
Fターム[4F205HL19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272) | 製品の曲りに沿ったもの (104)
Fターム[4F205HL19]に分類される特許
21 - 40 / 104
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
弦楽器弓の竿、弦楽器弓および弦楽器弓の竿の製造方法

【課題】天然木材に近い木目調の外観を有する繊維強化プラスチックを用いた弦楽器弓の竿を提供する。
【解決手段】炭素繊維樹脂からなる弓形棒状の炭素繊維樹脂層1と、炭素繊維樹脂層1の外面を被覆するガラス繊維樹脂からなるガラス繊維樹脂層2とを備える基材を有し、ガラス繊維樹脂層2が、ガラス繊維樹脂層2中に存在する空気層からなる非密着部と、空気層を含まない密着部とを有するものであることを特徴とする弦楽器弓の竿5とする。
(もっと読む)
構造材の製造方法、構造材
【課題】複合材からなる構造材において3次元的に湾曲する部分においても、複合材シートにシワが生じるのを抑えつつ、構造材の強度を十分に確保し、その製造を効率よく行うことのできる構造材の製造方法、構造材を提供することを目的とする。
【解決手段】稜線部Cに沿って狭幅プリプレグシート20Nを貼り、他の部分に広幅プリプレグシート20Wを貼ることで、稜線部Cの両側の部分においては、切れ目のない広幅プリプレグシート20Wを貼り込む。
また、狭幅プリプレグシート20Nは、スパー10が湾曲する部分において、その軸線方向に複数に分割して貼り込み、スパー10の軸線方向における湾曲部分の曲率半径に応じて狭幅プリプレグシート20Nの長さを調整することで、様々な曲率半径にも容易に対応する。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
湾曲管の製造方法
【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
強化繊維積層体の製造方法および製造装置
【課題】
ドライな強化繊維テープの集合体を積層させた強化繊維積層体を製造するにあたり、長手方向に湾曲した形状の強化繊維積層体を製造する場合においても、強化繊維テープの載置・積層作業を繊維の位置ズレなく高精度で効率良く製造することができ、高品位の強化繊維積層体を得ることができる製造方法および製造装置を提供する。
【解決手段】
強化繊維の糸条が少なくとも長手方向に平行に延在する強化繊維テープを、該強化繊維テープの長手方向に対して互いに隣接するように載置し、強化繊維集合体とする載置作業や、載置テーブルに載置された強化繊維集合体を別の載置テーブルへ移載する移載作業や、さらに強化繊維集合体を複数枚積層し、強化繊維積層体を形成する積層作業において、静電吸着を利用することにより強化繊維の角度のズレや位置ズレすることなく高い精度でかつ効率良く作業を行うことを特徴とする、強化繊維積層体の製造方法。
(もっと読む)
強化繊維基材積層装置およびこの積層方法
【課題】シート状の強化繊維基材を湾曲や屈曲した形状の型上に積層する際に生じるしわの防止と、労働負荷の軽減と、作業の効率化とが可能な強化繊維基材積層装置およびこの積層方法を提供することを目的とする。
【解決手段】型15上に積層させる強化繊維基材シート14を繰り出すシート繰り出し手段と、型15上に強化繊維基材シート14を圧接させる圧接手段3と、を有する強化繊維基材積層装置1において、圧接手段3は、強化繊維基材シート14よりも狭い幅を有し、シート繰り出し手段は、圧接手段3との間を負荷しながら強化繊維基材シート14を供給することを特徴とする。
(もっと読む)
プリプレグテープの経路計算方法
【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
繊維強化複合材料成形品及びその製造方法
【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
(もっと読む)
複合的な環状構造体を自動的に形成する方法
【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置
本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
繊維強化複合材料用プリフォームの縫合装置及び縫合方法
【課題】幅が変化する形状のプリフォームの場合にも生産性を向上できるようにする。
【解決手段】移送方向Rへのプリフォーム11の移送に伴い、作業幅領域S1に対応するプリフォーム11の幅(移送方向Rと直交する方向のプリフォーム11の長さ)が変化して(作業幅領域S1の幅が変化して)或るステッチ針16が作業幅領域S1から外れた場合、第1支持ブロック15及び第2支持ブロック20が下動されてステッチ針16及び第1接触プレート211が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。又、糸ガイド33が実線で示す作業位置から鎖線で示す退避位置に切り換え配置されると共に、第2接触プレート411が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
先行積層形式の多方向連続繊維積層体を使用して複合構造物を成形する方法
一方向(UD)繊維プリプレグ層12,14が、先行積層形式の多方向連続繊維積層体10に成形され、該積層体が、成形コンパウンドとして3次元構造物40を形成する。この積層体からのカットアウトが、スロットを有し、折曲げ線に沿って折曲げられることで、ニヤ・ネットシェイプの予備成形体が得られる。この予備成形体を圧縮成形によって、複合形状を有する繊維強化複合構造物を得ることができる。 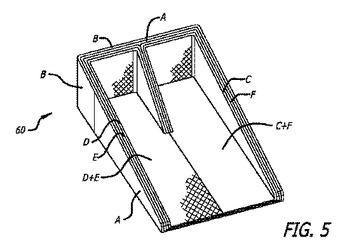 (もっと読む)
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
樹脂成形体である被締結部材に形成された締結用の貫通孔に配置される繊維強化複合材である補強部材及び貫通孔に補強部材が配置された被締結部材の締結構造
【課題】樹脂成形体である被締結部材に形成された締結用の貫通孔に繊維強化複合材である補強部材が配置される場合において、貫通孔周囲のクリープ変形を抑制することができる。
【解決手段】炭素繊維である芯糸2及び組糸3は組紐状組織に形成されている。繊維強化複合材である補強部材1は、貫通孔4に固定可能な円筒状の円筒部5及び、円筒部5の上端、下端から貫通孔4の半径方向外方に形成された円環状の第1フランジ部6及び第2フランジ部7からなる。繊維強化複合材である被締結部材10と金属材12はボルト8により締結されている。ボルトの頭部8aは第1フランジ部6に当接している。貫通孔4の内周面において、ボルト8と接触する領域に円筒部5が隙間なく配置されている。円筒部5において芯糸2は貫通孔4の軸4a方向に向きかつ少なくとも貫通孔4の一方の開口部から他方の開口部に亘って配向されている。
(もっと読む)
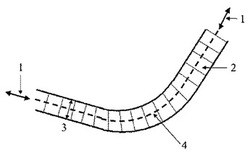
連続繊維強化複合物品の屈曲部の層間剥離を抑制する方法
【課題】マトリックス材料内に一方向性繊維要素列を含有する層を有する連続繊維強化複合材料で形成された部品の屈曲部における層間剥離を抑制する方法の提供。
【解決手段】部品の層に対応するプリプレグテープを積層することにより部品のプリフォーム30を形成する。各々のテープは、マトリックス前駆体、結合材、及び繊維要素32列を含有している。これらのテープを積み重ねて、少なくとも第1のテープの繊維要素32が屈曲部34を横切り、繊維要素32が屈曲部34の湾曲の軸36に対して垂直ではない平面38、40内にあるようにする。次いで、プリフォーム30を熱加工する。その間、繊維要素32が屈曲部34の湾曲の軸36に対して垂直な平面内にないことの結果として、屈曲部34内の層の層間剥離が抑制される。
(もっと読む)
繊維強化複合材及び繊維強化複合材の締結構造
【課題】繊維強化複合材の締結部を改質することによるクリープ変形の抑制を目的とする。
【解決手段】繊維強化複合材1は熱硬化性樹脂であるマトリックス2と層状に配置された炭素繊維である強化繊維3で形成されている。繊維強化複合材1は他の部材である金属材8と締結されている。繊維強化複合材1に形成された締結用の貫通孔4に締結部材であるボルト10が挿入され、金属材8の側からナット11を締め付けることにより、繊維強化複合材1が金属材8と固定されている。繊維強化複合材1とボルト10が圧接する領域に被膜層6が形成されている。被膜層6はマトリックス2より硬い材料である鉄5で構成されている。被膜層6によりマトリックス2の流動を抑制することができる。また、ボルト10を締結した際の応力は被膜層6が受けるため、前記応力を直接マトリックス2が受ける場合に比べ、繊維強化複合材1のクリープ変形を抑制することができる。
(もっと読む)
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
(もっと読む)
21 - 40 / 104
[ Back to top ]