
Fターム[4F206AA31]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリウレタン (96)
Fターム[4F206AA31]に分類される特許
41 - 60 / 96
成形金型、弾性ロール及びその製造方法、電子写真プロセスカートリッジ並びに画像形成装置
【課題】ロールの金型成形において、弾性層の硬化終了後、成形金型からロールを脱型させる際に、成形金型の冷却及び成形金型内表面への離型剤の使用を行わずに、弾性層が優れた形状精度を得ることができる成形金型を提供する。
【解決手段】軸芯体上に弾性層を有する弾性ロールを製造するための成形金型であって、成形金型の内表面は、窒素含有量が3mol%以上8mol%以下であることを特徴とする成形金型。
(もっと読む)
超分子ポリマーを形成するポリマー
【課題】超分子ポリマーを提供する。
【解決手段】下記式(式中、PUは、少なくとも1つのポリウレタン鎖を含むポリマー鎖であり、nは0〜8であり、そしてX、Y、およびZは、同一もしくは異なっていて、水素結合性部位である)を有するポリマー。即ち、互いに水素結合を形成する構造単位を含むポリマー。該超分子ポリマーは、回転もしくはスラッシュ成形、射出成形、およびTPUフォームの製造、並びにホットメルト接着剤として有用である。 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物
【課題】 本発明の目的は、射出成形における離型時の音と金型への粘着性を大幅に改善することで、成形サイクルの短縮化や、成形品の変形及び、流路の千切れを無くし、スムーズな射出成形を可能にすることである。
【解決手段】 (a)イソブチレン系ブロック共重合体10〜90重量%、(b)熱可塑性ポリウレタンエラストマー90〜10重量%からなる組成物100重量部に対し、(c)脂肪酸アミド系滑剤を0.1〜10重量部添加して成る熱可塑性樹脂組成物。
(もっと読む)
発泡成形体の反応射出成形方法および発泡成形体

【課題】簡易な方法で、スキン層が形成される発泡成形体を得ることのできる発泡成形体の反応射出成形方法およびこれにより得られる発泡成形体を提供すること。
【解決手段】イソシアネート成分とポリオール成分とを混合して、これらの混合物を金型5に射出することにより、混合物を反応させながら発泡させて、発泡成形体を成形する反応射出成形方法において、金型5のキャビティ19の全容量V0に対応する全射出量I0を分割して射出する。そのため、混合物を分割して射出するのみの簡易な方法によって、スキン層が形成されるマイクロセルラーポリウレタンフォームを確実に成形することができる。
(もっと読む)
ポリエステルジオールとポリ(プロピレンオキシド)ジオールとの混合物を使用して調製される熱可塑性ポリウレタン
本発明は、ポリエステルジオールおよびプロピレンオキシドの二官能性ホモポリマーを含むジオール混合物から調製される低ヘイズ熱可塑性ポリウレタン(TPU)エラストマーである。本発明のTPUエラストマーは、射出成形プロセスにおいて迅速に凝固し、従って、サイクル時間および製造コストを低下させる。別の実施形態において、本発明は、TPUエラストマーであり、これは、(1)20〜80重量%の少なくとも1種の高当量ポリ(カプロラクトン)ジオールと、80〜20重量%の少なくとも1種の高当量ポリ(プロピレンオキシド)ジオールとを含む混合物、(2)1,4−ブタンジオールもしくは少なくとも1種の他の鎖伸長剤とのその混合物、および(3)少なくとも1種のジイソシアネートのポリマーである。 (もっと読む)
コンポーネントの製造法ならびにコンポーネント
本発明は、プラスチック層によりコーティングされている挿入部材(1)を包含するコンポーネントの製造法であって、その際、第一の工程で、少なくとも一部の挿入部材(1)を、低い粘度を有するプラスチック成形材料(2)で被覆し、かつ第二の工程で、被覆を有する挿入部材をプラスチック硬質成分(3)でオーバーモールド成形するか、または挿入部材(1)をプラスチック硬質成分(3)で被覆し、その際、挿入部材(1)の領域を被覆せず、かつ被覆されなかった領域を、低い粘度を有するプラスチック成形材料(2)で注入成形する方法に関する。さらに、本発明は、挿入部材(1)および少なくとも2つのプラスチック成分からのプラスチックコーティングを包含するコンポーネントに関し、その際、挿入部材(1)を少なくとも部分的に直接に被覆する第一のプラスチック成分は、低い粘度を有するプラスチック成形材料(2)であり、かつ第二のプラスチック成分はプラスチック硬質成分(3)である。  (もっと読む)
(もっと読む)
研磨パッドの製造方法
【課題】 半導体ウェハー等の被研磨物を、精度よく且つ高い研磨効率で研磨するために有用な、厚さが均一な研磨パッドを、効率よく製造する方法を提供すること。
【解決手段】 熱可塑性樹脂を射出圧縮成形してシート状成形体とする工程を含む研磨パッドの製造方法により達成される。該製造方法において、例えば、熱可塑性樹脂を射出圧縮成形して溝パターンを有さないシート状成形体とし、その後、該シート状成形体に溝パターンを形成するか、またはスタンパーを装着した金型を用いて熱可塑性樹脂を射出圧縮成形して溝パターンを有するシート状成形体とする。
(もっと読む)
車両内装パネルおよびその車両内装パネルの製造方法
【課題】第1の芯材と第2の芯材を接続すると同時に、かつ、部品点数の増加を伴うことなく、その接続部分をシールすることができる車両内装パネルの提供を図る。
【解決手段】第1の芯材20の開口部21の裏面周縁部22に、溶着を容易にする格子状リブ33の外側部分に対応させて第1の突起部50を突出させ、この第1の突起部50を、裏面周縁部22とフランジ部31との溶着時にフランジ部31に密着させることにより、格子状リブ33の外側部分が第1の突起部50によって閉塞されるため、表皮材40の溶融材料が流出するのを防止して余分な作業工数や部品を不要とでき、また、溶着バリ90が第1の芯材20と第2の芯材30との間の隙間Sや第1の芯材20および第2の芯材30の表面に流出するのを防止して、表皮材40の溶融材料の射出量が変動するのを防止できる。
(もっと読む)
反応成形品の製造方法
【課題】傾斜した特性の分布をもつ反応成形品を製造する。
【解決手段】複数種の液状原料をキャビティ内で反応させて固化する成形方法において、少なくとも一種の液状原料は磁力又は電力によって誘導可能な機能性流体であり、反応成形時にキャビティ外から磁力又は電力を印加して機能性流体を誘導し、機能性流体によって付与される反応特性を反応成形品内で傾斜分布させる。
(もっと読む)
インサート成形用加飾シート
【課題】表面の平滑性、及びバッカー層との接着性に優れ、原反溶剤アタックを低減することができるインサート成形用加飾シートを提供する。
【解決手段】基材シート11、透明樹脂層12、インキ層13及び接着剤層14を順に積層してなるインサート成形用加飾シート10である。基材シートをなす樹脂がアクリル系樹脂であり、透明樹脂層をなす樹脂がアクリル系樹脂及びポリウレタン系樹脂から選ばれる。透明樹脂層の厚みが5〜50μmであり、インキ層に用いられる着色剤の平均粒径の1/5〜2倍である。
(もっと読む)
射出成形された多層グレージング
本発明は、溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板12、14の間に、ポリマー中間層16を直接形成するために、射出成形を使用することを対象とする。本発明の方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。 (もっと読む)
多数個取りインサート成形装置
【課題】各インサート部品の寸法に多少のばらつきがあったとしても、型締め状態において形成される各キャビティの大きさを均一にでき、複数個同時に成形したインサート成形品に個体差が生じたり、バリや充填不良が生じることを防止できるインサート成形装置を提供する。
【解決手段】固定プレート10に固定型11を複数固着する。可動プレート23に複数の可動型24を設ける。各可動型24を可動プレート23の移動方向に各々独立して移動自在とする。各可動型24を弾性を有するクッション材40を介して可動プレート23に設ける。各固定型11にインサート部品押し当て部とを形成する。型締め状態においてクッション材40により可動型24を介して固定型11側に押圧されたインサート部品2がインサート部品押し当て部に押し付けられるようにする。
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
押出成形又は射出成形用の組成物及び成形体の製造方法
【解決手段】水に不溶の粒子と水溶性バインダーと水を含む押出成形又は射出成形用の組成物において、水に不溶の粒子の平均粒子径が0.2〜20μmの真球状の粒子であることを特徴とする押出成形又は射出成形用の組成物。
【効果】本発明によれば、基質である水不溶性の粒子に対して低添加量でバインダーを使用して、成形性が良好で成形後の形状安定性に優れる成形体の成形が可能となる。
(もっと読む)
成形方法及び成形品
【課題】成形時にボイドの発生を防ぎ、外側表面と凹凸を有する内側表面とに塗膜を備えた成形品を簡便にかつ低コストで成形することが可能な成形方法を提供する。
【解決手段】作業機械の外装部材として用いられ、リブ等の凹凸を有する内側表面となる第1面と、外側表面となる第2面とに塗膜を備える成形品(10)を成形する方法であって、前記第1面を成形可能な上型(2,2')と、前記第2面を成形可能な下型(3,3')とを作製すること、前記上型(2,2')のキャビティ面に塗料(6)を塗布すること、前記上型(2,2')と前記下型(3,3')とを型締すること、ポリオールと、ポリアミンと、水とを混合して第1混合原料を調製すること、前記第1混合原料にポリイソシアネートを混合して第2混合原料(9)を調製すると同時にキャビティ(8)内に注入し、反応射出成形法によりウレタンウレア樹脂からなる成形品(10)を発泡成形し、前記塗料(6)を成形品(10)に転写することを含む成形方法。
(もっと読む)
軟架橋性ポリウレタン材料
本発明は、ポリオール成分とイソシアネート成分から成るポリウレタンエラストマー用架橋性組成物であって、該ポリオール成分が30〜80重量%のポリエーテルジオール及び/又はポリエステルジオール、10〜40重量%の少なくとも3個のOH基を有するポリオール及び1〜50重量%のイソシアネート−反応性基を有する単官能性化合物を含有し、該イソシアネート成分が少なくとも3官能性のイソシアネートを含有する該架橋性組成物(但し、NCO/OH比は0.9〜1.2である)に関する。本発明は、対応する架橋ポリウレタンエラストマーの成形体としての使用にも関する。 (もっと読む)
複合体を製造するための統合システム装置
本発明は、複合体を製造するための統合システム装置であって、ポリオール・イソシアネート成分を混合するための混合ヘッド(6)を備えた少なくとも1つのポリウレタンユニット(I)と、熱可塑性材料を溶融し、次いで射出するための少なくとも1つの可塑化及び射出ユニット(III)と、少なくとも1つの成形工具(4,4′,4″)を受容するために構成された閉鎖ユニット(II)とを有しており、この場合、前記可塑化及び射出ユニット(III)も、また前記ポリウレタンユニット(I)も、それぞれ処理しようとする材料を、前記閉鎖ユニット(II)内に受容された成形工具の成形中空室内にもたらすことができるようになっている形式のものに関する。統一された制御及び調整、並びにこのような統合システム装置のための統一された操作哲学を実現するために、本発明によれば、共通のシステムのための唯一の中央の制御器(16)と、少なくとも1つの共通の供給装置(11,12)とが設けられており、前記中央の制御器(16)が少なくとも1つの供給装置(11,12)に接続されていて、該少なくとも1つの供給装置が、少なくとも1つのポリウレタンユニット(I)及び可塑化及び射出ユニット(II)を共通に負荷するようになっている。 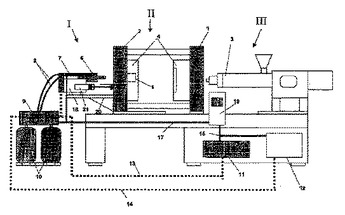 (もっと読む)
(もっと読む)
成形パネル及び成形型
【課題】硬質発泡樹脂からなる構造部材と表皮材との間にクッション体が成形一体化された成形パネルにあって、部品の脱着に対して十分な強度を有し、肉厚が高精度に寸法制御された係止部を取付孔の周縁に備えた成形パネルを提供する。
【解決手段】本発明により、パネル本体と、前記パネル本体の所定の位置に形成され、部品の取り付けが可能な取付孔、及び、同取付孔の周縁に形成され、前記パネル本体よりも薄肉の係止部を有する部品取付部とを備えた成形パネルであって、同成形パネルは、硬質発泡樹脂からなる構造部材と、同構造部材の前記部品取付部を除く表面に配されたクッション体と、前記構造部材の前記部品取付部に対応する一部表面と前記クッション体の表面とを被覆する表皮材とが成形一体化されてなることを特徴とする成形パネルが提供される。
(もっと読む)
貼り合わせシート材の成形方法および成形装置
【課題】表皮基材に布地を貼り合わせた表皮材の成形に際して、確実なシール効果が得られるようにし、もって樹脂材料の漏れ出しによる成形不良を防止する。
【解決手段】 表皮基材4の一部に加飾用の布地5を貼り合わせるとともに、布地の周囲の端末部を表皮基材4とともに当該表皮基材4の表面側から裏面側に向けて凹溝形状となるようにリブ7を曲折成形することで、布地5の周囲の端末部を一般部5a表面よりも奥まらせて隠蔽するようした表皮材3を金型8を用いて成形する方法である。表皮基材4となるべきウレタン材料の充填動作と相前後して、布押さえ12にてシール用余剰部6をシール用突起部10に押し付けることによりシール状態とした上で、表皮基材4となるべき空間にウレタン樹脂材料を充填する。
(もっと読む)
改善された冷時衝撃強さを有する透明なTPU(熱可塑性ポリウレタン)/PMMA(ポリメチル(メタ)アクリレート)混合物
本発明には、熱可塑性ポリウレタン(TPU)と耐衝撃性に変性されたポリ(メタ)アクリレート(PMMA)とからなる冷時衝撃強さを有する透明なプラスチック混合物が記載されている。 (もっと読む)
41 - 60 / 96
[ Back to top ]