
Fターム[4F206AD15]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 棒状体、線状体(←電線芯材) (142)
Fターム[4F206AD15]に分類される特許
41 - 60 / 142
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
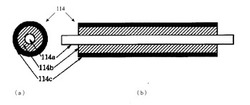
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
スタビライザ装置およびその製造方法

【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
フレキシブルシートのエッジを封入するための改良法
本発明は、フレキシブル基材上にオーバーモールドエッジ部を作成する本発明の方法を前提とするもので、前記エッジ部には前記金型キャビティ中の支持具に起因する開口領域がない。 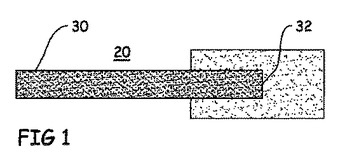 (もっと読む)
(もっと読む)
軸継手付太陽ローラを備えた遊星ローラ減速機
【課題】簡単な構成で低コストに入力軸と駆動モータの出力軸とを接合することができる軸継手付太陽ローラを備えた遊星ローラ減速機を提供すること。
【解決手段】入力軸15と一体の太陽ローラ15bと、ケーシング11に回転方向を固定された内ローラ13と、出力軸21と一体のキャリア16aに固設されたキャリアピン17に回転自在に支承された複数の遊星ローラ18とにより構成され、それぞれのローラ15b、13、18が予圧状態で外接及び内接されてなる遊星ローラ減速機10において、前記太陽ローラ15bの入力軸15に熱可塑性樹脂製軸継手22が一体成形してある軸継手付太陽ローラを備えたことを特徴とする。
(もっと読む)
帯電部材の製造方法
【課題】導電性支持体をキャビティに入れ、ゴムを主成分とする材料を充填して導電性支持体に半導線性弾性層を成形する帯電部材の製造方法において、キャビティに材料を充填する時間を遅くすると表面にヘジテーションマークが着くという問題がある。また、キャビティに材料を充填する時間を早くすると反りが大きくなるという問題がある。
【解決手段】キャビティへのゴムを主成分とする材料の充填時間を、キュラストメーターの測定で10%の硬化反応が進行する時間(T10)の60%〜76%(0.60×T10〜0.76×T10)とした。
(もっと読む)
インサート成形方法
【課題】本発明は、インサート部品と樹脂成形部との位置精度を高く維持しながら、インサート部品と樹脂成形部との間に中間部品が介在したインサート成形品を容易に製造することのできるインサート成形方法を提供することを課題とする。
【解決手段】金型装置10のキャビティ内に第1の部品2を配置し、且つ第1の部品10が結合する部分を有する第2の部品3を第1の部品2に対して配置する。第1の部品2を第2の部品3に向けて押圧して第1の部品2を第2の部品3に結合する。第2の部品3の周囲に樹脂部4を射出成形する。
(もっと読む)
ブラシホルダの製造方法、ブラシホルダおよびモータ
【課題】小型化を図ることができ、また、所望の強度を確保することができるブラシホルダの製造方法、ブラシホルダおよびモータを提供する。
【解決手段】接続端子31を備えたコネクタ接続部と、接続端子35,36を備えたモータ内部接続部と、コネクタ接続部とモータ内部接続部とを連結する連結部と、を有し、接続端子35,36が、連結部からそれぞれ異なる方向に屈曲して形成されているブラシホルダの製造方法において、接続部71を有するインサート端子連結体62を形成する工程と、接続端子35,36を保持する第一中子部材73および第二中子部材81、並びに接続端子31を保持する第三中子部材91を組み付けてインサート端子一体品95を形成する工程と、第一〜第三中子部材が組み付けられた状態で、インサート端子一体品の接続部を切断する工程と、各接続端子における端子接続部以外を樹脂材料にて覆う工程と、を有する。
(もっと読む)
コレット機構およびカニューレを注射筒に成形する方法
注射器の成形中にカニューレを保持するコレット機構は、内部キャビティを形成する第1及び第2のアームを備えている。各アームは、近位端部と遠位端部とを有している。前記第1及び第2アームは、前記遠位端部が前記内部キャビティに向かって動くときには閉位置にあり、前記遠位端部が前記内部キャビティから離れて位置するときには開位置にある。前記第1及び第2のアームの遠位端部にそれぞれ近接して第1及び第2のカニューレガイドが取り付けられ、前記内部キャビティ内へ伸長している。前記第1及び第2のカニューレガイドは、前記第1及び第2のアームが閉位置にあるときには前記カニューレの一部分をクランプして当該カニューレを保持する。  (もっと読む)
(もっと読む)
ソレノイドの樹脂成形方法及び樹脂成形体
【課題】樹脂成形体の軸方向に沿った外側端面に薄肉部を形成するためのキャビティに対して樹脂製材料が十分に充填されて良好な流動性を確保することにある。
【解決手段】金型装置10の第1〜第3ゲート34a〜34cからキャビティ30内に溶融樹脂が注入される際、第1プレート102の外周部に突出して形成され、前記第1〜第3ゲート34a〜34cの終端部46の直下に配置された突起部118によって前記溶融樹脂が受容されて、前記第1〜第3ゲート34a〜34cの終端部46から横方向に沿って延在する薄肉部成形用空間部44へ前記溶融樹脂の流動が促される。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
ゴムクローラの製造方法及びその成型用金型
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】表面に凹凸が無く、かつバリのない高精度なローラの製造方法を提供する。
【解決手段】金型内面に離型剤を塗布面した後、芯金を配置し、該芯金に対し同心状に液状シリコーンゴムを射出成形し、硬化して成形するローラの製造方法であって、該離型剤が界面活性剤系であり、一次硬化処理後に脱型したローラを、二次硬化処理の前にローラ表面上の離型剤及びバリを除去する。
(もっと読む)
成形金型及びローラの製造方法
【課題】振れ精度の高いローラを高い生産性で製造することのできる成形金型及びローラの製造方法を提供すること。
【解決手段】筒状金型5と、筒状金型5の両端開口部を閉塞する第1の端部金型6及び第2の端部金型8とを備えた成形金型1であって、第1の端部金型6及び第2の端部金型8の少なくとも一方は、その軸線方向に貫通穿孔され、軸体を保持する保持孔13と、保持孔13の軸線方向に前後進可能に保持孔13に挿着され、軸体をその軸線方向に固定する軸体固定部材20とを備えて成ることを特徴とする成形金型、並びに、成形金型1と軸体とで形成されたキャビティに、前記第1の端部金型に設けられたスプルー14を介して成形材料を注入し、キャビティに注入された成形材料を加熱硬化することを特徴とする、軸体の外周面に弾性層を備えたローラの製造方法。
(もっと読む)
弾性体ローラの製造方法
【課題】弾性体ローラを、より短時間で製造でき、かつ、金型の滞留数を削減できる、生産性に優れた弾性体ローラの製造方法を提供する。
【解決手段】軸1と、その外周に担持された弾性層2とを備える弾性体ローラ10の製造方法である。筒状金型内に配置された軸1の周囲に発泡体原料を注入し、加熱硬化させて弾性層2を形成する。発泡体原料の注入前の、筒状金型の温度を25℃以下とするとともに、発泡体原料の注入後、筒状金型を、電磁誘導により加熱する。
(もっと読む)
樹脂歯車及び減速機構付き電動モータ
【課題】溶融樹脂の流れをスムーズにしてリムの真円度を高める。
【解決手段】ウォームホイール25は、回転軸26に連結されるハブ27と、外周に歯28を形成したリム29と、リム29とハブ27に跨って形成したウェブ30とを備えた樹脂歯車である。ウェブ30の両面には、ハブ27と同芯に配置した複数の環状リブ31と、略等間隔で配置した複数の放射状リブ33とを設けてある。放射状リブ33は、環状リブ31との交差箇所で段違いに形成され、ウェブ30の両面間で周方向に略半ピッチだけオフセットして配置されている。ウェブ30の両面でリム29と最外側の環状リブ31の間に周回溝32を形成してある。ハブ27には回転軸26をインサート成形してある。
(もっと読む)
プレス・モールド複合型成形方法及びその装置並びにそれらによって成形された金属樹脂成形品
【課題】金属樹脂製品を成形するに際し、加工する金属及び樹脂の一部を繋ぎ材として利用することでプレス成形機による曲げ加工等の次工程を可能にする。
【解決手段】金属と樹脂とを一体化して金属樹脂成形品を成形する方法において、前記金属への樹脂モールド後は、樹脂のみのブリッジ状態としてプレス加工及び/又はモールド加工により成形することを特徴としたプレス・モールド複合型成形方法。
(もっと読む)
アタッチ部材及びその製造方法
【課題】 従来のアタッチ部材は自由性がなく、そのため、複数種の製品を製造して取り揃える必要性があり、また、巻き付け等にはそぐわないもので、ファイバーにゴム素材を用いると硬質なポリプロピレンで作成される止着要素との強固な結合ができず、しかも非常に劣化し易いものであったという点である。
【解決手段】 アタッチ部材は少なくとも一端に硬質な止着要素を備えた長尺部材を有し、その長尺部材をエラストマーによって成形してあることとし、アタッチ部材の製造方法は押し出し成形したエラストマー製の長尺部材を硬質な止着要素にインサートすることとし、予めエラストマーによって長尺部材を射出成形し、適宜寸法にカットされた長尺部材の端部に硬質の止着要素をアウトサートすることとする。
(もっと読む)
電子ユニット及び電子ユニットの製造方法
【課題】電子ユニットの基板の周囲に樹脂からなるケーシング部材をモールド成形する際に、基板の側方から突出する入出力端子の周囲に樹脂のバリが発生しないようにする。
【解決手段】回路基板12の周囲には、軟質の樹脂からなる内層ケーシング部材40が入出力端子14を露出させた状態でモールド成形されており、内層ケーシング部材40の周囲には、硬質の樹脂からなる外層ケーシング部材42がモールド成形されており、外層ケーシング部材42は、入出力端子14を囲むコネクタハウジング部44を一体に備えている電子ユニット10の製造方法であって、外層ケーシング部材42の成形工程では、内層ケーシング部材40の端面46にその型面60aが当接する第1の金型60と、第1の金型60と対向して配置される第2の金型62との間に形成されるキャビティ64内に溶融樹脂65を充填する。
(もっと読む)
複合成形体および複合成形体の製造方法
【課題】オレフィン系熱可塑性エラストマー成形体同士が十分な強度で融着されてなる複合成形体および複合成形体の製造方法を提供すること。
【解決手段】シクロヘキサン抽出分が5重量%未満であり、圧縮永久歪が35%未満であるオレフィン系熱可塑性エラストマー組成物(A')を含有するオレフィン系熱可塑性エラストマー成形体(A)と、非共役ジエンの単位の含有量が6〜15wt%であるエチレン・α−オレフィン・非共役ジエン共重合体ゴム(b−1)100重量部あたり、鉱物油系軟化剤(b−2)40〜150重量部、オレフィン系樹脂(b−3)5〜150重量部、架橋剤(b−4)0.01〜20重量部を配合して動的に熱処理することにより得られるオレフィン系熱可塑性エラストマー組成物(B’)を含有するオレフィン系熱可塑性エラストマー成形体(B)とが融着されてなることを特徴とする複合成形体。
(もっと読む)
成形金型、弾性ロール及びその製造方法、電子写真プロセスカートリッジ並びに画像形成装置
【課題】ロールの金型成形において、弾性層の硬化終了後、成形金型からロールを脱型させる際に、成形金型の冷却及び成形金型内表面への離型剤の使用を行わずに、弾性層が優れた形状精度を得ることができる成形金型を提供する。
【解決手段】軸芯体上に弾性層を有する弾性ロールを製造するための成形金型であって、成形金型の内表面は、窒素含有量が3mol%以上8mol%以下であることを特徴とする成形金型。
(もっと読む)
41 - 60 / 142
[ Back to top ]