
Fターム[4F206AC03]の内容
プラスチック等の射出成形 (77,100) | 材料の状態、形態 (345) | シート状物 (12)
Fターム[4F206AC03]に分類される特許
1 - 12 / 12
射出成形装置
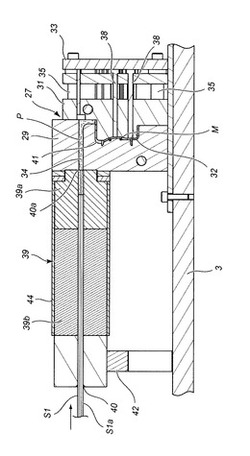
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
グラフェンを主成分とする透明導電膜を備えた透明導電物とその製造方法

【課題】柔軟性を有するニ次元形状の透明導電物または三次元形状を有する透明導電物の提供およびその製造方法の提供にある。
【解決手段】グラフェンを主成分とする透明導電膜層を有する透明導電物の作成において、転写シートを用いることにより、柔軟性のある二次元形状の透明導電物または3次元形状の透明導電物を作製でき、品質の良い透明導電層を作製するとともに、量産性のある透明導電物およびその製造方法を提供できる。
(もっと読む)
金属調化粧シートの製造方法及び当該金属調化粧シートを用いたインサート成形体の製造方法
【課題】縁部での剥離することを防止できる金属調化粧シートの製造方法を提供する。
【解決手段】透明な熱可塑性樹脂フィルム11の一方の面上に金属薄膜層12を形成する。インサート成形体1の表面に非金属調の意匠を表示する領域と縁部領域Kとの金属薄膜層12を除去することにより金属薄膜層12の未加工部17を形成する。金属薄膜層12及び未加工部17上にインク層14を積層する。以上の工程を備えることを特徴とする金属調化粧シートの製造方法である。
(もっと読む)
光硬化性フィルムおよび成形品の製造方法
【課題】表面粘着性が低減されており保存安定性および印刷適合性などに優れ、かつ、成形性にも優れる光硬化性フィルム、およびこの光硬化性フィルムを用いた成形品の製造方法を提供すること。
【解決手段】光硬化性樹脂組成物層(A)および基材フィルム層(B)を少なくとも有する光硬化性フィルムであって;この光硬化性樹脂組成物層(A)は、重量平均分子量が100000〜150000であり、ガラス転移温度が70〜100℃である、アクリル樹脂(a)、および光重合性多官能モノマー(b)を含み;但しこのアクリル樹脂(a)は、(メタ)アクリロイル基を含まないことを条件とし、および;このアクリル樹脂(a)およびこの光重合性多官能モノマー(b)の重量比(a)/(b)は83/17〜52/48である;光硬化性フィルム。
(もっと読む)
二次加工処理された合成繊維織物のリサイクル方法及びその装置
【課題】装置の損傷や有毒ガスの発生を抑え、二次加工処理された合成繊維織物のリサイクルを可能し、種々の成形品を成形が可能な樹脂をリサイクルする装置及び方法を提供する。
【解決手段】二次加工処理された合成繊維織物を第1射出成形機1で溶融し、再生ポリエチレンテレフタレート及び樹脂改質剤とを含むPET混合物を第2射出成形機2で溶融し、第2成形機2から溶融した混合物を第1射出成形機1に混入して、溶融した合成繊維織物とPET混合物とを混合し、再生合成樹脂を成形すると共に、フィルタ33を介して第1射出成形機1内のガスを排出し、第2射出成形機2内のガスを排出する二次加工処理された合成繊維織物のリサイクル方法とする。
(もっと読む)
複合成形品
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、高耐傷性に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)において、少なくともシート状強化部材(II)と樹脂部材(III)との接合部にまたがる表面の一部に鉛筆硬度が2H以上の硬質層(IV)が形成されているとともに、該硬質層(IV)が形成されるシート状強化部材(II)と樹脂部材(III)との接合部の間隙Sが0〜50μmであり、かつ表面高低差Dが0〜50μmであることを特徴とする複合成形品(I)である。
(もっと読む)
インサート成型用化粧シート
【課題】燃焼時においても塩素ガス等の有毒ガスが発生することがないため、環境汚染等の問題が生じることがなく、またいわゆる真空成形性にも優れており、自動車等の各種内装装飾に好適に用いることが可能な新規な化粧シートを提供すること。
【解決手段】少なくとも、基材シートと、印刷層と、表面樹脂層とが積層されてなるインサート成型用化粧シートであって、前記基材シートは、ブタジエン成分割合が全体の10〜33重量%のABS樹脂であり、前記表面樹脂層は、その厚さが50〜150μmであることを特徴とするインサート成型用化粧シートである。
(もっと読む)
表面にシボ模様を有するプラスチック成形体の製造方法
【課題】表面にシボ模様を有する成形体を効率良く製造する。
【解決手段】熱可塑性プラスチック材からなるものであって表面側にシボパターン面11を有し、裏面側には模様層12を有するシボ付きシート1と離型フィルム3との重合わせにて形成されるラミネート材30を、所定の温度に加熱する予熱工程(A)と、予熱されたラミネート材30を真空引き手段99を有する凹型91のところに密閉状態を保って設置するセッティング工程(B)と、凹型91側から真空引きを行ないラミネート材30を成形加工する真空成形工程(C)と、ラミネート材30を形成するシボ付きシート1の裏面側に熱可塑性プラスチック材を注入するインジェクション成形工程(D)と、両型91、92を開いて成形加工物5を取出すとともに、取出された成形加工物5の表面側に存在する離型フィルム3を引き剥がす離型フィルム除去工程(E)と、からなる。
(もっと読む)
光硬化性シート及びそれを用いた成形品の製造方法
【課題】 意匠性が良好で、耐磨耗性、耐候性及び耐薬品性に優れ、かつ、光硬化性樹脂組成物の層と基材シートとの密着性及び表面の外観が良好であり、加工性および保存安定性に優れた光硬化性シート並びにそれを用いた成形品の製造方法を提供する。
【解決手段】 基材シート(B)上に光硬化性樹脂組成物(A)の層を有する光硬化性シートであって、光硬化性樹脂組成物(A)が、無機微粒子(a−1)の存在下にラジカル重合性シラン化合物(s−1)の単量体もしくは加水分解物と非ラジカル重合性シラン化合物(s−2)の単量体もしくは加水分解物とを加水分解縮合反応させた反応物を含有する光硬化性シート及びそれを用いた成形品の製造方法。
(もっと読む)
樹脂成形品の製造方法及び製造装置
【課題】 樹脂成形品に発生した成長方向の異なるバリを、成形品に損傷を与えることなく確実に除去する。
【解決手段】 回転駆動手段264を駆動し、液体供給手段263の高圧ポンプ263Bを駆動する。これにより、ノズル262を含めた支持部材261が鉛直軸266を中心にして回転されるとともに複数のノズル262から高圧水が樹脂成形品21に向けて上方から噴射される。この時、支持部材261が回転されることにより、各ノズル262から噴射される高圧水の噴流40は、支持部材261の鉛直軸線41に対して斜め下方に向け方向転換されるようになる。すなわち、各ノズル262からの高圧水噴流40は樹脂成形品21に対し鉛直軸線41を中心にして360度の方向から噴射される。
(もっと読む)
複合加硫ゴム成形品およびその製造法
【課題】充填剤の配合量が少なく、硬度が低い材料は金型との間でスリップが発生し難いことに注目し、これを高硬度材料の製品を成形する場合に応用した複合加硫ゴム成形品およびその製造法を提供する。
【解決手段】低硬度ゴム材によって表面が覆われた高硬度ゴム材よりなる複合加硫ゴム成形品。この複合加硫ゴム成形品は、高硬度成形ゴム材料を低硬度ゴム材料に挟み込んだ状態で、プランジャーを加圧することによってゴム材料群をポット内に流入させ、その際ポット内壁面-ゴム材料群間に隙間が設けられていて、プランジャーの加圧によって硬度の低い低硬度ゴム材料がポット内壁面側に押し出されることにより、低硬度ゴム材料が高硬度ゴム材料を包み込んだ状態とした後、引続きプランジャーの加圧によってゴム材料群を金型内に押出し、加硫成形を行うことによって製造される。
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]