
Fターム[4F206AA28]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリカーボネート (429)
Fターム[4F206AA28]に分類される特許
21 - 40 / 429
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、黒色染顔料を配合して漆黒性を付与した芳香族ポリカーボネート樹脂組成物であって、ピアノブラック調の深みのある漆黒性で、高級感のある良好な外観を呈し、更には表面硬度が高く、耐傷付き性にも優れた芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と黒色染顔料(D)0.01〜10質量部とを含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
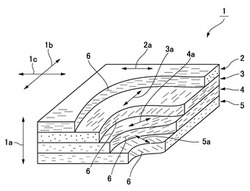
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
インモールド加飾方法及び装置

【課題】本発明は、インモールド加飾方法を改善し、この方法を実施するために適した装置を提供する。
【解決手段】インモールド加飾(IMD)とインモールドラべリング(IML)とにより加飾される成形部品(14)を、加飾側金型半部分(12)とコア側金型半部分(11)とを有する射出成形装置(1)を用いて製造する方法及び装置。前記加飾側金型半部分(12)は可動に構成され、前記コア側金型半部分(11)は台架に固定して構成されている。前記加飾側金型半部分(12)にはIMDフィルム(16)が挿入され、前記コア側金型半部分(11)にはIML成形部品が挿入される。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】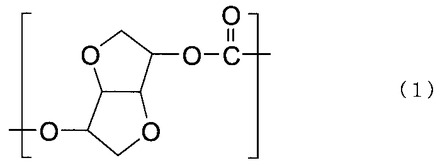 (もっと読む)
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
表面機能層を有する車載用パネル部材
【課題】表面機能層を有する車載用パネル部材を提供する。
【解決手段】厚みが0.05〜2mm、融点が220℃以上、200℃での収縮率が5%〜40%であるキャリアフィルムの表面に機能層が設けられ、かつ機能層側の表面に熱硬化性接着層が設けられた機能層を有するフィルム6を、一方の金型と他方の金型との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂組成物5を射出する工程および成形体よりフィルムを剥がす工程を含む、方法により、表面に機能層を付与された樹脂成形体よりなる車載用パネル部材7を成形する。
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】耐候性、耐衝撃性および遮光性等のバランスに優れたポリカーボネート樹脂組成物及びその成形品を提供する。
【解決手段】下記式(1)[ただし、上記式(1)で表される部位が−CH2−O−Hを構成する部位である場合を除く。]で表される部位を有するジヒドロキシ化合物に由来する構造単位を有するポリカーボネート樹脂と、コア・シェル構造からなるエラストマーとを含むポリカーボネート樹脂組成物であって、前記エラストマーのコア層が(メタ)アクリル酸アルキル及び(メタ)アクリル酸からなる群より選ばれる少なくとも1つである、ポリカーボネート樹脂組成物および該ポリカーボネート樹脂組成物を成形して得られるポリカーボネート樹脂成形品。 (もっと読む)
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
合成樹脂製板状部材の強化方法
【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
成型用積層ハードコートフィルム及びその製造方法、並びに樹脂成型品の製造方法
【課題】フィルムの成型性と硬度を両立させ、しかも巻取り加工適性を備えた成型用積層ハードコートフィルムを提供する。
【解決手段】成型用積層ハードコートフィルム1は、基材フィルム11上に、樹脂を含有するハードコート層12、および保護フィルム13を順に設けてなる構成である。この成型用積層ハードコートフィルム1は、23℃、50%RHの雰囲気下における伸び率が10%以上である。
(もっと読む)
インサート成形物の製造方法およびインサート成形物
【課題】インサートするプレフォームフィルム形状を工夫することにより、インサート成形品におけるインサートフィルム端部からの剥離の問題を解消できるインサート成形物の製造方法を提供すること。
【解決手段】予め製品形状に沿った賦形加工を施したプレフォームフィルムを射出成形金型に挿入し、射出成形をおこなうインサート成形であって、前記プレフォームフィルム端部が製品形状に対して内側に折り込まれた形状に加工するプレフォーム工程と、インサート成形を行う工程と、を備える。
(もっと読む)
射出成形用ハードコートフィルム積層体を利用した射出成形体の製造方法
【課題】ポリカーボネート樹脂等の成形品のハードコートとして非常に表面硬度が高く、樹脂成形品に対する密着性や金型への追従性に優れた射出成形用ハードコートフィルム積層体を利用した射出成形体の製造方法を提供する。
【解決手段】ポリカーボネート、ポリメタクリル酸メチル、及びポリエチレンテレフタレートからなる群から選ばれた1種の樹脂の単層又は2種以上の複数層からなる基材層と、該基材層の片面に積層一体化されたハードコート層とを備えた射出成形用ハードコートフィルム積層体を射出成形型内に配置して、その状態で型内にポリカーボネート、ポリメタクリル酸メチル、又はポリエチレンテレフタレートのいずれかを射出することによって樹脂の成形を行うと同時に樹脂成形体の表面に前記ハードコートフィルム積層体を一体化させる射出成形体の製造方法である。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】優れた透明性と耐熱性を有するポリカーボネート樹脂を得ることを目的とする。
【解決手段】構造の一部に所定の構造部位を有するジヒドロキシ化合物に由来する構造単位(a)を25モル%以上50モル%未満含むポリカーボネート樹脂(A)と、芳香族ポリカーボネート樹脂(B)からなる樹脂組成物を用いる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】耐熱性に優れ、良好な流動性を有すると共に、優れた透明性や初期色調を有するポリカーボネート樹脂を得ることを目的とする。
【解決手段】構造の一部に所定の構造部位を有するジヒドロキシ化合物に由来する構造単位(a)を15モル%以上50モル%未満含むポリカーボネート樹脂(A)と、芳香族ポリカーボネート樹脂(B)からなる樹脂組成物であって、前記ポリカーボネート(B)の割合が60重量%以上である樹脂組成物を用いる。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
21 - 40 / 429
[ Back to top ]