
Fターム[4F206AA31]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリウレタン (96)
Fターム[4F206AA31]に分類される特許
21 - 40 / 96
複合成形体及びその製造方法
【課題】ポリアミド系樹脂で構成された樹脂部材と、熱可塑性ポリウレタン系樹脂で構成された樹脂部材とが、接着剤を用いることなく、直接接合した複合成形体を提供する。
【解決手段】前記ポリアミド系樹脂として、10mmol/kg以上のアミノ基を有するポリアミド系樹脂を用いる。前記複合成形体は、ポリアミド系樹脂及び熱可塑性ポリウレタン系樹脂の少なくともいずれか一方を加熱し、他方と接合することにより製造できる。
(もっと読む)
靴底および靴底の製造方法
【課題】本発明は上述した従来技術の問題点を克服し、コストダウンをさらに達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供することを目的とする。
【解決手段】本発明は、ポリマー混合物のポリマー成分中、ジエン系ポリマーを50〜100質量%を含み、かつアクリロニトリル成分を0〜40質量%含むポリマー混合物をあらかじめ架橋形成してラバーパーツを得る工程と、前記ラバーパーツをハロゲン化処理する工程と、前記ハロゲン化処理したラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を接着する工程を含むことを特徴とする靴底の製造方法である。
(もっと読む)
インモールドコート塗装方法およびインモールドコート塗装装置

【課題】良好な品質の皮膜を得ることができるインモールドコート塗装方法、およびインモールドコート塗装装置を提供する。
【解決手段】インモールドコート塗装方法は、成型前に、塗料を噴霧する塗装ガン110によって金型に塗料を塗布して皮膜510を形成するインモールドコート塗装方法であって、冷却した圧縮エアー134を塗装ガンに供給する。そして、冷却した圧縮エアーを、塗料を霧化して噴射させるための霧化エアー、および噴射させた塗料のパターンを調節するためのパターンエアーとして用いる。
(もっと読む)
靴底および靴底の製造方法
【課題】外観性を改善させ、コストダウンを達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供する。
【解決手段】あらかじめ少なくとも部分的に架橋成形されたラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を架橋接着することを特徴とする靴底の製造方法およびその製造方法によって得られた靴底に関する。
(もっと読む)
車両用内装部品およびその製造方法
【課題】表皮材の成形サイクルを延長することなく、表皮材の取付開口部の周壁部を肉厚に形成する。
【解決手段】表皮材3を成形する表皮材成形工程と、基材2を成形する基材成形工程と、基材2と表皮材3との間で発泡材4を発泡成形させる発泡材成形工程と、を有する車両用内装部品の製造方法であって、表皮材成形工程を表皮コア型11及び表皮キャビティ型12からなる金型で成形するものとし、当該表皮材成形工程において、意匠面を構成する表面部3aと、当該表面部3aよりも肉厚に形成され且つ当該表面部3aに開口する取付開口部5の周縁から突設される周壁部3cを、一体成形する。
(もっと読む)
樹脂成形品の成形方法
【課題】予め形成した塗膜の剥離や浮き上がりの発生を抑え、樹脂成型品の外観品質の低下を防止する樹脂成形品の成形方法を提供する。
【解決手段】樹脂成形品の成形に際しては、まず、第1の型、および第2の型に離型剤を塗布する(ステップS11)。第1の型における合わせ面にマスキング治具を配置し(ステップS12)、第1の型の成形面に塗膜を形成するとともに、塗膜に連続して成形面からはみ出たはみ出し部を合わせ面に形成する(ステップS13)。マスキング治具を取り外し(ステップS14)、第1の型と第2の型とを型締めするとともに、合わせ面において塗料のはみ出し部を挟持する(ステップS15)。この状態で、キャビティ内に溶融した樹脂材料を注入する(ステップS16)。成形型を開き(ステップS17)、樹脂成形品を取り出す(ステップS18)。
(もっと読む)
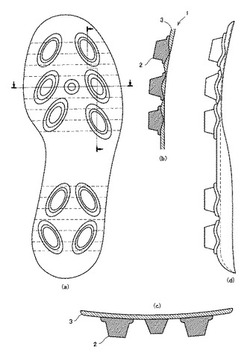
靴および靴の製造方法
【課題】靴底を形成する際に、靴の内部を足の形状にフィットする立体形状に形成することができる靴および靴の製造方法を提供すること。
【解決手段】底部に中底4を有したアッパー体2に靴底3を設けた靴1であって、前記中底4に表裏貫通した孔、切り欠き、スリット等の連通部10を設け、前記靴底3を形成する成形素材の一部を前記連通部10を介して中底4の表面に導くことにより、当該中底4の表面に前記成形素材による膨出部11を形成する。また、靴底3を形成する成形素材は発泡性の樹脂または発泡性のゴムであり、膨出部11は土踏まずの位置に設けられている。
(もっと読む)
低ヘーズおよび良好な加工性を有する透明な熱可塑性ポリウレタン、その製造方法およびその使用
【課題】良好な加工性で10%未満のASTM D−1003ヘーズ値を有する光安定性熱可塑性ポリウレタン及びその使用。
【解決手段】該ポリウレタンは、(a)1,6−ヘキサメチレンジイソシアネートを含むジイソシアネート成分、(b)10:1〜1:4の鎖延長剤(b1)と鎖延長剤(b2)のモル比で1,4−ジ(β−ヒドロキシエチル)ヒドロキノン(b1)及び2個のOH基の間に2又は3個の炭素原子鎖長を有するジオール類から選択される1以上の鎖延長剤(b2)からなる鎖延長成分、及び(c)450〜10000g/molの数平均分子量と1.8〜3.0のツェレビチノフ活性水素原子の平均数を有する1以上のポリオール成分を反応させることを含む方法によって製造され、成分(a)中のイソシアネート基と成分(b)及び(c)中のイソシアネート反応性基の比は0.9:1〜1.1:1である。
(もっと読む)
電池パックの製造方法、および製造装置
【課題】二次電池と回路基板とを一体化するための樹脂のモールド体を、高い生産性とコストダウンとを達成しながら成形して電池パック中間品を作製することができる電池パックの製造方法および製造装置を提供する。
【解決手段】成形材料の固化によりスプル3aの内部で形成された固化樹脂23に切れが生じない程度に小さく且つスプル3aの内部で形成された固化樹脂が断面積の縮径によりスプル3aの内周面から剥離される程度に大きな引張応力を固化樹脂23に付与する。そのために、固化樹脂23を保持したランナストリッパプレート7とノズル2およびスプルブッシュ3とを離隔させる。そして、その状態を所定時間だけ維持して、固化樹脂23をスプル3aの内周面から剥離させる。
(もっと読む)
プラスチックを含有する絶縁層を備えたトナーローラ
トナーローラは、ローラ状の基体(12)を備えており、基体(12)に、絶縁層(14)が配置されており、絶縁層(14)は、プラスチックを含有している。好適には絶縁層は、プラスチックの他に充填剤、たとえば導電カーボンブラックおよび酸化セラミックを含有している。 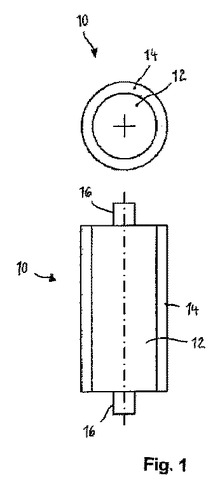 (もっと読む)
(もっと読む)
スチレン系熱可塑性エラストマー組成物及びそれを用いた基材一体型仮留め成形品
【課題】支持基材を構成するポリオレフィン系樹脂と異種材料でありながらも、仮留め一体成形による支持基材への仮留め特性に優れ、成形品とした場合の離型性が良好なスチレン系熱可塑性エラストマー組成物及びそれを用いた基材一体型仮留め成形品を提供する。
【解決手段】本発明にかかるスチレン系熱可塑性エラストマー組成物は、成形品をその成形時にオレフィン樹脂系基材上に仮留めして得られる基材一体型仮留め成形品を製造するためのスチレン系熱可塑性エラストマー組成物であって、スチレン系ブロック共重合体(A)、ポリプロピレン(B)、及びポリウレタン系熱可塑性エラストマー(C)を含有することを特徴とする。また、本発明にかかる基材一体型仮留め成形品は、上記本発明のスチレン系熱可塑性エラストマー組成物を用いて得た成形品がオレフィン樹脂系基材上に仮留めされていることを特徴とする。
(もっと読む)
表皮一体成形品、表皮一体成形品および表皮付き積層体の製造方法
【課題】生産効率が良くかつ生産におけるコストの軽減が図れ、加えて良好な外観品質を有する車両用内装部品に用いられる表皮一体成形品及び表皮一体成形品の製造方法、またそれと芯材との表皮付き積層体及び表皮付き積層体の製造方法を提供する。
【解決手段】同一成形型内に反応射出成形法によって、ポリオール成分に1−メチル−3,5−ジエチル−2,4−ジアミノベンゼン及び/又は1−メチル−3,5−ジエチル−2,6−ジアミノベンゼンを含む表皮用高密度ポリウレタン樹脂と発泡剤を含むコア用発泡ポリウレタンフォームを、表皮用高密度ポリウレタン樹脂を成形型に注入後、遅れてコア用発泡ポリウレタンフォームを成形型に注入して得られる表皮一体成形品及び表皮一体成形品および芯材との表皮付き積層体の製造方法。
(もっと読む)
インサート成形体およびインサート成形体の製造方法
【課題】生産性に優れ、しかも、金属からなるインサート部材と樹脂部材とが強固に接合されたインサート成形体およびインサート成形体の製造方法を提供する。
【解決手段】金属からなるインサート部材2の被接着面2aに接着剤層4を介して樹脂層3が形成されてなるインサート成形体1であって、接着剤層4が、インサート部材2側に設けられた第1の接着剤層4aと、樹脂層3側に設けられた第2の接着剤層4bとからなり、第1の接着剤層4aが、エポキシ樹脂を含む樹脂からなるものであり、第2の接着剤層4bが、ポリエステル系樹脂、ポリウレタン系樹脂、ビニル系樹脂から選ばれた少なくとも1種以上の樹脂を含むものであるインサート成形体1とする。
(もっと読む)
型内被覆成形体及び型内被覆成形体の製造方法
【課題】耐溶剤性、耐擦り傷性、耐久性等に優れた被膜を有する型内被覆成形体を提供すること。
【解決手段】射出成形法等であって、
金型の型締め工程、
キャビティ内で樹脂の成形工程、
キャビティ内へ型内被覆組成物の注入工程、
注入した型内被覆組成物の硬化工程、
型内被覆組成物の硬化後に被覆成形体を取り出す工程
を有する方法で得られる型内被覆成形体において、
型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー、不飽和ポリエステルの少なくとも1種、
(B)該(A)と共重合可能なモノマー、
(C)アリルエステルオリゴマー、
(D)重合開始剤
を有し、かつ
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.5/100〜50/100、
(D)/{(A)+(B)+(C)}=0.1/100〜5/100
である型内被覆成形体。
(もっと読む)
弾性体ローラの製造方法
【課題】弾性体ローラを、より短時間で製造でき、かつ、金型の滞留数を削減できる、生産性に優れた弾性体ローラの製造方法を提供する。
【解決手段】軸1と、その外周に担持された弾性層2とを備える弾性体ローラ10の製造方法である。筒状金型内に配置された軸1の周囲に発泡体原料を注入し、加熱硬化させて弾性層2を形成する。発泡体原料の注入前の、筒状金型の温度を25℃以下とするとともに、発泡体原料の注入後、筒状金型を、電磁誘導により加熱する。
(もっと読む)
熱可塑性エラストマー部材をガラス基材に接着させる方法
本発明は、熱可塑性エラストマー(TPE)材料、特に、スチレン‐エチレン‐ブチレン‐スチレン(SEBS)コポリマーと熱可塑性ポリウレタン(TPU)材料との混合物から形成された部材を、1種類以上のイソシアン酸塩ベースプライマ及びシランベースプライマを使用してガラス基材に接着させる方法に関する。具体的には、前記シランベースプライマを前記ガラス基材の前記周縁部の一部に塗布し、その後、2秒間ないし10分間の時間間隔内に、前記イソシアン酸塩ベースプライマを前記シランベースプライマ上に塗布する。 (もっと読む)
表皮材、その製造方法及び自動車内装用表皮材
【課題】板厚が均一であり、外観を損なわずに、しっとり感やスムース感などの触感を向上させ得る表皮材、その製造方法、及びそれを用いた自動車内装用表皮材を提供すること。
【解決手段】表皮材は、基材と、基材より表面側に配設される高分子材料含有層を有し、高分子材料含有層の表面に深さが30〜130μmである微小な凹部を有し、高分子材料含有層の表面の全投影面積基準で、凹部の投影面積の割合が5〜20%である。
表皮材の第1の製造方法は、シリコン系離型剤などが塗装された表皮材表面側形成用金型に、微粒子パウダーと分散剤とを含有する混合物を塗装し、次いで、高分子材料含有層形成用原料を塗装し、更に、表皮材裏面側形成用金型と表皮材表面側形成用金型とにより型閉じして、密閉空間を形成し、しかる後、密閉空間内に基材形成用原料を射出し、反応させ、型開きする。
(もっと読む)
樹脂メッキ製品とその製造方法
【課題】射出成形と浸漬メッキ処理により、短時間に金属メッキ樹脂を製造できる。
【解決手段】金属メッキ可能なABS樹脂1と金属メッキ不可能なメタクリル樹脂2を射出成形により成形し一体化樹脂3とする。この一体化樹脂3を金属メッキ溶液に一体的に浸漬しABS樹脂1の露出表面のみを金属メッキしてメッキ層4を形成する。金属メッキ後にメッキ済み一体化樹脂5のメタクリル樹脂2の露出表面のみにエラストマー樹脂6を射出成形により成形した樹脂メッキ製品7を製造する。
(もっと読む)
インサート部品を含む継合わせ部分を使用してグレージング要素にオーバモールドする方法およびデバイス、ならびに上記方法のためのグレージングパネルおよびインサート部品
本発明は、少なくとも1つの継合わせ部分(J)をガラス要素(V)の周囲部上にオーバモールドする方法において、上記継合わせ部は、底板(2)を備えるオーバモールド部分と、軸線(A)に沿って配向されて、ガラス要素(V)を継合わせされるべき湾部内に予備位置決め、位置決め、かつ固定する突出部分(4)とを有する少なくとも1つのインサート部品(1)を含む、方法に関する。方法は、注入中、インサート部品は、位置決め手段(5)と協働するピン(11)を使用して成形用空洞内に位置決めされ、位置決め手段(5)と協働するピン(11)とは両方ともオーバモールド部上に位置付けられて、ガラス要素の方に向けられた底板(2)の面が、ガラス要素の方向に延びてそれと接触する少なくとも1つの支持脚部(6)を含み、底板の反対側の面が、上述の突出部(4)を支持する、継合わせ部を形成するプラスチック要素で覆われていない自由面を有する台(3)を含むようにしていることを特徴とする。本発明はまた、剥離中、インサート部品(1)の突出部(4)がハウジング(10)の壁と接触せずに、成形型が開けられ、オーバモールドされたガラスパネルが取り外されることも特徴とする。  (もっと読む)
(もっと読む)
広い用途範囲を有する形状記憶成形品の製造方法
【課題】射出および押出によって形状記憶成形品を製造することに関して、広い温度範囲に適用できる形状記憶成形品の製造方法を提供する。
【解決手段】a)イソシアネート末端プレポリマーを形成するために、約2000〜約4000g/molの分子量、および官能価2を有する一以上の直鎖状ヒドロキシル末端ポリオールと、有機ジイソシアネートの第1部分を約1.1:1〜約1.9:1のNCO:OHモル比で反応させる。b)段階a)で製造されたプレポリマーと、有機ジイソシアネートの残りの第2部分を混合する。c)熱可塑性ポリウレタンを形成するために、段階b)で製造された混合物と、約60〜約350g/molの分子量を有する一以上のジオール鎖延長剤を反応させる。
(もっと読む)
21 - 40 / 96
[ Back to top ]