
Fターム[4F206AG20]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 多孔質、細胞質 (506)
Fターム[4F206AG20]に分類される特許
81 - 100 / 506
ポリ乳酸樹脂射出成形体の製造方法
【課題】強度と可撓性を両立し、かつ成形性に優れるポリ乳酸樹脂射出成形体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成形体を提供すること。
【解決手段】下記工程(1)及び工程(2)を含むポリ乳酸樹脂射出成形体の製造方法。
工程(1):ポリ乳酸樹脂、結晶化度が50%未満であるセルロース、及び結晶核剤を含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程
工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
成形金型及び樹脂成形品

【課題】 凹状部B1が成形空間A内に位置するように開口部5に嵌挿部材Bが嵌挿された状態であっても、凹状部B1に成形材料が入り込むのを防止することができ、成形品を離型させる際に、成形品が損傷するのを防止することができる成形金型を提供することを課題とする。
【解決手段】 成形材料が充填される成形空間Aを形成する成形壁部4を備え、該成形壁部4には、成形壁部4を貫通して前記成形空間Aに連通する開口部5が形成され、該開口部5は、前記成形空間Aで成形される成形品の離型方向に対して交差する方向に開口する凹状部B1が形成された嵌挿部材Bを嵌挿可能に構成されている成形金型1において、前記凹状部B1の少なくとも一部が成形壁部4よりも成形空間側に位置するように前記嵌挿部材Bが開口部5に嵌挿された状態で、成形空間A側に位置する凹状部B1を閉塞する閉塞部4aが成形壁部4の成形空間A側の開口端部から突出するように形成されていることを特徴とする。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 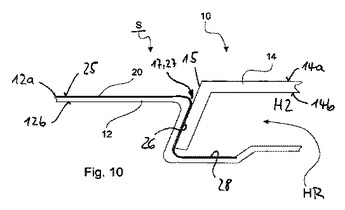 (もっと読む)
(もっと読む)
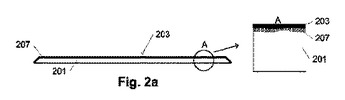
プリントを備える人間工学マット及びそのようなマットを作製する方法
直立作業姿勢にある人のための支持体としてのマットであり、マットは弾性ベース部分(201)を含み、更に、箔の頂層(203)が弾性ベース部分と少なくとも部分的に一体化され、プリントが箔の上に印刷される。本発明はそのようなマットを作製するための方法にも関する。
 (もっと読む)
(もっと読む)
発泡樹脂パネル及びその成形方法

【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
樹脂成形品の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく、密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる樹脂成形品を安価に製造する。
【解決手段】少なくとも一面側に多孔質層を有する熱可塑性樹脂からなる多孔質シートに導電性材料を付与する導電性材料付与工程と、多孔質層に導電性材料が付与された多孔質シートを電気化学的手法により表面処理する表面処理工程とを有する樹脂成形品の製造方法。
(もっと読む)
射出成形方法
【課題】 設備が簡単であり、別に国家試験をパスした保安係員を必要とせず、射出成形機の力を利用した射出成形方法を提供する。
【解決手段】 成形品の表面側を成形する表面側キャビティ面8aに溶融樹脂7を射出すると共に、成形品の背面側を成形する背面側キャビティ面8bとキャビティ8内の溶融樹脂7の間に加圧ガスを圧入する射出成形方法において、
上記加圧ガスは、コンプレッサー装置を利用した射出成形方法であって、
射出成形機の突き出し装置による突き出し力Pをシリンダー9内のピストン10の加圧力に転換し、この転換されたピストン10の加圧力を圧搾空気として前記シリンダー9の吐出孔11から吐出し、この圧搾空気を前記吐出孔11に連通する可動側金型3内の貫通孔12に圧入し、この前記貫通孔12に圧入された圧搾空気を前記背面側キャビティ面8bに開口する開口孔13ら、背面側キャビティ面8bとキャビティ8内の溶融樹脂7の間に圧入する。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
バッフルまたは補強材のリバースモールディング
バッフルまたは補強材(170)を形成する方法は、金型(105)の第1のキャビティ(130)中で膨張性材料(180)をモールディングすることと、金型(105)の第2のキャビティ(135)中で膨張性材料上にキャリア材料(175)をオーバーモールディングすることとを含む。  (もっと読む)
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 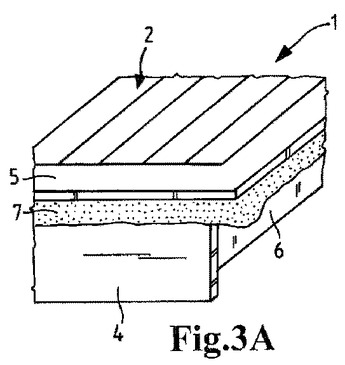 (もっと読む)
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 射出圧低減効果をもたらし、またシリンダ内での溶融樹脂中からのガス抜けが原因で発生するセル荒れを防止し、発泡層が均一微細で、かつ高発泡倍率を有する射出発泡成形体の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂と化学発泡剤をシリンダにて溶融混練して得られる発泡性ポリプロピレン系樹脂組成物を射出成形機へ供給し、金型内に射出して発泡させ、ポリプロピレン系樹脂射出発泡成形体を製造する方法において、シリンダ先端部の温度を210℃以上とし、シリンダ後部の温度を、化学発泡剤の最大ガス発生量を示す温度−10℃以上化学発泡剤の最大ガス発生量を示す温度+20℃以下とすることを特徴とするポリプロピレン系樹脂射出発泡成形体の製造方法。
(もっと読む)
射出成形用金型
【課題】 金型内に気体注入を伴う射出成形において残留気体の排出を考慮した金型構造を用意することにより、金型動作を正常化し離型を安定させること。
【解決手段】 キャビティ構成部品収容プレートと前記キャビティ構成部品の側面との間に気体遮断手段を有する。
(もっと読む)
発泡樹脂パネル
【課題】断熱効果に優れた発泡樹脂パネルを提供する。
【解決手段】成形型101のキャビティ107内にゲート103aから射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層23が生成され始めた時点で、キャビティ容積を拡大させて熱可塑性樹脂Rを発泡させることにより、樹脂密度が高くて堅いソリッド層からなるスキン層23が表面全体に形成されて内部に密閉空間27を構成するとともに、多数の空隙を有しスキン層23に比べて樹脂密度が低い発泡層25が密閉空間27内に一体に密封されたダクト構成パネル11を得る。ゲート103aに残留して固化したゲート残留固化物r1を切除する。ゲート残留固化物r1の切除跡r2周辺には、樹脂密度が高くて堅い厚肉スキン層23aが密閉空間27を外気から遮断するように設けられている。
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
2−in−1型の混練射出成形装置及びその使用方法
【課題】2−in−1型の混練射出成形装置及びその使用方法を提供する。
【解決手段】前記装置は、フィード段、押圧段、溶融段、混練段、降温段及び射出成形段を含む混練押出ユニットと、それぞれがモールドユニットの入り口に接続されるバルブ制御出口を有する少なくとも一つの配分路を有する配分ユニットと、モールドユニットとから構成される。前記方法は主に、まず高分子物質をフィード段内に投入し、投入された高分子物質を、押圧、溶解、物理発泡剤との混練及び降温などのプロセスをそれぞれ経過させ、前記射出成形段を介して高分子混合物を配分ユニット内に射入する。そして、バルブ制御出口を開き、高分子物質混合物を前記モールドユニットの内部に入らせて充満させる。離型すると、高発泡製品が得られる。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、表面外観良好な射出発泡成形体を得ることが出来る、射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供する。
【解決手段】下記の(A)〜(C)を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。(A)歪硬化性を示し、かつメルトテンションが1cN以上5cN以下であるポリプロピレン系樹脂、(B)膨張開始温度が190℃以下、最大膨張温度が210℃以上である熱膨張性マイクロカプセル、(C)化学発泡剤および/または物理発泡剤。
(もっと読む)
射出発泡成形機
【課題】コアバック装置の少数化、小型化を可能とし、低コストの射出発泡成形機を提供すると共に、更にコアバック動作時の型締シリンダの型開用油室に油圧回路中のアンロード油を充当させることによって、コアバック抵抗力の低減および型開速度低下を防止可能な射出成形機を提供する。
【解決手段】射出発泡成形機は、可動型盤3を固定型盤2から離間させる発泡コアバック動作の際に、2組の型開閉用アクチュエータと、前記2組のコアバック専用装置を併用して同時に動作制御するコアバック専用プログラムを備えている。
(もっと読む)
ポリプロピレン系射出発泡成形体及びその製造方法
【課題】成形性が良好で、発泡の均一性、表面外観に優れ、高発泡倍率で大幅な軽量化が可能なポリプロピレン系発泡成形体及びその製造方法の提供。
【解決手段】下記の要件(i)〜(vi)を満たすプロピレン系重合体(X)6〜100重量%と、プロピレン系重合体(X)とは異なる重量平均分子量が5万〜80万のプロピレン系重合体(Y)0〜94重量%とからなるプロピレン系樹脂成分100重量部に対し、発泡剤を0.05〜10重量部配合してなるプロピレン系樹脂組成物を射出発泡成形してなることを特徴とするポリプロピレン系射出発泡成形体による。
要件(i):メルトフローレート(MFR)(温度230℃、荷重2.16kg)が0.01g/10分以上、100g/10分以下である。
要件(ii):ゲルパーミエーションクロマトグラフィー(GPC)で測定する重量平均分子量(Mw)と数平均分子量(Mn)の比(Q値)が3.5以上、10.5以下である。
要件(iii):GPCによって得られる分子量分布曲線において、全量に対して、分子量(M)が200万以上の成分の比率が0.4重量%以上、10重量%未満である。
要件(iv):オルトジクロロベンゼン(ODCB)による昇温溶出分別(TREF)において、40℃以下の温度で溶出する成分が3.0重量%以下である。
要件(v):13C−NMRで測定するアイソタクチックトライアッド分率(mm分率)が95%以上である。
要件(vi):伸長粘度の測定における歪硬化度(λmax)が6.0以上である。
(もっと読む)
81 - 100 / 506
[ Back to top ]