
Fターム[4F206AA31]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリウレタン (96)
Fターム[4F206AA31]に分類される特許
61 - 80 / 96
RIM成形品の製造方法
【課題】フロンガスを使用せずに、フロンガスを使用した場合と同じ品質の表皮層と発泡内部層を形成した成形品の製造方法を提供すること。
【解決手段】常圧下の金型キャビティ内に表皮層形成用の発泡剤を配合しないポリウレタン成形材料4を注入し、直ちにそのポリウレタン成形材料内部に、発泡内部層形成用ポリウレタン成形材料を金型キャビティ内に完全に充填するまで注入し、成形することを特徴とするRIM成形品の製造方法。
(もっと読む)
自動車用内装パネルの製造方法
【課題】
ポリオレフィン系樹脂芯材の表面活性化処理後の経時に影響されずに、常温下でも寒冷下でも、ポリオレフィン系樹脂芯材とポリウレタン樹脂表皮の良好な接着性を有する自動車用内装パネルの製造方法を提供すること。
【解決手段】
表面活性化処理後のポリオレフィン系樹脂芯材を、60〜100℃に加温し、成形型温度より高くして用いる。
(もっと読む)
端末被覆樹脂製品の製造方法

【課題】 反応射出成形でも、樹脂基材の表面から端末の裏面まで至る表皮材を成形することができる端末被覆樹脂製品の製造方法を提供する。
【解決手段】 樹脂基材2の裏面2b側の第2金型8に、喰切部を形成する耐熱弾性シール部材11を備え、樹脂基材2の射出空間15に表面2a側から反応射出成形材料16を注入することにより、樹脂基材2を耐熱弾性シール部材11側に押付けて耐熱弾性シール部材11を圧縮させるため、耐熱弾性シール部材11によるシールが確実となり、反応射出成形材料16の粘性が低くても、耐熱弾性シール部材11と樹脂基材2との間から反応射出成形材料16が漏れ出すことはない。従って、反応射出成形でも、樹脂基材2の表面2aから端末4の裏面2bまで至る表皮材6を成形することができる。
(もっと読む)
スライド操作釦付きキーシート及びその製造方法
【課題】 操作釦と該操作釦に固着するゴム状弾性体でなるベースシートとを備え、操作釦への押圧操作でベースシートが変形し操作釦がスライド移動可能なスライド操作釦付きキーシートについて、金属調の光沢と、滑りにくい操作性の良さと、を併せ持つスライド操作釦を有すること。
【解決手段】 樹脂成形体でなる操作釦本体14に設けた湿式めっき金属部15と、ウレタンゴム成形体でなる操作部13と、を有することとし、好ましくは、ウレタンゴム成形体は、カプロラクタム系又はアジペートエステル系の少なくとも何れかのウレタンゴム組成物から形成する。
(もっと読む)
複合構造要素の製造方法
【課題】多要素成形品の製造方法に関する。
【解決手段】第1プラスチックフィルムおよび第2プラスチックフィルムをインジェクションモールドの第1キャビティに別々に導入し、第1および第2プラスチックをその間に空隙を形成するように第1キャビティ内にそれぞれ配置する。次いで、空隙に第1熱可塑性材料を注入し、これにより第1成形品を形成する。次いで、第1成形品を金型から外し、第1成形品および少なくとも1つの第2成形品を金型の第2キャビティに一緒に導入する。最後に、第2熱可塑性材料を金型の第2キャビティに注入し、これにより第1成形品および第2成形品を共に組み合わせ、このようにして多要素成形品を形成する。
(もっと読む)
自動車用内装パネル及び自動車用内装パネルの製造方法
【課題】 エアバックドア予定部がシームレスであってエアバック展開性能に優れ、良好な外観品質と触感の良い自動車用内装パネルを、生産効率良く提供すること。
【解決手段】 意匠性表皮を有する自動車用内装パネルであって、
前記意匠性表皮は、ポリオール混合物(I)と、ポリイソシアネート化合物(II)とを使用したポリウレタン樹脂からなり、
ポリオール混合物(I)における鎖延長剤を、1−メチル−3,5−ジエチル−2,4−ジアミノベンゼン及び又は1−メチル−3,5−ジエチル−2,6−ジアミノベンゼンとし、
前記ポリイソシアネート化合物(II)を、ジフェニルメタンジイソシアネートと、1分子中に3個以上のベンゼン環を有するポリメチレンポリフェニレンポリイソシアネートとの混合物とする、自動車用内装パネル。
(もっと読む)
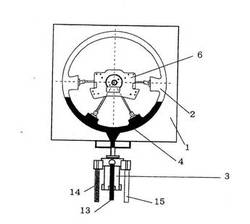
吸盤の製造方法および吸盤ならびに車載機器
【課題】ゲル状の層と吸盤本体とが剥がれることなく一体化され、重量のある車載機器を車のダッシュボード上に安定した状態で保持できる吸盤の製造方法を提供すること。
【解決手段】 金型50、52の内部に吸盤本体14に対応した形状のキャビティ54を作る。次に、キャビティ54に射出路56から流動状態の合成樹脂材料を射出し吸盤本体14を成形する。次に、金型52を開き、吸盤本体14を得る。次に、図4(A)に示すように、共通金型50に2次金型62を合わせ、それら金型50、62の内部で取り付け面1402Aとの間にゲル状の層16に対応した形状のキャビティ64を作る。次に、図4(B)に示すように、キャビティ64に射出路66から流動状態のゲルを射出しゲル状の層16を成形する。次に、図4(C)に示すように、2次金型62を開き、共通金型50上に、ゲル状の層16と吸盤本体14からなる吸盤12を得る。
(もっと読む)
熱硬化成樹脂と熱可塑性合成樹脂の一体成形品の製造方法、及びその製品
【課題】熱硬化性合成樹脂成形品に直接熱可塑性合成樹脂を成形固着する方法及び成型品を提供する。
【解決手段】熱硬化性合成樹脂製ベルト本体1の背面を脱脂処理し、突起部材6となる部分に熱可塑性合成樹脂を射出成形して、両者を固着一体化する。
(もっと読む)
意匠性に優れた被覆成形品の金型内被膜成形方法
【課題】 金型内被覆成形方法により、意匠性及びソフトタッチ感に優れた被覆成形品を提供する。
【解決手段】金型内で成形した樹脂成形品の表面と、金型の内表面との間に被膜形成塗料を注入した後、金型内において、被膜形成塗料を樹脂成形品の表面上で硬化させて、樹脂成形品の表面に被膜が密着した一体成形品を製造する際に、金型の内表面に、複数の直線状又は曲線状の突出部又は溝部を設け、樹脂成形品を被覆する被膜表面に、対応する直線状又は曲線状の突出部又は溝部を設ける。
(もっと読む)
ヒール付き靴
【課題】射出成形できると共に防滑性に優れ且つ歩行音が生じないリフトを備えたヒール付き靴を提供することを目的とする。
【解決手段】 ヒール付き靴に取り付けられるリフトの素材に、熱可塑性ポリウレタンエラストマーにスチレンブタジエン合成ゴムとワックスを含有したものを使用する。熱可塑性ポリウレタンエラストマーにスチレンブタジエン合成ゴムを含有させると、熱可塑性ポリウレタンエラストマーの耐摩耗性を落とすことなく、硬度を下げることができる。また、ワックスを含有することで、スチレンブタジエン合成ゴムの分解温度を、熱可塑性ポリウレタンを射出成形する際の溶解温度以上まで上げる事ができ、スチレンブタジエン合成ゴムが含有された熱可塑性ポリウレタンエラストマーのヒールリフトの射出成形を可能とする。
(もっと読む)
表皮付き積層体である車両内装部品、並びに非発泡ポリウレタン樹脂及びそれを用いた表皮付き積層体の製造方法
【課題】 作業環境や自然環境に良く、生産効率が良くかつ生産におけるコストの軽減が図れ、触感の良い、加えて良好な外観品質を有する車両用内装部品に用いられる表皮付き積層体及び車両用内装部品の意匠面に使用する非発泡ポリウレタン樹脂の製造方法、それを用いた表皮付き積層体の製造方法を提供することにある。
【解決手段】 ポリオール(1)、鎖延長剤(2)、触媒(3)と、必要に応じて助剤(4)からなるポリオール混合物(I)と、ポリイソシアネート化合物(II)とを用いて、反応射出成形法で得られる非発泡ポリウレタン樹脂からなる意匠面表皮と芯材との積層体からなる表皮一体化された車両内装部品であって、鎖延長剤が1−メチル−3,5−ジエチル−2,4−ジアミノベンゼン及び/又は1−メチル−3,5−ジエチル−2,6−ジアミノベンゼンであり、表面硬度がアスカーA硬度計で測定して30〜70であることを特徴とする車両内装部品。
(もっと読む)
複合要素、特にウィンドウガラス
有機ケイ素化合物少なくとも1種を含有するコーティング(ii)でコーティングされた第一の透明な熱可塑性プラスチック(i)を含有する物品において、このコーティング(ii)が、この第一のプラスチック(i)とは反対側でこの表面の少なくとも一部で、化学的な接着促進剤無しで、第二の熱可塑性プラスチック(iii)と接着していることを特徴とする、有機ケイ素化合物少なくとも1種を含有するコーティング(ii)でコーティングされた第一の透明な熱可塑性プラスチック(i)を含有する物品。  (もっと読む)
(もっと読む)
複合成分、特に窓ガラス
本発明は、好ましくは透明、即ち、可視光がある程度透過し、好ましくは無機物であるガラスを含むアイテムに関する。ここで、ガラスの表面の少なくとも一部分は化学的付着促進剤なしに、熱可塑性ポリウレタンに付着結合するものである。更に、本発明は、好ましくは無機物、ガラス、それらに化学的付着促進剤なしに、付着結合する熱可塑性ポリウレタンを含むアイテムの製造方法に関する。ここで、ガラスの表面の一部分はプラズマ処理され、そして熱可塑性ポリウレタンがガラスのプラズマ処理した表面に接触される。好ましくは、プラズマ処理した表面に溶融状態で接触され、好ましくは射出成形により形作られる。 (もっと読む)
光学素子及び該光学素子を備えたオプトエレクトロニクスデバイス並びにその製造方法
本発明は、所定の形態を有し、成形処理期間中若しくは成形処理後に付加的にさらに架橋結合される熱可塑性プラスチック材料を含んでいる、光学素子(1,25)に関している。この種の熱可塑性プラスチック材料は、高められた耐熱性を有しているが、それにも係わらずその熱可塑性プラスチック特性に基づいて付加的な架橋結合の前において容易にかつ安価に成形可能なものでもある。  (もっと読む)
(もっと読む)
車両用複合シャシ部片を製造する方法およびツール
本発明は、互いに対して調節可能な第1(14)および第2のツール部品(12)を備えるツール(10)内で、自動車両用の複合シャシ部片(16、28)、特にルーフモジュールを製造する方法に関する。外皮(16)が、第1のツール部品内に、外皮の第1のツール部品に面する側の外周領域(22)の少なくとも一部分(24)が、第1のツール部品に設けられた封止部材(18)内にきつく挿入されるように配置され、プラスチック材料(28)が、外皮の第1のツール部品とは反対側に面する側に付着され、このプラスチック材料の成形は、第2のツール部品によって実施され、この複合シャシ部片は、封止部材から開放され、ツールから取り外される。本発明は、さらに、対応するツールにも関する。 (もっと読む)
ポリスチレンと熱可塑性ポリウレタンとを含有する物品
化学的接着促進剤なしで付着結合する熱可塑性ポリウレタンとポリスチレンとを含有する物品。 (もっと読む)
ポリプロピレンと熱可塑性ポリウレタンとを含有する物品
化学的接着促進剤なしで付着結合する熱可塑性ポリウレタンとポリプロピレンとを含有する物品。 (もっと読む)
ポリウレタンフォーム成形用型およびそれを用いたポリウレタンフォーム成形方法
【課題】従来のポリウレタンフォーム成形用型およびそれを用いたポリウレタンフォーム成形方法においては、ポリウレタンフォーム内部のボイド,ピンホール等の欠陥の低減が不十分であった。
【解決手段】注入口,ミキシング部を有するランナー部,ゲート部,キャビティ部を有し、ランナー部は実質的に原料が滞留しない構造であることを特徴とするポリウレタンフォーム成形用型およびそれを用いたポリウレタンフォーム成形方法。
(もっと読む)
樹脂漏れ防止構造
【課題】 インサート部材に被覆層を形成した成形製品において、樹脂漏れによるバリの発生を抑制し、特にその組み付け部へのバリを防止し、組み付け作業を容易にするとともに、組み付け後がたつきや強度低下などがなく、品質が安定な成形製品を得るための成形用金型の樹脂漏れ防止構造を提供すること。
【解決手段】 成形用金型の樹脂漏れ防止構造であって、前記成形用金型はインサート部材を配置した一方の金型と該金型との間でキャビティを形成する他方の金型よりなり、前記インサート部材の表面に樹脂層を形成する前記キャビティに隣接する部位において、型締め時インサート部材が両方の金型により直接挟持されるシール部を有し、該シール部がインサート部材の他方の金型に対向する面に形成した突起または突条からなることを特徴とする前記樹脂漏れ防止構造。
(もっと読む)
履物製品用のインサート及び該インサートを製造する方法
耐久性及び可撓性が高められていると共に、履物の側部に沿って露呈したときに親指による可撓性テストが申し分のない、履物用インサート。当該インサートは、可撓性ケーシングによって少なくとも部分的に囲まれている圧縮性芯材を有する。可撓性ケーシングは、当該可撓性ケーシングへの当該圧縮性芯材の挿入に十分であるが当該圧縮性芯材を保持するのに十分な材料は残しているサイズの開いた窓を有する。当該可撓性ケーシングの周部は、圧縮性芯材の周面の少なくとも一部分から離間しており、足が圧縮性芯材に圧力をかけるのを妨げない。インサートを製造する方法も提供される。 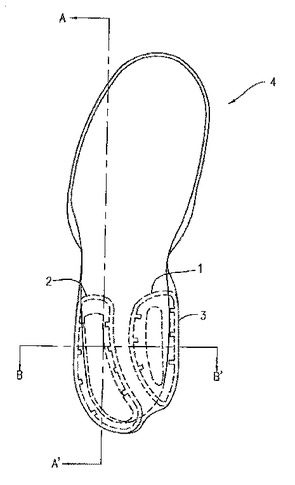 (もっと読む)
(もっと読む)
61 - 80 / 96
[ Back to top ]