
Fターム[4F206AB02]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 発泡剤、膨張剤 (448)
Fターム[4F206AB02]に分類される特許
121 - 140 / 448
発泡樹脂成形品の成形方法および成形装置

【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流することにより形成されるウェルド生成部1aの滞留ガスを排気通路19から外部に排出する排出工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
発泡樹脂成形品の成形方法

【課題】発泡樹脂材料の射出充填工程と発泡成形工程とで成形金型の型クリアランスを可変させる成形工法を使用した発泡樹脂成形品の成形方法であって、縦壁部における反り変形を可及的に防止する。
【解決手段】ラゲージサイドトリム10におけるトリムアッパー(発泡樹脂成形品)20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2内に発泡樹脂材料Mを射出充填した後、可動側金型50を型開操作し、発泡スペースSを確保して、発泡反応を行なわせる。その際、縦壁部用キャビティC2に臨む固定側金型60の外側壁面60aに変形抑制用深模様64を刻設しておき、可動側金型50の型開時、可動側金型50の絞模様52と固定側金型60の変形抑制用絞模様64の双方の吸着作用により、トリムアッパー20の縦壁部24に反り変形の原因となる歪み応力が加わることを防止する。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流するウェルド部分13の生成部を、少なくとも上記成形工程中に他の部位よりも低温に冷却する冷却工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
自動車用樹脂成形部品の製造方法
【課題】耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法を提供する。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
(もっと読む)
表皮付発泡成形部材、および表皮付発泡成形部材の成形方法
【課題】表皮と芯材との間から発泡体が漏洩することを好適に防止するシール部を備えた表皮付発泡成形部材に関し、シール部の形成に伴って生じる外観品質の低下を防止し、さらに確実なシール性を維持し得る表皮付発泡成形部材、および表皮付発泡成形部材の成形方法を提供する。
【解決手段】表皮付発泡成形部材50は、芯材90に設けられ、表皮60に向かって突出する突起部93と、表皮60に設けられ、発泡体55が充填される側において突起部に向かい合わせて配置される第1のリブ部71と、表皮に第1のリブ部に連なって設けられ、第1のリブ部との間において突起部を挟み込むことによって、第1のリブ部と共に発泡体が漏洩することを防止するシール領域100を形成する第2のリブ部72と、を有している。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】 薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、かつ、耐衝撃性の良好な射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供すること。
【解決手段】 メルトフローレートが10g/10分以上150g/10分以下、メルトテンションが2cN以下、シャルピー衝撃強さ(−20℃)が4.5kJ/m2以上である線状ポリプロピレン系樹脂(A)50重量%以上95重量%以下、メルトフローレートが0.1g/10分以上30g/10分以下、メルトテンションが5cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂(B)5重量%以上50重量%以下を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 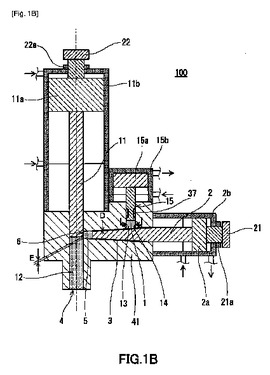 (もっと読む)
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】 薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、さらには長期に渡って耐候安定性が良好な射出発泡成形体を得ることが出来る、射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供すること。
【解決手段】 下記の(A)〜(D)を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。(A)歪み硬化性を示し、かつメルトテンションが2cN以上であるポリプロピレン系樹脂、(B)ポリオレフィンワックス、(C)重量平均分子量(Mw)が700以上であり、分子内に2,2,6,6−テトラメチルピペリジン骨格を有し、2,2,6,6−テトラメチルピペリジン骨格の窒素原子に、水素原子、炭素原子数1以上30以下のアルキル基、ヒドロキシアルキル基、アルコキシ基、ヒドロキシアルコキシ基から選ばれる1以上が結合した構造を有する耐候剤、(D)発泡剤。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】樹脂成形品と発泡樹脂成形品をボスの締結加工により接合一体化する際、発泡樹脂成形品の締結位置を安定化させることで組み付け精度を向上させる。
【解決手段】トリムアッパー(樹脂成形品)20とトリムロア(発泡樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムロア30の取付孔33の周縁に複数の環状リブ34,35を突設し、トリムアッパー20における溶着用ボス21周囲の補強リブ22面に複数の環状リブ34,35を突当てる支持構造を採用することにより、トリムアッパー20とトリムロア30の締結位置を安定化させ、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに、キャビティの容積よりも少ない体積の溶融樹脂を注入する注入工程と、注入工程の後に、キャビティ内の気体をキャビティ外に排出することによりキャビティを減圧する減圧工程と、前記減圧工程の後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
成形品の製造方法
【課題】 ナノカーボンにより成形品を簡単に高機能化する成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂を成形することによって成形品を製造する方法であって、前記熱可塑性樹脂に相溶せず、かつ超臨界流体に溶解可能な物質と、前記物質と前記超臨界流体との共溶媒とを当該超臨界流体に溶解させる工程と、可塑化スクリューを備える可塑化シリンダーにおいて、前記熱可塑性樹脂を可塑化する工程と、上記超臨界流体及び当該超臨界流体に溶解させた共溶媒及び物質を前記可塑化シリンダー内へ導入し、前記可塑化スクリューを用いて前記熱可塑性樹脂と混練する工程と、上記混練した樹脂を成形部へ導入し成形する工程とを有することを特徴とする。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
ウレタン製マウント部材の製造方法、およびウレタン製マウント部材
【課題】優れた耐久性を有するウレタン製マウント部材の製造方法、およびウレタン製マウント部材を提供すること。
【解決手段】ウレタン製マウント部材の製造方法において、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含むものとし、溶解工程での非反応性ガス溶解熱可塑性ポリウレタン組成物を160〜240℃の範囲内とし、射出成形工程での金型温度を20〜50℃の範囲内とする。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
発泡樹脂成形品の成形方法並びにその成形金型
【課題】カウンタープレッシャー工法により所要形状に成形され、スピーカグリル等のグリル孔を多数開設した発泡樹脂成形品の成形方法並びにその成形金型であって、型加工費を高騰化させることなく、製品端末近傍の凹凸形状部の成形性をアップさせる。
【解決手段】スピーカグリル20を成形するためのグリル孔形成用入子54の外周面と固定側金型50の型面との間の間隙54aに真空吸引機構60の真空吸引用配管61を連通させて、発泡樹脂材料Mの発泡成形時にキャビティCに滞るエアを上記間隙54aを通じて外部に排気することで、発泡樹脂材料Mの最終充填位置A付近の複雑な凹凸形状部(スピーカリング)21の成形性を高める。
(もっと読む)
射出発泡成形方法およびその装置
【課題】ガス溜まりを防止して良好な外観の射出発泡成形体を成形する方法に関する。
【解決手段】型締め後のキャビティ113内に気体を導入して昇圧した後、発泡剤を含む熱可塑性樹脂の樹脂原料Xを射出する。スキン層を形成させた後、樹脂原料Xを発泡させるコアバックの実施と同時またはコアバックの実施後、キャビティ113内の気体を真空吸引してキャビティ113内を大気圧未満にする。冷却固化し、射出発泡成形体を得る。完全に固化する前に樹脂原料Xと金型110の内面との間の気体を確実にキャビティ113外へ排気し、ガス溜まりによる表面の凹みやスワールマークの発生を防止できる。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を開始させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品意匠面とアンダーカット部との境界部分での変形を防止して、外観性能の向上及び合わせ精度を高める。
【解決手段】ウエストフランジ23等のアンダーカット部を備えた発泡樹脂成形品(ドアトリム本体)20を成形する成形方法であって、可動側金型40の後退操作時、アンダーカット部であるウエストフランジ23と製品意匠面20aとの間の境界部分に変形が生じないように、ウエストフランジ23の境界部分にソリッド状(非発泡構造)のリブ24を形成し、可動側金型40の後退時、ソリッド状のリブ24を固定側金型50のリブ形成用凹部57内に保持して、製品意匠面20aの変形を防止する。
(もっと読む)
カウンタープレッシャー工法用成形型
【課題】大量のガスをキャビティ内に供給可能で、バリが発生したり、ガス供給路において樹脂詰りが生じたりする等の問題が生じ難いカウンタープレッシャー工法用の成形型を提供する。
【解決手段】本発明の成形型10は、第2金型30において、キャビティC内にガスを供給するガス供給路90と、ガス供給路90内に進退自在に嵌挿されたニードルピン80とが形成されている。そして、ガス供給路90の内壁には、嵌挿されたニードルピン80側に突出した構成を有し、ニードルピン80を位置決め可能な複数の位置決め部91と、位置決め部91よりも相対的にニードルピン80から離れる方向に窪んだ構成を有する溝部92と、が形成されていることを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、成形型4を型開き方向に移動させてキャビティ27内の溶融発泡性樹脂70を発泡させる発泡工程と、成形型4の移動完了後に、溶融発泡性樹脂70を固化させて発泡樹脂成形品を成形する成形工程と、を含む。発泡工程では、ウエルド発生部(発泡樹脂成形品のウエルド部分に対応する部分)23の溶融発泡性樹脂70を一旦加圧した後に、成形型4を型開き方向へ移動させて溶融発泡性樹脂70の発泡を開始する。
(もっと読む)
個人消費者用ケア製品およびその容器のための微細発泡射出成形の処理過程
【課題】一般的な消費財やケア製品の材料が有する様々な問題を解決する。
【解決手段】射出成形の方法が微細気泡の材料を生み出す。この方法において、ポリマーが溶かされ臨界を超過した流体と混ぜ合わされて、単相のポリマー気体の溶液を生成する。この溶液は、ノズルを通して型の中へ注入される。ノズルを通して注入される時、(臨界を超過した流体からの)溶液の中の気体は、ポリマーから現れる。それはその後、凝固する。溶液から現れることにおいて、気体は、微細気泡の構造をもたらす核生成の気泡をもたらす。発泡材料は、微細気泡の核生成により生成された微細気泡の構造を有するポリマーを備えている。微細気泡は、臨界を超過した液体をポリマーの溶液の中に撒き散らすことによって生成される。その時、ポリマーは圧力低下に晒される。女性用衛生製品は、発泡したポリマーから製造される。
(もっと読む)
121 - 140 / 448
[ Back to top ]