
Fターム[4F206AD15]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 棒状体、線状体(←電線芯材) (142)
Fターム[4F206AD15]に分類される特許
121 - 140 / 142
車輌用灯具の製造方法

【課題】 レンズに曇りの解消や融雪のためのヒータを備えた車輌用灯具を安価に製造すると共に、配光への影響を少なくすることを課題とする。
【解決手段】 レンズ20にヒータ用金属線21が備えられた車輌用灯具の製造方法であって、金属線を樹脂シート30に熱布線する工程と、上記樹脂シートを金型50内にインサートした状態でレンズを射出成形する工程とを備える。
(もっと読む)
インサート成形装置並びにインサート成形方法

【課題】 生産効率を向上し、コストを低減するインサート成形装置を提供する。
【解決手段】 第一インサート14、15の孔部22、23に第二インサート16の軸部24、25が嵌入されてなる複合インサートを収容するためのキャビティ50、並びにキャビティ50に接続するストレート孔55、58を有する金型40と、ストレート孔55、58に供給されて孔部22、23がストレート孔55、58と同軸に配置された第一インサート14、15を孔部22、23の軸方向のキャビティ50側へ押圧する第一押圧部材61、63と、ストレート孔55に供給されて軸部24、25がストレート孔55と同軸に配置された第二インサート16を軸部24、25の軸方向のキャビティ50側へ押圧する第二押圧部材62とを設ける。
(もっと読む)
成形方法、及び、磁気テープカートリッジ用のリーダーバックルの成形方法
【課題】 インサート成形品の形状や表面状態を良好にすることができる成形方法を提供する。
【解決手段】 本発明の成形方法は、樹脂成形品をインサート成形する成形方法であって、例えば、磁気テープカートリッジに用いられるリーダーバックルをインサート成形する成形方法であって、リーダーテープの他端が溶着固定されるピンをインサート部材として、ピンの両端部にそれぞれアーム部をインサート成形することでリーダーバックルを構成するときに、ピンにおいて所定方向に長手寸法を有し、アーム部に埋設される埋設部を金型のキャビティに配置し、埋設部の長手方向と同じ向きに金型のゲートからキャビティ内に樹脂を-注入して固化させることでインサート成形する。
(もっと読む)
2分割式配線保護筒における上下部収納体の製造方法
【課題】蛇腹部が圧縮又は伸長変形してしまう。
【解決手段】2分割式の配線保護筒1における上下部収納体8、11の一単位部材25、25a
…を、蛇腹部3、3a…を構成する蛇腹部材26と、該蛇腹部材26の前後両端に位置するヒン
ジ取付部4、4a…の一部を構成するヒンジ取付部材27、27a により構成し、上記一単位部
材25、25a …を射出成形すると共に、固化安定後に除去される保持棒体58、58a を、蛇腹
部材26に非接触で、ヒンジ取付部材27、27a 間に一体形成することによって、上記保持棒
体58、58a によりヒンジ取付部材27、27a 間の間隔が保持されるため、蛇腹部材26の変形
を防止出来る。
(もっと読む)
中空成形体およびその製造方法
【課題】FRPからなる第1の部材と、第2の部材とを強固に一体化することにより、軽量で力学特性に優れ、複雑形状の成形性と生産性を両立させることができる中空成形体を提供する。
【解決手段】第1の部材11と第2の部材12を一体化した中空成形体であって、少なくとも第1の部材は連続した強化繊維群14で強化された熱硬化性樹脂16を主成分とし、第2の部材との接合部分において熱可塑性樹脂層13を有しており、熱可塑性樹脂層が強化繊維群の一部の強化繊維を包含してなることを特徴とする中空成形体、または、連続した強化繊維群で強化された熱硬化性樹脂を主成分とする第1の部材と、熱可塑性樹脂を主成分とする第2の部材とを一体化した中空成形体であって、第1の部材が面形状であり、成形体の少なくとも一つの面を形成し、第2の部材が第1の部材に対向する面を形成してなることを特徴とする中空成形体、およびそれらの製造方法。
(もっと読む)
インサート樹脂成形金型
【課題】インサート部材である永久磁石と軸を精度良くインサート組立てを行い、ギアを一体成形することで精度の良い角度計測用ギアを得ることができるインサート樹脂成形金型を提供することを目的とする。
【解決手段】1はインサート部材である永久磁石であり4の金型固定側コアが可動する。また、2は上記インサート部材である軸であり、5の金型可動側コアが可動する。上記インサート部材1,2は、金型コア4,5が、金型パーティングライン面8まで移動することで挿入を容易にし、安定供給することが可能になり、型内にてインサート部材を組立てられ、精度の良い角度計測用ギアを得ることができる。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止した高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3をセンターベルト保持部32にセットした状態で金型30、31内のキャビティに樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付け、更に隣り合うブロック2とブロック2との間に規制部材6を成形配置することでブロックの動きを規制し揺動を抑制する。
(もっと読む)
半導体素子の樹脂封止成形方法
【課題】半導体素子2にクラックやチッピンク等を発生させることなく、且つ、露出させようとする半導体素子2の一部6に樹脂漏れによる樹脂ばりを発生させることなく、さらには、装着された半導体素子2の厚み方向によるばらつきを十分に考慮し、且つ、成形された樹脂封止済基板における樹脂成形体10部分と金型14の型面とを効率良く離型することのできる半導体素子2の樹脂封止成形方法を提供することを目的とする。
【解決手段】本発明は、半導体素子2の一部6、又は、半導体素子2に換えて透明性材料8の一部6を露出する場合において、弾性作用を兼ね備えた粘着フィルム3、樹脂ばり防止用の突起7、所要複数層の軟質・硬質部材27・28で形成された離型フィルム17、弾性作用を兼ね備えた弾性部材22を、それぞれ取捨選択して組み合わせて樹脂封止成形することを特徴とするものである。
(もっと読む)
部分強化樹脂モールド部品およびその製造方法
【課題】 部分強化樹脂モールド部品の全体強度、あるいは部分強化樹脂モールド部品の全体強度および耐熱性を確実に高めることができる部分強化樹脂モールド部品およびその製造方法を提供すること。
【解決手段】 部分強化樹脂モールド部品は、被モールド部品を熱硬化性樹脂と一体に成形してなる樹脂モールド部品であって、前記熱硬化性樹脂と被モールド部品との界面附近の樹脂の強度、あるいは強度および耐熱性を高めた。部分強化樹脂モールド部品の製造方法は、予め被モールド部品であるステータ骨格体の表面にフラーレンを塗布しておき、熱硬化性樹脂と一体に成形した。
(もっと読む)
導光体の射出成形型および製造装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型である。挿入穴51A,51B,52A,52Bのうち少なくともキャビティCに開口する所定長さ部分である挿入穴51B,52Bの断面形状は、光ファイバ20の断面形状と相似形であり、かつ光ファイバ20との隙間が30μm以下になるように形成されている。
(もっと読む)
導電性ゴムローラの製造方法及び電子写真用導電性ゴムローラ
【課題】 液状導電性ゴム原料を、射出成型装置を用いた導電性ゴムローラを製造するに際し、短い射出成形時間であっても、長手方向での抵抗のバラツキを軽減した導電性ゴムローラの製造方法を提供する。
【解決手段】 軸芯を保持した円筒状金型内へ弾性層形成用の液状ゴム原料を射出注入するに際し、注入開始時よりも注入終了時の液状ゴム原料の単位時間当たりの注入量が少なくする。
(もっと読む)
導光体の射出成形型および製造装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有し、この挿入穴51A,51B,52A,52Bが固定型31の溝51と可動型32の溝52とにより形成された射出成形型である。挿入穴51A,51B,52A,52Bのうち光ファイバ20を挟持する部分である挿入穴51A,52Aの断面形状は、内接する最大円の直径が光ファイバ20の直径よりも小さく、かつ挿入穴51A,52Aの断面積が光ファイバ20の断面積よりも大きく形成されている。
(もっと読む)
導光体の製造方法および装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型30を用い、光ファイバ20が接続された光シートバス10を製造するに際し、光ファイバ20を光ファイバ供給装置40により一定長さだけ51A,51B,52A,52Bに挿入する段階と、キャビティCに溶融樹脂を射出して光シートバス10を成形する段階とを行う。
(もっと読む)
インサート成形品及びその製造方法並びにヘッドフォン用耳掛部品及びその製造方法
【課題】 不良品の発生数を低減することができるとともに、品質上の信頼性を高めることができ、かつひけの発生を抑制することができるインサート成形品を得ることを目的とする。
【解決手段】 本発明は、インサート成形によって湾曲状のワイヤ2を第1プラスチック材3及び第2プラスチック材4で被覆してなるヘッドフォン用耳掛部品1に於いて、ワイヤ2の両端部は、ワイヤ中間部からワイヤ先端部に向かって漸次小さくなるテーパ2aで形成されている構成としたヘッドフォン用耳掛部品1を提供する。
(もっと読む)
インサート成形方法、インサート成形装置及び近接センサ
【課題】 成形不良を抑制しつつ部分的に薄肉に樹脂成形することが可能なインサート成形方法、インサート成形装置及び近接センサを提供する。
【解決手段】 成形金型31a,31bのキャビティ32に対しインサート部品の薄肉にすべき検出コイル11の前面側から溶融樹脂Jの注入を開始する(第1工程)。次いで、圧縮部材40を、キャビティ32内においてインサート品の検出コイル11の前面に向けて進出させ、当該検出コイル11の前面手前まで移動させて樹脂成形を施す(第2工程)。
(もっと読む)
ファンケーシング用軸受支えおよびその製造方法
【課題】軸受を完全に整列させて、軸受間の隙間および各軸受と座との間の隙間が生じる問題を解決する軸受支えとその製造方法の提供。
【解決手段】 同軸上に配置されて少なくとも1つのスペーサ部材5,6により軸方向に互いに離隔された少なくとも一対の軸受3,4を含む軸受組立体2を備え、前記軸受支え1は、軸受組立体の外面上に射出成形されたシース7を備え、前記シースは、前記軸受が動作中に振動することを防ぐために前記軸受を整列状態で収容して、固定するのに適合した、特にファンケーシングに用いられる軸受支え。
(もっと読む)
ガラスラン、その製造方法及びガラスラン成形用金型装置
【課題】作業性の飛躍的な向上を図ることのできるガラスラン、その製造方法及びガラスラン成形用金型装置を提供する。
【解決手段】車両ドアのサッシュにガラスラン1が取付けられる。ガラスラン1は押出成形部2等と型成形部5等から構成される。各成形部2等は、基底部10及び側壁部11,12からなる本体部13と、ドアガラスとの間をシールするシールリップ14,15と、基底部10において車内外方向に伸縮可能な伸縮部16等とを備えている。そして、型成形部5の成形に際し、コア本体と、シールリップ14,15の内周面を画定する側から突出する第1保持部と、基底部10の内周面を画定する側から突出する第2保持部とからなるコア金型を用いることにより、型成形部5のコーナー部C1を含む所定区間において、伸縮部16等に代えて、基底部10を貫通する開口部40が形成されたガラスラン1が成形される。
(もっと読む)
プラスチック射出成形被覆された打ち抜き格子の製造方法及びプラスチック射出成形被覆された打ち抜き格子
プラスチック射出成形被覆された打ち抜き格子(14)の製造方法において、この打ち抜き格子(14)に構成要素(16)を配置し、この構成要素(16)を射出成形型(40)内においてプラスチック(26)内に埋め込む。打ち抜き格子(14)を射出過程中において固定箇所(28,34)に固定部材によって固定して、打ち抜き格子(14)の形状を射出過程中において維持する。固定部材としてプラスチック部材(38)を使用し、このプラスチック部材(38)を射出されたプラスチック(26)によって取り囲み、これによって固定箇所(28,34)を密閉する。
また、プラスチック射出成形被覆された打ち抜き格子(14)であって、この打ち抜き格子(14)がプラスチックから成るケース(12)内に埋め込まれており、このケース(12)が第1及び第2の成分(24、26)を用いて製造されている形式のものが提案されている。打ち抜き格子(14)は第2の成分(26)によって完全に射出成形被覆されており、この場合、コンタクト(18)は機械的及び/又は電気的な打ち抜き格子(14)の接続のために覆われていない。第1の成分(24)はケース(12)の第1の外面(30)及び第2の外面(32)に通じている。  (もっと読む)
(もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 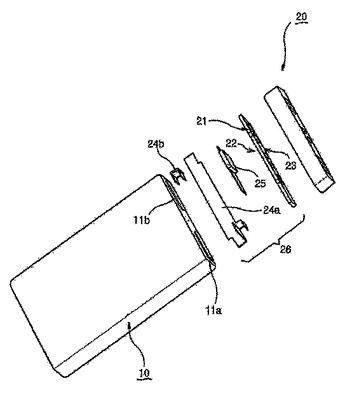 (もっと読む)
(もっと読む)
歯ブラシの製造方法
横方向に隣接した区画(12、13、14)を含んでなる歯ブラシヘッドの製造方法であって、該方法は、第1に、射出成形法で横方向に相互に比較的離れた区画(12、13、14)を有するヘッドを製造する段階、続いて第2に、そのように形成したヘッドの区画(12、13、14)を横方向(W−W)に相互に比較的近くに動かす段階を含んでなる。前記方法を実施するための装置も開示される。 (もっと読む)
121 - 140 / 142
[ Back to top ]