっても、現場で一体物として容易に得ることができる繊維補強樹脂製品の製造方法を提供する。
【解決の手段】繊維補強樹脂製品に対して長さの一部を補強繊維のみとした半製品を現場に輸送し、現場において補強繊維のみの部分に樹脂液を含浸・硬化させる。補強繊維のみの部分の可撓性のために、折り曲げ等により全体的に外郭寸法を縮小できるから容易に輸送できる。更に、輸送先で製品の本来の形態に戻し、補強繊維のみの部分に樹脂液を含浸・硬化させて完成品とすることにより、現場への輸送が制限される長尺製品でも、連続した補強繊維に基づく繊維補強樹脂製品の有利性を保持させつつ工場内での取り扱いや輸送時の取り扱いの容易性を保証して現場での使用が可能となる。
(もっと読む)
繊維補強樹脂成形品の製造方法、並びに、中間成形品及びその製造方法
【課題】 長繊維で補強された繊維補強樹脂成形品を製造でき、非常に長いものや、途中で屈曲したり、ねじれたりする形状であっても、製造しやすく、強度の高い成形品の製造を可能とする。
【解決手段】 本発明の繊維補強樹脂成形品の製造方法は、中間成形品11を製造し、中間成形品11を用いて繊維補強樹脂成形品を製造する。この中間成形品11には、樹脂存在部20と樹脂非存在部21とを有し、樹脂非存在部21は繊維部23だけであるので曲げることができる。そのため、中間成形品11の移動や保管が容易であり、また、使用現場で樹脂非存在部21に樹脂を含浸させて成形することにより、全域に繊維部23が設けられた成形品を製造することができる。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料
【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
81 - 100 / 104
[ Back to top ]