
Fターム[4F206AD15]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 棒状体、線状体(←電線芯材) (142)
Fターム[4F206AD15]に分類される特許
21 - 40 / 142
インサート成形方法及びインサート成形品
【課題】モールド成形時におけるバスバーの変形を抑制することができるインサート成形方法を提供する。
【解決手段】複数のインサート部材の長さ方向の両端にそれぞれ臨んだ内壁面に、複数のインサート部材の離間間隔を設定間隔以上に維持する隙間維持用の突起7をそれぞれ形成すると共に、複数のインサート部材の幅方向の側部に臨んだ内壁面に、樹脂を充填するためのゲート8を形成し、成形金型5内に複数のインサート部材を、突起7を挟んで離間間隔が自在に変化するように且つ離間間隔が設定間隔より広くなるように中空保持し、中空保持した複数のインサート部材間の隙間にゲート8から樹脂を充填し、成形金型5の内周縁部に樹脂を回り込ませ、回り込ませた樹脂の樹脂圧力で複数のインサート部材の両端を突起7に押し付けてインサート成形品1を成形する方法である。
(もっと読む)
スロットルボディの製造方法

【課題】ゲート跡突起を折り取ってもスロットルボディの欠損を避けられるスロットルボディの製造方法を提供する。
【解決手段】スロットルボディ2は、内部空間が吸気通路となる円筒形のボア壁部3を有し、射出成形される。ボア壁部3は、傾斜面となっている段部3cを介して小径部3aと大径部3bとが連続して形成されている。段部3cに台座15を突出形成したうえで、射出ゲート45を台座15へ連通する。台座15及び射出ゲート45は、角部を有する釣鐘形状である。台座15は、小径部3aから大径部3bに向けて延在しており、台座15の内周面15bは小径部3aと面一となっている。台座15の側面15aは、射出ゲート45側からボア壁部3に向けて拡がる斜面となっている。溶融樹脂の硬化後、ゲート跡突起25は折り取られる。
(もっと読む)
表示体およびその製造方法
【課題】小面積の表示部でも明るく照光させることができると共に、外表面での光反射を抑制して意匠性を高めた表示体を提供する。
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
(もっと読む)
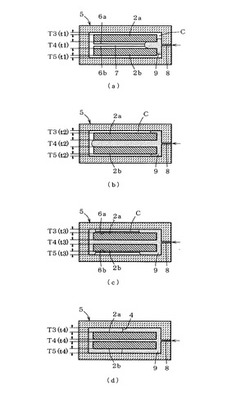
バスバーモジュールの製造方法及びバスバーモジュール
【課題】バスバーを一括モールド成形することで生産性を向上でき、その成形時にバスバー同士の間隔を維持して電気絶縁性の低下を防止することができるバスバーモジュールの製造方法を提供する。
【解決手段】複数のバスバー2a,2bを所定間隔で離間させた状態で絶縁性樹脂3により一括モールド成形して、樹脂モールド体4を成形すると共に樹脂モールド体4から各バスバー2a,2bの接続端子5が露出するように形成するバスバーモジュール1の製造方法において、樹脂モールド体4を成形するための金型10内に、各バスバー2a,2bを接続端子5を除いて所定間隔で離間させて中空保持すると共に、各バスバー2a,2bを中空保持した金型10に、成形中にバスバー2a,2b同士の間隔を維持する接近防止手段18を設ける方法である。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】簡単な製造工程でタイヤ骨格部材を製造できるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材を製造するためのタイヤ製造用金型52はタイヤ製造用金型部材54A、54Bで構成され、タイヤ製造用金型部材54A、54Bの間にキャビティ60A、60Bが構成される。一方のタイヤ製造用金型部材54Aは固定支持部材62Aにより固定されているが、他方のタイヤ製造用金型部材54Bは、タイヤ製造用金型部材54Aに対して平行状態を維持しつつ、スライド可能となるように、スライド支持部材62Bに支持されており、分割体をタイヤ製造用金型部材54A、54Bから取り出すことなく接合できる。
(もっと読む)
合成樹脂複合成型品の製造方法
【課題】補強材としてインサートする金属棒の両端部がともに樹脂内部に配置されるような状態でインサート成形を行う場合であっても、成型品の軸心と金属棒の軸心とを正確に一致させることができる合成樹脂複合成型品の製造方法を提供する。
【解決手段】金属棒2を、その両端部2a,2bがともに樹脂内部に配置されるようにインサートしてなる合成樹脂複合成型品を製造する方法であって、金属棒2の外周面の形状に対応した湾曲凹状部3a〜8a、及び、金属棒2の端面に当接して軸線方向への移動を規制するストッパ3b,4b,7b,8bがそれぞれ形成された少なくとも二対のサポートピン3〜8により、金属棒2の軸線方向と直交する二方向から金属棒2の両端部2a,2bをそれぞれ挟持して、金属棒2を金型内において支持し、この状態で金型内に合成樹脂材料を射出する。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
軸受部材およびその製造方法
【課題】射出成形材料が電鋳部の内側へ回り込んで型成形部が成形される事態を可及的に回避して、型成形部の成形精度の向上を図る。
【解決手段】内周に配設される軸部材を相対回転支持する電鋳部7と、電鋳部7の周囲に一体に形成される型成形部とを有する軸受部材は、型成形部のインサート成形工程を含む製造方法により製造される。このインサート成形工程において、使用される成形金型13,14のうち、主に電鋳部7を収容する側の金型14の上部端面14aのうち電鋳部7の開口部7cと対向する領域には、溶融樹脂Pの流動抵抗を増加させる凹凸部17が形成されたものが使用される。このような金型を用いて形成された軸受部材の型成形部のうち、開口側端面の内周縁にあって、電鋳部7の開口部7c上には、型成形面として成形されていない固化面が設けられている。この固化面と軸部材の外周面との間には所定の間隔が確保されている。
(もっと読む)
電池の製造方法
【課題】 製造コストを低減できると共に、ケース蓋部材と電極端子部材との間のシール性を向上させることができる電池の製造方法を提供すること。
【解決手段】 リチウム二次電池100の製造方法は、電極端子部材120のうちの端子被覆部121の外周面121dに、予め絶縁性の第1樹脂からなる内側樹脂体131を形成する第1成形工程と、その後、ケース蓋部材113の端子挿通孔113hに電極端子部材120を挿通した状態で、インサート成形により、ケース蓋部材113と電極端子部材120との間に絶縁性の第2樹脂を注入して、内側樹脂体131に結合する外側樹脂体135を形成し、樹脂絶縁部材130を形成する第2成形工程とを備える。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
インサート成形品の製造方法
【課題】本発明の目的は、インサート成形において、従来の成形機構を大きく変更することなく、インサートされる部品の加工を型締めと同時に行うことができ、成形工程の工程数を少なくし、製造時間を短縮するとともに、製造コストを低減することが可能なインサート成形品の製造方法を提供することにある。
【解決手段】インサート成形品Sの製造方法に関する。
上型1及び下型2の少なくとも一方に、少なくとも一個の被加工インサート部品P´をセットする第1の工程と、上型1と下型2を型締めし、この型締めにより生じる物理的力を被加工インサート部品P´に加えて状態を変化させて、インサート取付部品Pとする第2の工程と、上型1及び下型2を型締めすることにより形成されるキャビティRに溶融樹脂を充填し、インサート取付部品Pをモールド状態とし、インサート成形品Sを形成する第3の工程とを行う。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
芯金等を合成樹脂で被覆してなる足掛具の成形方法
【課題】 合成樹脂流路内に芯金の保持部材等を何も設置せず合成樹脂の流れを容易にすると共に芯金の保持及び浮遊状態を正確,確実にし、合成樹脂の被覆によって、芯金に脚部を自動的に連結する芯金等を合成樹脂で被覆してなる足掛具の成形方法を提供する。
【解決手段】 予め芯金1の両側端部を脚部構成部材7に挿入して足掛具の主体を形成し、上下の成形金型13,9の溝14,10の両端部に保持部材12を配置し、足掛具の主体の脚部構成部材側を保持部材によって保持し脚部構成部材を上下の成形金型の溝内に保持すると共に芯金と脚部構成部材の前部とを上下の成形金型の合成樹脂を被覆する溝15,11内に浮上させて上下の成形金型の合成樹脂を被覆する溝間にすき間を形成し、該すき間に合成樹脂を供給して芯金と脚部構成部材の前部とを合成樹脂で被覆し芯金と脚部構成部材の前部とを連結した芯金等を合成樹脂で被覆してなる足掛具の成形方法。
(もっと読む)
アタッチ部材の製造方法
【課題】 従来のエラストマーを用いたアタッチ部材の製造方法は、条件的に複雑な要素を要し、しかも仕上がり精度にも問題が残ってしまうという点である。
【解決手段】 本発明に係るアタッチ部材の製造方法は少なくとも一端に硬質な止着要素を備えた長尺部材を有し、その長尺部材をエラストマーによって成形してあるアタッチ部材の製造方法において、前記止着要素を予め先立って成形し、その後に、その止着要素に対し、適宜手段で成形されたエラストマー製の長尺部材を固着結合させることとする。
(もっと読む)
インサート射出成形方法、及び成形型、金属線材保持具
【課題】
固定金型に対する金属線成形体のセットを精度よく、しかも容易に行えるようにすることである。
【解決手段】
固定金型M1 と移動金型M2 とからなる成形型Mを用い、金属線材W1 で構成されていて、前記固定金型M1 のセット面に単にセットしたのみでは自身の弾性によりセット姿勢が定まらない金属線成形体A1 における当該金属線材W1 の一部が射出成形部3にインサートされるようにして樹脂を射出成形する方法であって、前記金属線材W1 の一部を部分的に保持可能な複数の保持具H1 を固定金型M1 における前記金属線成形体A1 のセット位置に着脱可能に取付けて、前記金属線材W1 を複数の保持具H1 により複数点保持する。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】端子金具と樹脂製のハウジングとが一体に成形されているコネクタにおいて、端子金具の位置が所望の位置からずれることを防止する技術を提供する。
【解決手段】本発明のコネクタ2は、複数の端子金具10a〜10gと、これら複数の端子金具を一体化する第1樹脂部20と、第1樹脂部を覆う第2樹脂部30を有している。複数の端子金具10a〜10gが第1樹脂部20によって一体化した状態では、一方の表面から他方の表面に貫通する貫通空間50が形成されており、その貫通空間の外郭が第1樹脂部20と端子金具10a〜10gによって形成されている。
(もっと読む)
電気的接続部品
【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
樹脂ローラの製造方法
【課題】樹脂ローラの外周面としての成形のために樹脂層の外表面を旋削する際、その切り屑が樹脂層の外表面へと接触することを確実に防止することができる樹脂ローラの製造方法を提供すること。
【解決手段】長尺状の軸部材20に、それを取り囲む樹脂層21が設けられて構成された樹脂ローラの製造方法である。軸部材20の外周に樹脂層21を形成する樹脂層形成工程と、樹脂ローラ(12)の外周面として成形すべく樹脂層21の外表面21aを旋削する成形旋削工程とを備え、樹脂層形成工程では、外表面21aに軸部材20の軸線方向に沿って延在する凹所(26)が設けられた樹脂層21を形成する。
(もっと読む)
21 - 40 / 142
[ Back to top ]