
Fターム[4F206AB11]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 充填剤(増量剤、強化剤) (522)
Fターム[4F206AB11]に分類される特許
1 - 20 / 522
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
成形品及びその製造方法
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
電動パワーステアリング装置
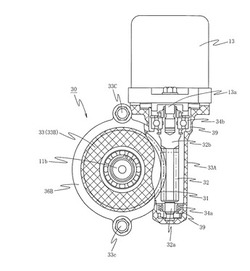
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
樹脂成形品製造方法及びフィルム

【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
射出成形品
【課題】成形後の冷却時に、合成樹脂部に応力が集中して割れや欠けが生じるおそれを防止することができる射出成形品を提供する。
【解決手段】金属製の外枠12に合成樹脂部13を射出成形する。外枠12と合成樹脂部13との間には、合成樹脂部13の温度低下にともなう収縮等に際して応力を分散するための凹凸形状の応力分散部17を設ける。応力分散部17は、外枠12に形成された孔17aと、その孔17a内に位置する合成樹脂部13の凸部17bとより構成する。
(もっと読む)
繊維強化樹脂射出成形品の固有振動数の推定方法
【課題】射出成形によって得られる繊維強化樹脂射出成形品の固有振動数を理論モード解析によって推定できる解析方法を提供する。
【解決手段】繊維強化樹脂射出成形品の固有振動数の推定方法であって、前記推定方法が、前記繊維強化樹脂射出成形品の樹脂流動解析を実行して、前記繊維強化樹脂射出成形品の弾性パラメータ及び繊維配向パラメータを算出するステップI、前記ステップIで算出した弾性パラメータ及び繊維配向パラメータを、前記繊維強化樹脂射出成形品の理論モード解析に導入して、前記理論モード解析を実行して、固有振動数の算出値を得るステップIIを含む繊維強化樹脂射出成形品の固有振動数の推定方法。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
ポリエステル樹脂組成物及びこれを成形してなる樹脂製基体
【課題】
優れた耐衝撃性、耐薬品性、ハイサイクル性、寸法安定性、流動性、金属調の高級感のある光沢・深み・色調の意匠性を兼備した樹脂製基体の提供。
【解決手段】
ポリエステル樹脂組成物をガスアシスト成形法で成形してなる中空樹脂成形体の表面に金属蒸着層とハードコート層をこの順に設けてなる樹脂製基体であって、前記ポリエステル樹脂組成物が、ポリエステル樹脂(A)、ポリカーボネート樹脂(B)、熱可塑性エラストマー(C)を所定量含有し、熱可塑性エラストマーが特定のコア/シェル型グラフト共重合体である樹脂製基体。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
射出成形用プロピレン系樹脂組成物、これを用いてなる成形体及びその製造方法
【課題】本発明は、分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))が6以上であるプロピレン系樹脂を射出成形した場合であっても、射出後の冷却時間を長期化させずに、エジェクターピンによる白化や変形などの成形不良を生じることなく金型から離型でき、寸法精度に優れている成形体を提供することが可能な射出成形用プロピレン系樹脂組成物を提供する。
【解決手段】本発明の射出成形用プロピレン系樹脂組成物は、分子量分布が6以上であるプロピレン系樹脂100重量部、平均粒子径が1〜7μmであるタルク1〜3重量部、及びステアリン酸金属塩0.1〜1.5重量部を含むことを特徴とする。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
伝動装置用ガイド
【課題】伝動チェーンの誤組み付け状態を回避するとともにガイド側壁のガイド幅方向内側への倒れ込みを防止して、合成樹脂製シューと合成樹脂製ベースの相互間の融着強度を向上させる伝動装置用ガイドを提供すること。
【解決手段】伝動チェーンをガイド長手方向に沿って摺接走行させる摺接面110aを備えた合成樹脂製シュー110と、この合成樹脂製シュー110の裏面をガイド長手方向に沿って支持する支持面120aを備えて合成樹脂製シュー110よりも高剛性の合成樹脂製ベース120とを2材成形加工により一体成形して組み付けて、合成樹脂製ベース120が、合成樹脂製シュー110をガイド幅方向の両側から挟持して伝動チェーンを収容規制する左右一対のガイド側壁121、121を備えている伝動装置用ガイド100。
(もっと読む)
二色成形品
【課題】二色成形品を過酷な使用条件下で長期間にわたり使用する際や塗装する際に、貼り付けたフィルムの剥離が起こりにくいことを特徴とする二色成形品を提供する。
【解決手段】熱可塑性樹脂よりなるシート状物1にフィルム2を貼り合せ、該シート状物1の周囲面に二色目の熱可塑性樹脂が該フィルム端部を挟持するように形成されていることを特徴とする二色成形品。
(もっと読む)
高熱伝導性成形体の製造方法
【課題】熱伝導性に優れた無機物含有熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂、前駆体であるポリアミド酸を脱水剤とイミド化促進剤を用い
てイミド化して作製される芳香族ポリイミドフィルムを2500℃以上の温度で熱処理し
て得られる、単体での面方向熱伝導率が500W/mK以上の高熱伝導性グラファイト、
を少なくとも含有し、5W/mK以上の熱伝導率を有することを特徴とする、高熱伝導性
熱可塑性樹脂組成物。グラファイトの原料となる芳香族ポリイミドフィルムには、複屈折
0.08以上かつ厚み100μm以下のものを用いるのが好ましく、高熱伝導性グラファ
イトには、線膨張係数0ppm以下、厚み50μm以下、弾性率1GPa以上のものを用
いるのが好ましい。
(もっと読む)
熱交換器用パッキン材料およびそれを用いた熱交換器
【課題】タンク本体の材質としてシリコーン樹脂と接着しにくい樹脂を用いた場合であっても、タンク本体との接着力を十分に発現できるように、従来のパッキンと比較して、パッキンのシール性を確保しつつ、接着性を向上させる。
【解決手段】熱交換器の樹脂製タンクに接着されるパッキンを形成するための熱交換器用パッキン材料として、主剤と、主剤の架橋反応のための第1の架橋材と、シランカップリング剤と、シランカップリング剤との結合形成のための第2の架橋材と、シリカフィラーとを含有する液状のシリコーン樹脂組成物を用いる。
(もっと読む)
複合成形体およびその製造方法
【課題】成形品に反りが発生することを抑制して容易に成形品の優れた外観を得ることができ、さらには予備成形体とインサート成形する樹脂との接着性にも優れ、しかも、成形性、生産性にも優れた複合成形体の製造方法およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに溶融した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形するに際し、繊維強化樹脂Aの表面の一部に、樹脂Bと同一樹脂からなる樹脂体を予め接合して樹脂体一体化予備成形体を形成し、該樹脂体一体化予備成形体を型内に配置して、樹脂Bによるインサート成形を行うことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
1 - 20 / 522
[ Back to top ]