
Fターム[4F206AG20]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 多孔質、細胞質 (506)
Fターム[4F206AG20]に分類される特許
161 - 180 / 506
発泡成形品の製造方法及び発泡成形品
【課題】金型の摺動面の隙間から発泡樹脂材料が漏出する問題を解決することのできる発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型46とに分割された金型の第1キャビティ50に、硬質の樹脂製の芯材12をセットした状態で、発泡樹脂材料を射出して表皮と発泡層を成形及び芯材12に一体化するに際し、第1キャビティ50の拡大のための第1分割型40の後退移動時に、第2分割型46の第2摺動面52,54を第1分割型40に対し金属接触させることなく、芯材12の側端面22,折曲げ部28の外面56を第1摺動面として摺動させ、第1キャビティ50を閉鎖状態に維持するようになす。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品

【課題】従来の製造装置に特別な装置を付加しなくても樹脂発泡成形品の成形のサイクルタイムを短くし得て、生産効率を高めることができる樹脂発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型48とで形成される第1キャビティ50に、発泡樹脂材料55を射出して充填し、その後第1分割型40を後退移動させて第1キャビティ50を拡大し、発泡樹脂材料55を発泡させて、表皮とその内側の発泡層を芯材12に一体に積層して成る樹脂発泡成形品を製造するに際し、第1分割型40に芯材12を貫通する複数の凸型部46を設けておいて、これら凸型部46にて発泡層を冷却し、脱型までの時間を短縮化する。
(もっと読む)
サンドイッチ成形品及びその製造方法
【課題】孔あけ加工を別に施すことなくビスを容易に捻じ込んで締結ができるサンドイッチ成形品及びその製造方法を提供する。
【解決手段】発泡性の合成樹脂1aからなるコア層1と、コア層1を覆う合成樹脂2aからなるスキン層2とで構成されるサンドイッチ成形品3である。スキン層2の表面の一部と、コア層1を挟んで前記一部と対向するスキン層2の反対側の表面の一部とにそれぞれ、スキン層2の合成樹脂2aを押し退けてコア層1の合成樹脂1aが位置し表面に露出するコア層露出部4を設ける。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
微孔質材料の射出成形
【課題】微孔質物品と同様に、微孔質発泡材料を製造するのに有益な射出成型システム及び方法を提供する。
【解決手段】圧力降下速度及び剪断速度は、幾つかの具体例において重要な特徴であり、本発明は、射出成型システムにおいて、これらのパラメータを制御するシステムを提供する。他の面では、加圧された金型の上流にある核形成器を含む射出成型システムを含む。他の面では、無核の発泡剤及びポリマー材料の単一層溶液を形成するための往復スクリューを有する押出しシステムを含む。他の面では、非常に薄い壁のある微孔質材料及び非常に薄い壁のあるポリマー材料を含む。他の面では、無発泡部分と顕著な相違のない表面を有する非常に薄い壁のある部分において高い重量低減物を製造する方法を提供する。
(もっと読む)
樹脂成形品の製造方法および樹脂成形品
【課題】 本体裏面に発泡層を有する樹脂成形品の製造方法およびその樹脂成形品を提供する。
【解決手段】 樹樹脂成形品本体を形成する成形樹脂と、発泡させることで発泡層71となる発泡性樹脂7と、からなる熱可塑性樹脂の二色成形による成形金型1を用いた製造方法であって、上記成形金型1の型閉めを行い、上記型閉めにより形成した空間に、上記成形樹脂を注入して樹脂成形品本体を形成し、その後、上記成形金型1の一方の金型に設けた上記駆動型部4を動かして、上記発泡性樹脂7を注入し発泡させる新たな空間を形成し上記発泡性樹脂7を注入し発泡させて、発泡層71を密着して備えた樹脂成形品を製造する。
(もっと読む)
樹脂成形品
【課題】樹脂成形品の薄型化および軽量化と、高剛性の維持と、ヒケ防止等の外観向上効果とを同時に達成する。
【解決手段】筐体の少なくとも一部を構成する樹脂成形品(パネル1)が、1.05倍以上かつ2.0倍以下の発泡倍率になるように成形された熱可塑性樹脂発泡体からなり、板厚が0.5mm以上かつ2.0mm以下である基板2の一方の表面2aに、表面2a上に位置する根元部分4aからの高さが2.0mm以上かつ10.0mm以下であるリブ4を有し、リブ4の表面2aへの投影面積の合計が表面2aの総面積の2.5%以上かつ20.0%以下である。リブ4は表面2a上に格子状に設けられている。
(もっと読む)
樹脂発泡成形体の製造装置及び製造方法
【課題】樹脂発泡成形体の全周の表面にスキン層を形成することができ、樹脂発泡成形体の機械的強度を向上させることができる樹脂発泡成形体の製造装置及び製造方法を提供すること。
【解決手段】製造装置1は、キャビティ形成凹部21を設けた第1型部2とキャビティ形成凸部31を設けた第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。キャビティ形成凹部21において可動方向Dに平行に形成した内側面211と、キャビティ形成凸部31において可動方向Dに平行に形成した外側面311との間には、溶融樹脂60を充填するための充填用隙間42がキャビティ41Aと連通して形成されている。製造装置1は、溶融樹脂60をキャビティ41A内及び充填用隙間42に充填した後、第1型部2に対して第2型部3を離隔方向Rに可動させる。
(もっと読む)
樹脂発泡成形体及びその製造方法
【課題】安定したスキン層の形成により、成形する樹脂発泡成形体の強度を向上させることができ、発泡によるセル径をより均一にして、樹脂発泡成形体の外観が悪化することを抑制することができる樹脂発泡成形体の製造方法を提供すること。
【解決手段】第1型部2と第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。溶融樹脂60を構成する熱可塑性樹脂組成物は、芳香族ポリカーボネート樹脂(A)と、ゴム強化ビニル系樹脂(B)とを含有している。ゴム強化ビニル系樹脂(B)は、ゴム質重合体(b1)の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b2)を重合して得られるグラフト共重合体(B1)からなる。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
樹脂発泡成形体及びその製造方法
【課題】安定したスキン層の形成により、成形する樹脂発泡成形体の強度を向上させることができ、発泡によるセル径をより均一にして、樹脂発泡成形体の外観が悪化することを抑制することができる樹脂発泡成形体の製造方法を提供すること。
【解決手段】第1型部2と第2型部3とを用い、キャビティ41内に超臨界流体を浸透させた熱可塑性樹脂組成物からなる溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。溶融樹脂60を構成する熱可塑性樹脂組成物は、芳香族ポリカーボネート樹脂(A)と、ゴム強化ビニル系樹脂(B)とを含有している。ゴム強化ビニル系樹脂(B)は、ゴム質重合体(b1)の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b2)を重合して得られるグラフト共重合体(B1)からなる。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂成形品の突起部の裏側に凹部が生ずることをより確実に防止することのできる射出成形装置および射出成形方法を提供する。
【解決手段】射出成形装置10は、リブ52などの突起部を有する樹脂成形品50を成形するための成形用金型12と、成形用金型12の内部に形成されたキャビティ14内に発泡剤が添加されている溶融樹脂16を射出する射出装置18と、を備えている。成形用金型12は、リブ52を成形するための別体の可動部品30を備えるとともに、キャビティ14内に射出された溶融樹脂16の射出圧によって可動部品30を後退させることのできるコアバック機構40を備えている。コアバック機構40は、コイルバネ36によって構成されるのが好ましい。
(もっと読む)
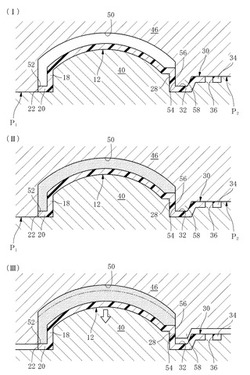
樹脂発泡成形品及びその製造方法
【課題】より安定した端末形状を有する樹脂発泡成形品及びその製造方法を提供することを課題とする。
【解決手段】一対の成形型110に形成される拡張前キャビティCA1に発泡剤を含む樹脂成形材料M1を充填した後に一対の成形型110を寸開して成形された、表面2にスキン層M10を有する樹脂発泡成形品1であって、該樹脂発泡成形品1の端末部30に、該樹脂発泡成形品1の周縁22に沿った溝状の接続部40と、該接続部40のスキン層M11を起点として成形型110の開閉方向D1へ延出した延出部50と、接続部40を挟んで延出部50とは反対の位置で接続部40のスキン層M11を起点として延出部50の延出方向D4へ屈曲した屈曲部60とが形成され、延出部50の内部に発泡セルM22が形成され、延出部50が屈曲部60よりも開閉方向D1へ長く延出して端末部30に段差が形成されている。
(もっと読む)
バッフル
バッフル(10)は、少なくとも1つのキャリア(12)と窪み(16)に配置されたシーラー(18)を含んで提供される。空洞、例えば、車両空洞に配置されるとき、シーラー(18)はまた空洞を密閉するために空洞に膨張する。バッフル(10)は、バッフル(10)の外観寸法を変えることなしに、バッフル(10)の重量、密度、構造的な剛性を増大させるために、キャリア(12)内に挿入部(28)を含めることにより修正されることができる。挿入部(28)を含むバッフル(10)は、時間浪費及び高価な道具立て変更を必要とすることなしに、特定の適用に基づいてカスタマイズされることができる。 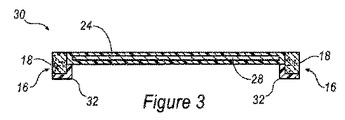 (もっと読む)
(もっと読む)
射出発泡樹脂成形品
【課題】射出発泡成形方法で得られ、軽量でリサイクル性に富み、自動車の内装材等として用いた場合においても高い曲げ強度を有する射出発泡樹脂成形品を提供することを目的としている。
【解決手段】発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴としている。
(もっと読む)
車両用内装部品およびその製造方法
【課題】表皮材の成形サイクルを延長することなく、表皮材の取付開口部の周壁部を肉厚に形成する。
【解決手段】表皮材3を成形する表皮材成形工程と、基材2を成形する基材成形工程と、基材2と表皮材3との間で発泡材4を発泡成形させる発泡材成形工程と、を有する車両用内装部品の製造方法であって、表皮材成形工程を表皮コア型11及び表皮キャビティ型12からなる金型で成形するものとし、当該表皮材成形工程において、意匠面を構成する表面部3aと、当該表面部3aよりも肉厚に形成され且つ当該表面部3aに開口する取付開口部5の周縁から突設される周壁部3cを、一体成形する。
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
ポリプロピレン系射出発泡成形体及びその製造方法
【課題】成形性が良好で、発泡の均一性、表面外観に優れ、高発泡倍率で大幅な軽量化が可能なポリプロピレン系射出発泡成形体の提供。
【解決手段】上記成形体を、所定要件を満たすp−キシレン不溶成分と所定要件を満たすp−キシレン可溶成分からなり、かつ、Mw、熱p−キシレン不溶成分量及び伸長粘度の測定における歪硬化度(λmax)が所定のものであるプロピレン系重合体(X)と、前記プロピレン系重合体(X)とは異なる所定Mwのプロピレン系重合体(Y)との所定割合のものからなるプロピレン系樹脂成分100重量部に対し、発泡剤を所定割合配合したプロピレン系樹脂組成物を射出発泡成形してなるものとする。
(もっと読む)
射出発泡成形方法
【課題】スワールマークと呼ばれるガス状痕が生じることもなく、表面性状が高品質である発泡成形品を安定して製造することができる発泡成形品の射出発泡成形方法を提供することを目的としている。
【解決手段】金型内に熱可塑性樹脂と化学発泡剤とを含む発泡性樹脂組成物を射出して、内部に発泡構造を有しかつ表面が非発泡な樹脂成形品を得る射出成形方法において、前記発泡性樹脂組成物の射出開始までに金型型面の温度を前記熱可塑性樹脂の荷重たわみ温度より65℃以上高温に昇温し、この温度を保持した状態で射出を開始するとともに、射出開始後に、射出完了時の金型型面の温度が前記熱可塑性樹脂の荷重たわみ温度より40℃以上低温となるように金型を冷却することを特徴としている。
(もっと読む)
ミキシングヘッドおよびこれを備える反応射出成形装置
【課題】ボイドの発生を抑制することのできるミキシングヘッドおよびこれを備える反応射出成形装置を提供すること。
【解決手段】ミキシングヘッド4は、本体部材18と、整流部材19と、背圧発生部材20とを備えている。本体部材18は、不活性流体が予備混合された予備混合物を原料を含む複数種類の原料が混合される混合部23と、混合部23で混合された複数種類の原料の混合物を射出するための射出口部52とを含んでいる。背圧発生部材20は、射出口部52の流れ方向Aの途中を閉塞している。背圧発生部材20を設けていることにより、混合部23内に複数種類の原料が供給されたときに混合部23内に背圧を発生させ、気泡の発生を抑制する。
(もっと読む)
161 - 180 / 506
[ Back to top ]