
Fターム[4F206AB25]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 形状 (519) | 短繊維、ウイスカー (394)
Fターム[4F206AB25]に分類される特許
381 - 394 / 394
繊維強化樹脂部材及びその製造方法

【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
透明な成形品の製造方法

【課題】 表面が平滑で透明性が良好な、ガラス繊維を配合した透明な成形品を効率よく製造する。
【解決手段】 樹脂成分である芳香族ポリカーボネートを80重量%、芳香族ポリカーボネートと屈折率が実質的に一致するガラス繊維を20重量%配合した成形材料を用い、金型1,2の流路6に加熱媒体を供給してキャビティ表面1a,2aを熱変形温度以上、かつ加熱分解温度以下の温度(例えば150℃)に加熱した状態で射出する。そして、射出完了後に金型1,2の流路6に冷却媒体を供給してキャビティ表面1a,2aを成形品が変形しない温度(例えば80℃)まで急激に冷却する、いわゆるヒートサイクル成形法を実施する。これによって、表面にガラス繊維が露出せず表面が平滑である、透明性が高く外観が良好な成形品が短時間で効率よく得られる。
(もっと読む)
溶融樹脂で厚さを貫通する浸潤を行うための方法及び装置
浸潤成形方法における溶融樹脂又はピッチの急速移送のための成形装置。この装置は例えば樹脂又はピッチを溶融し運搬するための押出し器(4)と、樹脂又はピッチがモールド内のモールドインサート空洞(19)内に運搬されるように配置されるモールド(10)とを有する。モールドインサートはモールドインサート空洞の1側(ID)からモールドインサート空洞の反対側(OD)に向かう樹脂又はピッチの圧力勾配及び流れを生じさせるための外径リング(20)のような内部突出部を有する。モールドインサートはまた多孔性物体を通る溶融樹脂又はピッチの1方向流れをもたらすような位置においてモールドインサート空洞内で多孔性物体(1、18)を位置決めするための位置決めリング(25)のような内部突出部を有する。また、急速樹脂又はピッチ浸潤成形方法は、モールド内の圧力勾配を介して加熱されたプリフォームの1方向含浸を行うために高融点で高粘度の溶融樹脂又はピッチをモールド内へ射出する工程を有する。 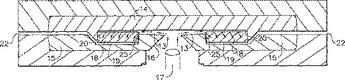 (もっと読む)
(もっと読む)
アルミニウム合金と樹脂の複合体とその製造方法
本発明は、アルミニウム合金形状物の表面に、ポリフェニレンスルフィドを成分として含む熱可塑性樹脂組成物を射出成形等の方法で一体に付着させるに際して、前処理としてアルミニウム合金形状物をアンモニア、ヒドラジン、及び水溶性アミン化合物から選択される1種以上の水溶液に浸漬することを特徴とするものである。そして、当該発明により、熱可塑性樹脂組成物とアルミニウム合金形状物とは容易に剥がれることなく、形状、構造上も機械的強度の上でも問題がない各種機器の筐体や部品、構造物等を作ることができる。 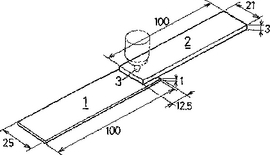 (もっと読む)
(もっと読む)
ポリエステルで修飾されたポリシロキサン類、ならびに熱可塑性プラスチック、成形用コンパウンドおよびコーティング材料用の添加剤としてのこれらの使用
【課題】 ポリエステルで修飾したポリシロキサン類が、これらを含有する最終生成物の潤滑性、耐引掻き性および撥水性を著しく向上する。
【解決手段】 一般式(I)で示される、ポリエステルで修飾されたポリシロキサン類に関するものである。
(式中、Aは炭素数1から8のアルキル基であり、Zは炭素数1から14の脂肪族基であり、Rは少なくとも3個のエステル結合を含み、重量平均分子量200から4000g/モルを有し、ツェレビチノフ水素原子を有しない脂肪族および/または脂環式および/または芳香族ポリエステル基であり、Qはツェレビチノフ水素原子を有しない基であって反応性炭素−炭素多重結合を有しておらず、mは3から200であり、ならびにo+n=2(oおよびnはゼロ以外)である。) さらに、熱可塑性プラスチック、成形用コンパウンドおよびコーティング材料に本発明の化合物を使用することに関する。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止した高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3をセンターベルト保持部32にセットした状態で金型30、31内のキャビティに樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付け、更に隣り合うブロック2とブロック2との間に規制部材6を成形配置することでブロックの動きを規制し揺動を抑制する。
(もっと読む)
長繊維強化熱可塑性樹脂成形体
【課題】本発明は、合成樹脂の成形体を種々の製品部材に取り付ける際に、その確実な固定を実現すべく、ネジ込みトルクの高い合成樹脂成形体を提供することにある。
【解決手段】長繊維強化熱可塑性樹脂を使用するとともに、長繊維強化熱可塑性樹脂成形体に取り付けるタッピングネジの呼び径(d1)に対して、下穴径(d)が75〜50%であるボスを有する長繊維強化熱可塑性樹脂成形体とすること。
(もっと読む)
ポリフェニレンスルフィド(PPS)樹脂組成物、燃料電池用セパレーター、燃料電池、及び燃料電池用セパレーターの製造方法
【課題】燃料電池に必要とされる諸特性を満足する高品質な燃料電池用セパレーターを効率よく得ることができるPPS樹脂組成物、燃料電池用セパレーター、燃料電池、及び燃料電池用セパレーターの製造方法を提供すること。
【解決手段】PAS樹脂、導電性フィラー(黒鉛及び炭素繊維)、ポリオレフィン系ワックスを含有し、導電性フィラーの含有率が樹脂組成物全体の75〜85質量%であり、炭素繊維の含有率が樹脂組成物全体の1.0〜5.0質量%、ポリオレフィン系ワックス/(PAS樹脂+ポリオレフィン系ワックス)が0.05〜0.3であり、PAS樹脂の溶融粘度が20Pa・sec以下であり、黒鉛の平均粒子径が50〜150μm、嵩密度が0.6〜1.0g/cm3であるPPS樹脂組成物、燃料電池用セパレーター54、燃料電池、及び燃料電池用セパレーターの製造方法。
(もっと読む)
複数部材からなる部品の構造及びその製造方法
【課題】
複合一体成形品において、金属を含むインサート部材とプリモールド部材との間の密着性を高めた複合一体成形品を提供する。
【解決手段】
結晶性を有する熱可塑性樹脂から成るプリモールド部材と、金属,セラミックス,樹脂、あるいはこれらの材料を組み合わせた複合材料をプリモールド部材で一体にプリモールドしたプリモールド品を熱可塑性樹脂のオーバモールド部材にインサートし、プリモールド品を包囲する複合一体成形品であり、インサート部材の外周に有るプリモールド部材に対して、予めプリモールド部材の結晶融解温度より低温による熱処理を施した後、インサート成形するものである。
【効果】
インサート部材と該インサート部材を包囲する樹脂との界面に間隙を発生させることなく密着性を確保しうる、高信頼性のインサート部材付きモールド品を安価な製造方法で実現できる。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】より短い時間で効率よく製造することができ、しかもブロックとセンターベルトとの間が強固に固定されており、ブロックとセンターベルトとの摩擦の発生やセンターベルトの切断などの問題を防止した寿命の長い高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3と、該センターベルト3の長手方向に沿って複数のブロック2を設けた高負荷伝動ベルト1において、センターベルト3はエラストマー4中に心線5をスパイラル状に埋設すると共に上下面の少なくとも片面に補強布6を有し、一方ブロック2は樹脂からなっており、ブロック2を構成する樹脂が前記補強布6の布目に食い込むことによってブロック2とセンターベルト3をアンカー固定してなる。
(もっと読む)
ガラスファイバー強化オレフィンポリマーから構成される成形組成物
本発明者は、オレフィンポリマー、特にプロピレンポリマーから構成されるガラスファイバー強化成形組成物に関する。本発明の成形組成物は、5〜50質量%の、相溶化剤によりオレフィンポリマーに結合したガラスファイバー、及び10-4〜1質量%、特に10-3〜10-1質量%の、核剤としてのフタロシアニン顔料を含むオレフィンポリマーを含んでいる。フタロシアニン顔料は低コストであり、またポリマー中のフタロシアニン顔料が極めて少量で十分な核形成をもたらすことから、極めて廉価な製造法を確実にしている。さらに、フタロシアニン顔料による核形成は、成形組成物の、耐衝撃性、さらにまた降伏応力及び破断時引張応力を改善している。 (もっと読む)
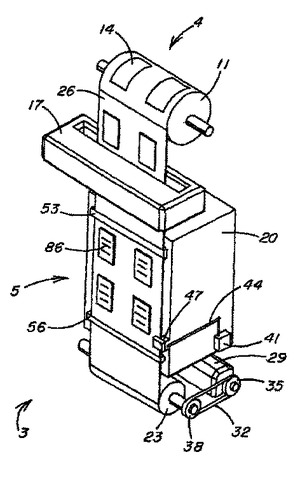
成形品の製造方法
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
立体配線構造体の製造方法
【課題】 金属配線部材間での導通などの欠陥の極めて少ない高密度の立体的な配線構造を有する配線基盤を効率的で製造する。
【解決手段】 少なくとも一つの表面に絶縁性物質によるコーティング層が形成された金属製配線部材Hの複数を、配線部材どうしが接触する部分において配線部材間にコーティング層が介在される配線構造で、金型G内に組み込み、その後、樹脂成形材料Iを充填して一体化することにより、立体配線構造体を製造する。
(もっと読む)
自動車ドアモジュール用基盤
【課題】 コスト、軽量性、耐衝撃性、機械的強度、さらにリサイクル性に優れた自動車ドアモジュール用基盤を提供することを目的とする。
【解決手段】 長繊維ガラス繊維−ポリプロピレンペレットを射出成形してなる自動車ドアモジュール用基盤。
(もっと読む)
381 - 394 / 394
[ Back to top ]