
Fターム[4F206AA28]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリカーボネート (429)
Fターム[4F206AA28]に分類される特許
141 - 160 / 429
薄肉成型部材
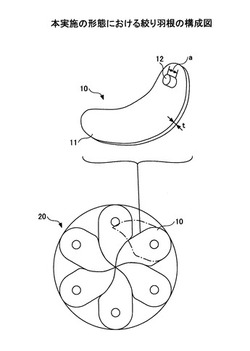
【課題】絞り羽根等の薄肉成型部材を安価で提供する。
【解決手段】PC樹脂に、長さ/直径が500以下であって、前記直径が200nm以下であるカーボンナノチューブを2wt%から10wt%混入した材料により形成されたものであることを特徴とする薄肉成型部材を提供することにより上記課題を解決する。
(もっと読む)
染色光学部品の製造方法、及び染色セミフィニッシュレンズ

【課題】 効率よく染色済みの光学部品を得ることができ、光学部品の表面にハードコートを好適に密着させることのできる染色光学部品の製造方法、及び該方法を用いて得られる染色光学部品を提供する。
【解決手段】 染色光学部品の製造方法において、透明樹脂からなるフィルムの一方の面を染色する第1ステップと、第1ステップにて得られた染色済みフィルムを用いてフィルムインサート成形によりフィルムが一体成形されたセミレンズを得るステップであって,フィルムの染色面がレンズ材料と接触するようにフィルムインサート成形を行う第2ステップと、を有する。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】耐擦傷性、透明性、低ガス性に優れたポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート樹脂(A)100質量部に、炭素数10〜19の脂肪族カルボン酸(B−1)0.05〜5.0質量部、および炭素数10〜19の脂肪族カルボン酸のエステル化物(B−2)0.5〜5.0質量部を含有し、脂肪族カルボン酸(B−1)に対する脂肪族カルボン酸のエステル化物(B−2)の質量比が1〜50であることを特徴とするポリカーボネート樹脂組成物。
(もっと読む)
自動車用ステアリングホイール及びその製造方法
【課題】本発明は、自動車用ステアリングホイール及びその製造方法に関する。
【解決手段】本発明は、金属フレームを乾燥機で予熱して水分を除去した状態で、予熱された製品を1次から3次に渡って金型内で2〜3mmの厚さで何回多層の層構造に射出し、各工程の段階において製品が空気中に露出される場合には、射出(被覆)表面に水分が含まれている恐れがあり、後工程の加工時に接着力及び品質に異常を起こすので、工程の中間に乾燥保管を必須的に実施している。この時、射出された層と層との間には、パッドプリンティング方式を適用するか、又は真空蒸着とパッドプリンティングとを混合した方式を適用して、パターンや絵を挿入する。このように、本発明は、最上位の射出部を除外した内部の射出部に、色、パターン、及び紋を挿入することができ、2個以上の段を有し、最上位の射出部を除外した各射出部に一つ以上のパターンを挿入する方法を提供する。
(もっと読む)
耐候性多層システム
本発明は、第1層(A)、第2層(B)、第3層(C)および第4層(D)を含有する多層製品に関する。第1層(A)は340nmにて少なくとも0.2の吸光度を有する耐引掻保護層であり、第2層(B)は、340nmにて少なくとも2の吸光度を有するアルキルアクリレート層であり、第3層(C)および該第4層(D)は、紫外線安定化ポリカーボネートを含有する。また、本発明は、該多層製品の製造方法にも関する。 (もっと読む)
ポリカーボネート/ポリエチレン系複合樹脂成形品及びその製造方法
【課題】ポリカーボネート樹脂と低密度ポリエチレンとの複合樹脂成形品であって、耐薬品性と、耐衝撃性等の機械的特性に優れ、また成形品外観も良好なポリカーボネート/ポリエチレン系複合樹脂成形品を提供する。
【解決手段】ポリカーボネート樹脂85〜99質量%と、密度0.85〜0.92g/cm3のエチレン系共重合体1〜15質量%とからなる樹脂成分を主成分とするポリカーボネート/ポリエチレン系複合樹脂組成物を射出成形してなるポリカーボネート/ポリエチレン系複合樹脂成形品。該成形品の表面から深さ20μmの範囲の表層部における、エチレン系共重合体により形成されるドメインの短径(D)が0.01〜1μmで、長径(L)と短径(D)との比(L/D)が10〜2000であることを特徴とする。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
難燃性ポリカーボネート樹脂組成物及びそれを用いた成形品
【課題】非リン系の難燃剤を用い、耐衝撃性、耐熱性および成形加工性に優れ、かつ厳しい難燃レベルを満たしうる難燃性ポリカーボネート樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂100重量部、(B)芳香族スルホン酸金属塩0.01〜5重量部、(C)フッ化ポリオレフィン0.01〜5重量部、(D)ジエン含有多層構造重合体0.2〜20重量部を含み、リン系難燃剤の配合量が0.5重量部未満である、難燃性ポリカーボネート樹脂組成物。
(もっと読む)
光学レンズ−ホルダー複合体の製造方法、及び光学レンズ−ホルダー複合体
【課題】二色成形により光学レンズ−ホルダー複合体を製造する方法であって、光学レンズとレンズホルダーとの接着に優れ、レンズとレンズホルダー間の隙間やレンズの脱落等が発生しにくいとともに、優れた耐熱性を有する光学レンズ−ホルダー複合体を製造できる方法を提供する。
【解決手段】レンズホルダー3を構成する熱可塑性樹脂と光学レンズ2を構成する熱可塑性樹脂を二色成形する工程、及び、前記工程後、光学レンズ2を構成する熱可塑性樹脂及び/又はレンズホルダー3を構成する熱可塑性樹脂を架橋する工程を有する製造方法により、光学レンズ−ホルダー複合体を製造する。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
難燃性透明ポリカーボネート系樹脂組成物
【課題】難燃性、透明性、耐衝撃性に優れるポリカーボネート系樹脂組成物、この組成物で形成された成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート系樹脂100重量部に対して、ハロゲン含有トリアジン化合物の割合が4〜22重量部、フッ素樹脂の割合が0.01〜0.2重量部で構成する。前記ポリカーボネート系樹脂は、ビスフェノール型ポリカーボネート系樹脂であってもよく、塩化メチレンを用いて20℃で測定した場合、粘度平均分子量が16000以上であってもよい。前記ハロゲン含有トリアジン化合物は2,4,6−トリス(2,4,6−トリハロフェノキシ)−1,3,5−トリアジンで構成する。この樹脂組成物には、アンチモン化合物などの難燃助剤を実質的に含有させなくてもよい。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
電子回路内蔵樹脂筐体
【課題】プリント配線板と筐体樹脂が一体化した電子回路内蔵樹脂筐体において、プリント配線板と筐体樹脂とが高い密着性を有する回路樹脂内蔵樹脂筐体を提供する。
【解決手段】電子回路内蔵樹脂筐体は、グラフト共重合体(A)の成形物の片面または両面に電子回路を形成させたプリント配線板上に、熱可塑性樹脂層が融着形成されたものである。上記グラフト共重合体(A)は、α−オレフィン系単量体または共役ジエン系単量体に基づく構成単位からなるランダムまたはブロック共重合体60〜85質量部に、芳香族系ビニル単量体15〜40質量部をグラフト重合して得られる共重合体であって、芳香族系ビニル単量体全体のうち、多官能性の芳香族系ビニル単量体が5〜35質量%に設定されている。前記熱可塑性樹脂層は、インサート成形法によって、プリント配線板上に融着されている。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】機械的特性、耐熱性、耐衝撃性、滞留熱安定性についてバランス良く優れた熱可塑性樹脂組成物を与える製造方法を提供する。
【解決手段】芳香族ポリカ−ボネ−ト樹脂(A1)50〜100質量%と芳香族ポリカーボネート樹脂以外の熱可塑性樹脂(A2)50〜0質量%(合計100質量%)よりなる樹脂成分(A)40〜99質量部、タルク(B1)99.95〜5質量%と一般式O=P(OR)n(OH)3−n(n=1又は2である)の有機リン酸エステル化合物(B2)0.05〜5質量%(合計100質量%)との混合物の造粒物で、嵩密度が0.4〜1.5g/mlの顆粒状有機リン酸エステル化合物含有タルク(B)1〜60質量部((A)と(B)との合計100質量部)、及びゴム性重合体(C)0.5〜30質量部の混合物を溶融混練する。
(もっと読む)
熱可塑性エラストマ樹脂組成物及び成形体
【課題】柔軟でありながらべたつき感がなくハンドリング性に優れると共に、ブリードアウトによる成形品外観の低下がなく、同時に機械的性質、成形加工性、硬質樹脂との二色成形性に優れる樹脂組成物および成形体を提供する。
【解決手段】ポリエステルブロック共重合体に対し、ブチルアクリレートを主体とするコア重合体に、シェルとしてスチレンとアクリロニトリルを主体とする重合体が共重合したコア・シェル共重合体と、水添スチレンブロック共重合体を配合した熱可塑性エラストマ樹脂組成物および成形体。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 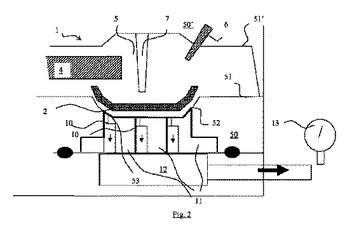 (もっと読む)
(もっと読む)
ポリカーボネート樹脂組成物
【課題】芳香族ポリカーボネート樹脂とポリオレフィン樹脂、アクリル系弾性重合体を含むポリカーボネート樹脂組成物であり、機械的強度、流動性に優れ、良好な耐薬品性を併せ持つポリカーボネート樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)100重量部に対し、(B)ポリオレフィン樹脂(B成分)0.1〜5重量部、(C)コア・シェル型であって、スチレン成分を実質含まないことを特徴とするアクリル系弾性重合体(C成分)1〜15重量部を含有するポリカーボネート樹脂組成物。
(もっと読む)
ガラス一体樹脂成形品及びその成形法
【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
141 - 160 / 429
[ Back to top ]