
Fターム[4F206AG20]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 多孔質、細胞質 (506)
Fターム[4F206AG20]に分類される特許
101 - 120 / 506
発泡樹脂成形品の成形方法並びに成形装置
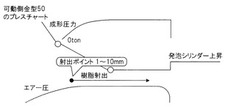
【課題】可動側金型と固定側金型とを型締めした後エアを注入し、更に発泡樹脂材料を射出充填した後、可動側金型を型開き操作して発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法並びに成形装置であって、成形サイクルを短縮化するとともに、金型への負荷を低減し、外観不良を解消する。
【解決手段】製品キャビティCの外周に沿う外周シール機構部80について、固定側金型60には、昇降式のシールプレート82を配置し、可動側金型50の高い位置での先行シールを達成することにより、製品キャビティC内へのエア圧確保を短時間に行なえ、型締め前における発泡樹脂材料Mの射出充填を可能にする。また、発泡反応時には、外周シール機構部80におけるシールプレート82を下降操作して製品キャビティCを大気に開放させることでエア溜まりを解消する。
(もっと読む)
表皮付き発泡樹脂成形品の成形方法及び成形装置

【課題】溶融発泡性樹脂の発泡により形成される発泡層を表皮層の裏側により均一に形成する。
【解決手段】キャビティ1の底部16aに表皮層51を設ける表皮層配置工程と、表皮層51の裏側に溶融発泡性樹脂3を射出して、溶融発泡性樹脂3をキャビティ1内に充填する充填工程と、成形型2を表皮層51の表裏方向にコアバックすることで溶融発泡性樹脂3を発泡させるとともに表皮層51と一体となるように硬化させて表皮付き発泡樹脂成形品を形成する成形工程と、少なくとも成形工程中に、キャビティ1の底部16aに配置された表皮層51を囲む成形型2の壁部16bと表皮層51の外縁部51aの裏側に配置された溶融発泡性樹脂3との間の圧力を表皮層51の中央部51bの裏側に配置された溶融発泡性樹脂3内の圧力よりも低くなるように減圧する減圧工程とを実施する。
(もっと読む)
熱可塑性樹脂の多層成形方法
【課題】複雑な構造を採用することなく、また、発泡層を含む多層成形品の成形が可能な熱可塑性樹脂の多層成形方法の提供。
【解決手段】本発明の多層成形方法は、金型に設けられた各ランナ・ゲート部を介して順次熱可塑性樹脂を金型内のキャビティに積層状態で充填射出させることができる多層成形用装置を用いて、第1の金型キャビティ容積となる位置に金型を閉じる型締工程、第1層目樹脂を金型キャビティ内に射出する第1射出工程、第1層目樹脂の射出が完了した時点で所定の時間保持する第1冷却保持工程、第2の金型キャビティ容積となる位置に金型を開く第1型開工程、第2層目樹脂を第1層目樹脂と金型キャビティとの隙間に射出する第2射出工程、第2層目樹脂の射出が完了した時点で所定の時間保持する第2冷却保持工程、及び型開し成形品を取出す工程を含む成形方法である。
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
スキン層および発泡層を有する把持部材
【課題】熱可塑性エラストマーを使用して、生産性良く製造が可能で、リサイクルも可能であり、かつRIM発泡ポリウレタン樹脂が有する優れたグリップ感と少なくとも同等あるいはそれ以上に向上し、操作性にも優れたステアリングホイールなどの自動車用把持部材を提供すること。
【解決手段】スキン層および発泡層を有する発泡熱可塑性エラストマーを使用した把持部材において、
該発泡熱可塑性エラストマーが以下の圧縮特性を具備することを特徴とする把持材。
A.圧縮硬さ(LC値)がLC=0.8〜0.9
B.圧縮エネルギー(WC値)がWC=600〜1000(gf・cm/cm2)
C.圧縮回復性(RC値)がRC>50%。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
流体内圧射出成形工程により生産されるエネルギーガイドチェ−ンのチェーンリンクの要素
エネルギーガイドチェーンのチェーンリンクの要素であって、前記要素はプラスチックから製造されて、前記要素は、流体内圧射出成形工程により生成されるキャビティを有し、又はマイクロセルラー発泡体から形成されていることを特徴とする。  (もっと読む)
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
樹脂発泡体の製造装置及び樹脂発泡体の製造方法
【課題】高発泡倍率の樹脂発泡体を高い形状精度で製造することができる樹脂発泡体の製造装置及び樹脂発泡体の製造方法を提供する。
【解決手段】スクリュー20は、圧縮部31と、第1〜第3の供給部30a〜30cとを含んでいる。第1の供給部30aにおけるフライト25のピッチは、圧縮部31におけるフライト25のピッチよりも大きい。第2の供給部30bにおけるフライト25のピッチは、第1及び第3の供給部30a、30cにおけるフライト25のピッチよりも小さい。超音波印加機構46は、射出機構10がキャビティ43に対して樹脂の射出を開始してから樹脂の射出を終了するまでの間の期間の少なくとも一部において、成形型40に超音波を印加する。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
発泡成形品の製造方法
【課題】金型の構造を複雑にすることなく、発泡成形品の意匠面を成形面の形状通りに成形する。
【解決手段】本発明は、意匠面11と非意匠面12とを有する発泡成形品10の製造方法であって、金型を型閉じすることで、意匠面11を成形する第1成形面21と非意匠面12を成形する第2成形面31との間に成形用のキャビティを形成する型閉じ工程と、発泡剤を含有した溶融樹脂をキャビティ内に射出して発泡前成形体13を成形する射出成形工程と、金型を型開きすることで、発泡前成形体13を発泡させて発泡成形品10を成形するコアバック工程とを含み、少なくともコアバック工程では第2成形面31から第1成形面21に向けてエアを発泡前成形体13に吹き付けることを特徴とする。
(もっと読む)
自動車用樹脂成形部品の製造方法
【課題】耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法を提供する。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】発泡樹脂成形品のウエルド部を補強する成形方法。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する主供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程とを含み、上記成形型2のキャビティ1内に溶融発泡性樹脂3が供給されることにより形成された複数の溶融発泡性樹脂流が合流するウェルド部分13に、当該溶融発泡性樹脂3よりも発泡剤量の少ない溶融低発泡性樹脂19または溶融ソリッド樹脂を、上記溶融発泡性樹脂3が硬化する前に追加供給する追加供給工程を備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流することにより形成されるウェルド生成部1aの滞留ガスを排気通路19から外部に排出する排出工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
101 - 120 / 506
[ Back to top ]