
Fターム[4F206AG20]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 多孔質、細胞質 (506)
Fターム[4F206AG20]に分類される特許
41 - 60 / 506
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
検出装置の製造方法及び検出装置付き部品並びにスロットル制御装置
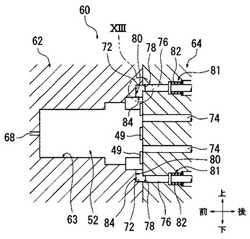
【課題】金型のキャビティに対する充填樹脂量のばらつきを防止する。
【解決手段】磁気検出部材をインサートして発泡樹脂でモールドすることにより回転角検出装置を成形する金型60に、キャビティ63に連通されかつキャビティ63を流動する溶融した発泡樹脂52の先端部を受入れ可能な捨てキャビティ80が設けられる。金型60を用いて、キャビティ63に溶融した発泡樹脂52を射出、充填し、その発泡樹脂52を発泡させてキャビティ63に充満させるとともに、余剰分の発泡樹脂84を捨てキャビティ80にオーバーフローさせる。
(もっと読む)
発泡樹脂成形品の成形方法

【課題】被成形面にノッチ部を備えた発泡樹脂成形品を製造する場合において、生産性の向上を図りつつ、良好な品質、外観および均一性を備えた成形品を得る。
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
(もっと読む)
発泡成形用金型及び発泡成形品
【課題】発泡成形品の薄肉化された端部に白化傷が発生することを防止できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型に囲まれて発泡成形用のキャビティ14と、このキャビティに順次連続するゲート15及びランナー16等とが形成され、これらのランナー及びゲートを経てキャビティ14内に溶融樹脂1を充填した後、可動型12を固定型11から離反させることで溶融樹脂1を発泡させて発泡成形品4を得る発泡成形用金型10において、キャビティ14を形成する固定型11と可動型12の少なくとも一方には、発泡成形品4の端部5が薄肉となるようにキャビティ14における端部5の成形部分が狭隘部として形成されると共に、端部5におけるゲート15の近傍に対応する位置にリブ6が成形されるようリブ用凹部23が形成されたものである。
(もっと読む)
樹脂製プーリ
【課題】ベルト案内面の真円度が悪化しても、ベルトの叩き音を低減することができる樹脂製プーリを提供する。
【解決手段】ベルト案内面22aを外周に有する樹脂製のプーリ本体2を、転がり軸受1の外輪12の外周にインサート成形により一体成形した樹脂製プーリPにおいて、前記プーリ本体2は、内部に無数の気泡25が形成された熱可塑性樹脂からなる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法及び成形装置を提供する。
【解決手段】成形型11を構成する固定型12と可動型13とで囲まれたキャビティ15’内の圧力を大気圧よりも高くなるように上昇させるとともに、この高圧状態を維持しておき、キャビティ15’に発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させ、キャビティ15’内の高分子樹脂を発泡させながら成形するように可動型13をコアバックする際、該コアバックを融液A’が過冷却状態であるときに開始し、キャビティ15’内において融液A’に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせることで該融液を配向融液の状態にして結晶化させるような発泡速度で前記高分子樹脂が発泡するように、前記コアバック中の所定のタイミングで、予め加えられたキャビティ15’内の圧力を解放する。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
植物由来成分を含むポリウレタン組成物
【課題】ひまし油に由来するポリオール成分の使用量が、全ポリオール成分中の30重量%以上と言う高い植物由来成分利用率を維持しながら、生産性の高い高密度ポリウレタンRIM成形品の製造方法とその原料組成物の提供。
【解決手段】ポリイソシアネート(A)と、ポリオール、架橋剤及び触媒を含んでなるポリオール混合物(B)とから、反応射出成形法によって、密度が1.0g/cm3以上のポリウレタンエラストマーを製造する方法であって、(1)ポリオールは、ポリオール100重量部中、ひまし油に由来するポリオール成分を30重量部以上含み、ひまし油に由来するポリオール成分は平均官能基数が2.0〜2.7で、かつ水酸基価が70〜170mgKOH/gであり、(2)架橋剤がメチルジエチルジアミノベンゼン(DETDA)であり、(3)触媒が第3級アミンと金属触媒を共に含むことを特徴とする製造方法。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
断熱層付き管継手
【課題】非発泡性樹脂の内部での発泡性樹脂の発泡の挙動および流動を規制し得るようにする。
【解決手段】管状の継手本体12と、継手本体12の開口部に一体に形成された受口部13とを有し、継手本体12および受口部13が、非発泡性樹脂15によって主に構成されると共に、非発泡性樹脂15の内部に発泡性樹脂を発泡させて成る断熱材層16が封入された断熱層付き管継手17であって、継手本体12と受口部13との境界部分の少なくとも一つに、断熱材層16を境界部分で堰止可能な堰止部21が設けられるようにしている。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる公知の方法を利用しながら、製品形状の自由度が高い樹脂成形品を、比較的容易な工程で得る。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に、発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させる射出工程と、前記キャビティに前記融液が充填され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向に移動させて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を発泡させながら成形すると共に、その成形時に、少なくとも前記可動型の成形面を負圧にして該面に前記高分子樹脂の表面を吸着させることで、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させる結晶化工程とで、樹脂成形品を製造する。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法を提供する。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に結晶性高分子樹脂の融液A’が充填され、該融液に、物理発泡剤と、発生ガスの積算量が経時的に増加する第2の発泡剤とが混入され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向にコアバックさせて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を前記物理発泡剤と前記第2の発泡剤とにより発泡させながら成形すると共に、その成形時に、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させることで、樹脂成形品を製造する。
(もっと読む)
射出発泡成形機及びこれを用いた射出発泡成形方法
【課題】キャビティ内に射出充填した発泡性溶融樹脂を、金型を寸開することにより発泡させ、高精度の発泡成形品が得られるようにする射出発泡成形機に関し、固定型盤に対して可動型盤を進退可能に駆動するコアバック装置の構成と作動方法を提供する。
【解決手段】本発明に係る射出発泡成形機は、コアバック装置が、ボールねじナット13と、該ボールねじナット13を型開閉方向に進退動作させる駆動機構と、ボールねじナット13が前進して当接するストッパー部材18と、ボールねじナット13とストッパー部材18が当接後に両者を連結する連結装置70と、を備え、ボールねじナット13と駆動機構は、可動型盤又は固定型盤のいずれか一方の型盤に固定され、ストッパー部材18はもう一方の型盤に固定されている。
(もっと読む)
発泡成形用金型
【課題】穴形状を利用した発泡成形用金型を適用することにより、金型内の意匠面のエアを効率良く吸引して金型外に排気することができるようにする。
【解決手段】本発明の発泡成形用金型は、可動型3を有する開閉可能な金型に発泡成形用のキャビティ14を形成し、このキャビティ14内に意匠面を設定して、カウンタープレッシャ法を適用することにより溶融樹脂をキャビティ14に供給し、溶融樹脂の発泡成形を行なうものである。発泡成形用金型は、キャビティ14内を意匠面まで貫通する突出し用金型ピン8を設け、この金型ピン8の先端に多孔質金属部材10をキャビティ14内に露出可能に設け、可動型3のコアバック時に、多孔質金属部材10が露出し、意匠面側キャビティ14a内に残る気体を多孔質金属部材10から金型ピン8内を通して金型1外に排気して溶融樹脂を発泡成形し、発泡成形品に穴形状を形成する構成としたものである。
(もっと読む)
射出発泡成形体
【課題】射出発泡成形加工性、剛性ならびに発泡状態が良好で、表面の外観性に優れた射出発泡成形体を提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする射出発泡成形体。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
コアバック発泡成形型及び車両用エンジンカバーの製造方法
【課題】成形可能な発泡成形品の構造の自由度を高くすることが可能なコアバック発泡成形型及び車両用エンジンカバーの製造方法を提供する。
【解決手段】本発明のコアバック発泡成形型10は、キャビティ30に連通するコアガイド孔13を固定型11に設けてそこに追従コア40を直動可能に収容し、キャビティ30の外側に配置されてコアバック可動型20と同方向に直動する追従可動体56を固定型11の背面側で追従コア40に連結した構造になっている。そして、追従可動体56がコアバック可動型20に当接して直動することで、追従コア40がコアバック可動型20のコアバック動作に追従移動する。これにより、キャビティ30のうち追従コア40が配置された部分では、それ以外の部分に比べてコアバックによるキャビティ30の拡張量が小さくなる。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機
【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
発泡成形用射出成形機
【課題】加熱シリンダの計量樹脂溜め部に供給された物理発泡剤がチェックリングを超えてスクリュー本体側に逆流せず、均質な発泡成形品を成形可能な発泡成形用射出成形機を提供する。
【解決手段】サックバック時に樹脂通路を機械的にロック可能なロック機構付きのチェックリング24を、スクリュー14の先端部に取り付ける。スクリュー14を回転駆動して、計量樹脂溜め部16に所定量の溶融樹脂が蓄えられた後、樹脂通路を機械的に遮断し、計量樹脂溜め部16内に物理発泡剤を供給する。
(もっと読む)
41 - 60 / 506
[ Back to top ]