
Fターム[4F206AB02]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 発泡剤、膨張剤 (448)
Fターム[4F206AB02]に分類される特許
141 - 160 / 448
射出発泡成形用金型および該金型を使用した射出発泡成形体の製造方法
【課題】特に複雑形状や大型の射出発泡成形体において、高発泡倍率を有し、かつ表面平滑性に優れ、均一微細な発泡層を持つ射出発泡成形体を製造することのできる射出発泡成形用金型を提供する。
【解決手段】固定型と前進および後退可能な可動型とから構成され、前記固定型と前記可動型から形成される成形空間内に発泡樹脂原料を充填し、前記可動型を型開き方向に移動させて発泡成形するための射出発泡成形用金型において、前記射出発泡成形用金型に設置されるゲート直下の領域に厚肉形成部を設けることを特徴とする射出発泡成形用金型。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド

【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
照明装置付き車両用成形品
【課題】照明装置から発せられる光を透過させることが可能な部分を一体に形成するとともに、所定の強度を確保できる照明装置付き車両用成形品を得る。
【解決手段】樹脂製のパネル状のトリム本体3と、トリム本体3の裏面側に設置される照明装置Lとを備える照明装置付き車両用成形品とする。上記トリム本体3は、照明装置Lから発せられる光を透過させる透光部31と照明装置Lから発せられる光を透過させない非透光部32とを一体に有し、上記透光部31は、成形型130のキャビティ131内に注入された熱可塑性樹脂Rが固化する過程で、成形型130を型開き方向に後退させてキャビティ空間を拡大させることで熱可塑性樹脂Rを膨張させることにより形成する。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、成形型4を型開き方向に移動させてキャビティ27内の溶融発泡性樹脂70を発泡させる発泡工程と、成形型4の移動完了後に、溶融発泡性樹脂70を固化させて発泡樹脂成形品を成形する成形工程と、を含む。発泡工程では、ウエルド発生部23(発泡樹脂成形品のウエルド部分に対応する部分)に隣接する周囲部の型開き方向への移動を開始した後、所定の遅れ時間経過後に、ウエルド発生部23の型開き方向への移動を開始する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、中接部等、余剰ガスが滞留し易い箇所のガスを完全に抜気することで、発泡樹脂成形品における外観不良を解消する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、中接部等、余剰ガスが滞留し易い箇所に設けた中接部専用バキューム機構60から強制的に抜気することで、発泡樹脂材料Mの発泡時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
熱硬化性樹脂発泡成形体の製造方法およびそれにより得られる発泡成形体
【課題】熱硬化性発泡成形体の製造方法を提供することであって、特に、発泡状態の優れた熱硬化性発泡成形体の製造方法を提供すること。
【解決手段】射出成形またはトランスファ成形によって熱硬化性樹脂発泡成形体を製造する方法であって、(i)金型内部を溶融化した熱硬化性樹脂原料で満たす工程、(ii)熱硬化性樹脂原料に含まれるガス成分を超臨界状態にする工程、(iii)金型の内部空間を増加させることによって、熱硬化性樹脂原料内にて発泡を生じさせる工程を含んで成る製造方法。
(もっと読む)
発泡成形品の製造方法
【課題】玉縁形状を有する発泡成形品を金型の製造コストをかけることなく生産性よく製造することができる発泡成形品の製造方法を提供する。
【解決手段】金型キャビティ内に発泡性樹脂組成物を充填したのち、移動型をコアバックさせて発泡性樹脂組成物を金型内で発泡させる工程を備え、成形品本体周縁部から金型のパーティングラインに交差する方向に突出するリブ状のフランジ部を有する発泡成形品の製造方法であって、金型キャビティのフランジ部形成部を、フランジ部形成部先端の厚み方向の一側に鋭角なコーナー部を有し、このコーナー部がフランジ部形成部の厚み方向他側より金型の外側に配置され、コーナー部の先端縁が金型のパーティングラインに一致するとともに、フランジ部形成部の先端面が前記コーナー部から徐々にフランジ部形成部の基端側に近づく傾斜面に形成した金型を用い、金型キャビティ内に充填された発泡性樹脂組成物の前記傾斜面に対応する部位を玉縁状に膨出させるようにした。
(もっと読む)
発泡成形品の製造方法
【課題】セル形態を制御しやすい発泡成形品の製造方法を提供することを目的としている。
【解決手段】発泡性樹脂組成物を射出機によってキャビティ内に射出充填したのち、金型の移動型をコアバックして金型内で発泡させる発泡成形品の製造方法において、射出成形機の樹脂計量完了から射出開始までの計量された発泡性樹脂組成物のシリンダー内での滞留時間を調整することによって、得られる発泡成形品の発泡セルの大きさを制御することを特徴としている。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、溶融発泡性樹脂70がキャビティ27内で流動する流動工程と、溶融発泡性樹脂70を発泡及び固化させて発泡樹脂成形品を成形する成形工程と、を含む。流動工程では、ウエルド発生部23(発泡樹脂成形品のウエルド部分に対応する部分)における溶融発泡性樹脂70の流動速度を、上流部24(ウエルド発生部23に対し溶融発泡性樹脂の流動方向上流側に対応する部分)における溶融発泡性樹脂70の流動速度と同じか、又は、それよりも増速させる流動速度制御を行う。
(もっと読む)
靴底および靴底の製造方法
【課題】本発明は上述した従来技術の問題点を克服し、コストダウンをさらに達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供することを目的とする。
【解決手段】本発明は、ポリマー混合物のポリマー成分中、ジエン系ポリマーを50〜100質量%を含み、かつアクリロニトリル成分を0〜40質量%含むポリマー混合物をあらかじめ架橋形成してラバーパーツを得る工程と、前記ラバーパーツをハロゲン化処理する工程と、前記ハロゲン化処理したラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を接着する工程を含むことを特徴とする靴底の製造方法である。
(もっと読む)
直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】表面外観、射出発泡成形性および剛性などの物性に優れ、大幅な軽量化が可能で、リサイクル性にも優れた直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法を提供。
【解決手段】特性(i)〜(vi)を有する直鎖状プロピレン・エチレンブロック共重合体(A−1)とプロピレン系重合体(A−2)からなるポリプロピレン系樹脂(A)と、発泡剤(B)を含有することを特徴とする直鎖状ポリプロピレン系樹脂組成物等。
特性(i):直鎖状プロピレン重合体部分のMFRが150g/10分以上。
特性(ii):直鎖状ランダム共重合体部分の成分A−1に対する割合が2〜50重量%。
特性(iii):直鎖状ランダム共重合体部分の固有粘度[η]が5.3〜10.0dl/g。
特性(iv):MFRが100g/10分を超える。
特性(v):ダイスウエル比が1.2〜2.5。
特性(vi):180℃伸張粘度測定において歪硬化性を示す。
(もっと読む)
直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】表面外観、射出発泡成形性および衝撃強度に優れ、大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れた直鎖状ポリプロピレン系樹脂組成物および射出発泡成形体の提供。
【解決手段】特性(i)〜(vi)を有する直鎖状プロピレン・エチレンブロック共重合体(A−1)とプロピレン系重合体(A−2)からなるポリプロピレン系樹脂(A)と、エラストマー(成分B)と、発泡剤(成分C)を含有することを特徴とする直鎖状ポリプロピレン系樹脂組成物等。
特性(i):直鎖状プロピレン重合体部分のMFRが150g/10分以上。
特性(ii):直鎖状ランダム共重合体部分の成分A−1に対する割合が2〜50重量%。
特性(iii):直鎖状ランダム共重合体部分の固有粘度[η]が5.3〜10.0dl/g。
特性(iv):MFRが100g/10分を超える。
特性(v):ダイスウエル比が1.2〜2.5。
特性(vi):180℃伸張粘度測定において歪硬化性を示す。
(もっと読む)
発泡成形品の製造方法
【課題】成形不良が生じ難く、かつスワールマーク等の外観不良が生じ難く、外観に優れた発泡成形品を安定して得ることができる発泡成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂と化学発泡剤とを含有する熱可塑性樹脂組成物を発泡射出成形することにより発泡成形品を製造する方法であって、射出成形用金型2のキャビティAのガス圧力を0.4〜0.6MPaとし、かつガス温度を熱可塑性樹脂組成物の荷重たわみ温度+25℃以上、熱可塑性樹脂組成物の荷重たわみ温度+100℃以下とした状態で、キャビティAに熱可塑性樹脂組成物を射出する工程と、熱可塑性樹脂組成物を発泡させる工程と、発泡した熱可塑性樹脂組成物を冷却する工程とを備える、発泡成形品の製造方法。
(もっと読む)
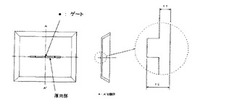
向上した音響減衰特性を有するバフル
a)180℃以下の温度まで加熱したときに変形しないポリマー材料(A)から製造されたキャリヤープレートの1つ以上、およびb)熱膨張性材料(B)を含んでなる、内面を有する縦キャビティの封止および音響減衰のためのインサートであって、ポリマー材料(A)が、キャリヤープレートに機械的強度を与える主ポリマー(A1)、および少なくとも1種の制振性ポリマー(A2)を含んでなる、インサート。制振性ポリマー(A2)は、好ましくは、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマー、水素化スチレン/イソプレンブロックコポリマー、スチレン/イソプレン/スチレン/トリブロックコポリマー、および水素化スチレン/イソプレン/スチレントリブロックコポリマーからなる群から選択される。本発明は更に、射出成形によるそのようなインサートの製造方法、およびそのようなインサートを用いた縦キャビティにおける空気伝送振動または構造由来の振動を減衰する方法を包含する。 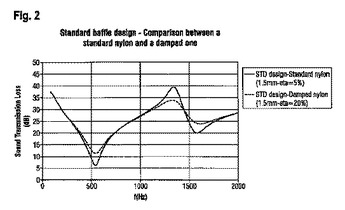 (もっと読む)
(もっと読む)
スクリュー、並びに、車輌用内装部材の製造方法
【課題】本発明は、発泡ガスを樹脂内に均一に分散し、発泡ガスの気泡の破裂や空洞(ボイド)の発生を無くすことで、外部からの衝撃や曲げ応力に強い発泡樹脂成形品を成形できるスクリュー並びに車輌用内装部材の製造方法を提供することを目的とした。
【解決手段】スクリュー1は、シリンダーバレルに収容されて成形機の一部を構成し、樹脂が溶融状態である領域(計量部Mz)が少なくとも1条以上のフライト7で構成されている。フライト7は樹脂の進行方向に向かう側面が凹状の曲面9であり、当該フライト7は樹脂の進行方向に貫通した複数の切欠き31を有している。
(もっと読む)
二層発泡成形方法および装置並びに二層発泡成形品
【課題】主に、第一層部分の共用型当接部と共用型との間の隙間部に第二層部分を廻り込ませ得るようにする。
【解決手段】共用型24と一層目成形用型25とを用いて第一層部分22の成形を行う第一層成形工程と、成形された第一層部分22を残したままの共用型24と二層目成形用型26とを用いて発泡性の第二層部分23の成形を行う第二層成形工程とにより、第一層部分22と発泡性の第二層部分23とが一体化された二層発泡成形品31の成形を行う二層発泡成形方法であって、第一層成形工程で成形された第一層部分22の共用型当接部と共用型24との間に、隙間部61を形成した状態で第二層成形工程を行うことにより、第一層部分22の縁部から隙間部61へ第二層部分23を廻り込ませて、第一層部分22の共用型当接部の縁部に第二層部分23と一体の廻込部60を形成するようにしている。
(もっと読む)
発泡成形品の成形方法及び発泡成形品
【課題】加工性に優れた熱可塑性エラストマー組成物を発泡成形する発泡成形品の成形方法を提供する。
【解決手段】本発明の発泡成形品の成形方法は、エチレン系共重合体100質量部に対して、第一の鉱物油系軟化材を50〜150質量含む油展エチレン系共重合体(A)と、結晶性ポリエチレン系樹脂(B)と、水添ブロック共重合体(C)と、炭素数3以上のα−オレフィン系樹脂(D)と、を含有し、210℃、引き取り速度2m/分における溶融張力が3.0gf未満の熱可塑性エラストマー組成物を、化学発泡剤、気体、及び超臨界流体からなる群より選択される少なくとも一種により発泡成形する工程を備え、油展エチレン系共重合体(A)のエチレン系共重合体として、デカリン溶媒中135℃で測定した極限粘度[η]が、5.5〜9.0dl/gであり、且つ重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)の値が、3以下であるものを用いる。
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供する。
【手段】本発明の耐湿性軽量樹脂成形体の製造方法は、二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と、有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部と、無機系発泡核剤0.1〜1.0重量部とを含む熱可塑性樹脂組成物を溶融する工程と、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を該射出成形機のシリンダ途中から供給する工程と、射出発泡成形する工程とを含むことを特徴とする。
(もっと読む)
金型内可視化装置
【課題】プリズムを長寿命化することができる金型内可視化装置を提供する。
【解決手段】金型内可視化装置1は、超臨界流体を含浸させた溶融樹脂が射出される1対の金型12,13にキャビティ14に露出して設けられた第1,2のプリズム31,61と、プリズム31を介してキャビティ14内の溶融樹脂に光を照射する光源41と、プリズム31を介して該溶融樹脂を撮像する撮像手段71と、各プリズム31,61を支持する第1,2の支持手段51,81とを備える。第1のプリズム31は、入射面32と、入射面32に対して0°<α<90°の角度を存して交差し、入射された光を反射する第1の反射面33と、反射された光を反射する第2の反射面34と、反射された光をキャビティ14に出射する出射面35とを備える。第1の支持手段51は、第1のプリズム31の第2の反射面34に密着して設けられ、プリズム31をキャビティ14内の圧力に抗して支持する。
(もっと読む)
自動車用デッキサイドトリム
【課題】十分な軽量性、剛性を有し、かつ、断熱性、収納性、表面外観に優れた自動車用デッキサイドトリムを提供すること。
【解決手段】自動車内の荷室側壁部内側に装着されるデッキサイドトリムにおいて、該デッキサイドトリムが、発泡層と、該発泡層の表面に形成される非発泡層とを有する、熱可塑性樹脂の射出発泡成形体からなることを特徴とする自動車用デッキサイドトリム。
(もっと読む)
141 - 160 / 448
[ Back to top ]