
Fターム[4F206AG22]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | 中部、胴部 (32)
Fターム[4F206AG22]に分類される特許
1 - 20 / 32
プラスチックボトル成形用プリフォーム
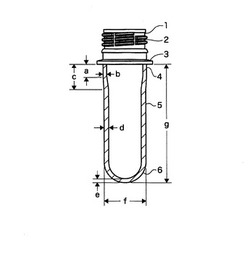
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
インモールドラベル容器および蓋材付きインモールドラベル容器
【課題】薄肉化されたインモールドラベル容器において、とりわけフランジの強度を上昇させることができ、かつ蓋材との密封性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は胴部1と、胴部1上端に設けられたフランジ4と、胴部1に連結された底部3とを備えている。帯状ラベル5は胴部1外面からフランジ4まで延びている。胴部1の厚さは0.30〜0.50mmとなっており、フランジ4の厚さは胴部の厚さの1.4〜2.1倍となっている。フランジ4上面に、上方へ突出する複数の環状リブ9が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
ボイド発生予測方法およびその装置
【課題】射出成形品に発生するボイドを、短時間で予測するボイド発生予測方法を提供する。
【解決手段】金型内の流体が流れる流路の大きさが変化する段差部102を通過する流体110のレイノルズ数と段差部102から流体が飛び出すときの飛び出し角度θ1との関係を求めておき、ボイドの発生予測を行う成形品を作る金型内の段差部を通過する流体のレイノルズ数を、上記で求めた関係に当てはめることで被予測金型の段差部での飛び出し角度θ1を求める。飛び出し角度θ1が段差部壁面103の角度θ2より小さい場合にボイドが発生すると予測する。
(もっと読む)
筐体用パネルおよびその製造方法と、この筐体用パネルを備えた電子機器
【課題】本発明は、金属板と樹脂等の2種類の複合部材からなる筐体用パネルにおいて、両部材の接合部における厚みを増加させることなく、両者を一体化する筐体用パネルを提供することを目的とする。
【解決手段】この発明に係る筐体用パネル4は、板状部の第1の領域に、第1の材料で成形された第1の部材6が、前記板状部の第2の領域に、第2の材料で成形された第2の部材7が、それぞれ隣接して配置されている部分を備えている。
また、第1の領域と第2の領域の境界面が、第1の部材は凹凸形状6a、6bを有し、第2の部材はこの凹凸形状6a、6bに接触する形状を有していることにより、両部材の位置関係が拘束されている。
(もっと読む)
インモールド成形方法及びインモールド成形用金型
【課題】容器外面に凹部を有し、その凹部を含む領域にラベルを一体化した構成のラベル付容器を、インモールド成形によって製造する際に、ラベルにしわが生じないようにする技術を提供する。
【解決手段】容器外面に形成される凹部を含む領域にラベルを備えたラベル付容器をインモールド成形するに当たって、インモールド成形用金型5のキャビティ面7に配置したラベル3を、少なくともキャビティ面7の、容器の凹部に対応する凸部7aの頂部に開口した真空吸引孔8によって吸引保持し、その状態で成形する構成とする。
(もっと読む)
インモールドラベル付き容器と成形方法
【課題】 インモールドラベルを利用して、合成樹脂製射出成形品である容器の表面に凹凸を付形することにより、射出成形金型に加工を施すことなく、所望する凹凸模様を、容器表面に付形することを目的とする。
【解決手段】 インモールドラベル付き合成樹脂製射出成形容器であって、インモールドラベル3に、成形樹脂材料の熱により発泡する発泡層部6を設け、インモールドラベル3の表面部分に、発泡層部6の発泡により突出状に成形される多数の膨出部7を設けて、表面を凹凸面に成形する。
(もっと読む)
自動車用ドアトリム
【課題】 軽量性、剛性、断熱性、外観に優れ、かつ側突から乗員を保護する衝突エネルギー吸収性を有し、安価に製造でき、リサイクル性に優れた自動車ドアトリムを提供すること。
【解決手段】 自動車の側壁部ドア内側に装着されるドアトリムにおいて、該ドアトリムが熱可塑性樹脂の射出発泡成形体であり、発泡層と該発泡層の表面に形成される非発泡層からなる基材と、該基材の内側に一体成形された側突緩衝材とから構成されることを特徴とする自動車用ドアトリム。
(もっと読む)
排出ローラの製造方法、排出ローラの金型、排出ローラ、並びに記録装置
【課題】排出ローラによる記録媒体の蹴飛ばし現象を防止することができる記録装置を提供すること。
【解決手段】排出ローラ163の軸部163aを合成樹脂により中空形状に形成する。これにより、従来の排出ローラの断面積よりも大きな断面積を有する排出ローラとすることにより曲げ剛性を高めることができるので、この排出ローラに排出方向とは逆方向側の力が掛かっても、排出ローラのしなり等の変形を規制することができる。したがって、排出ローラによる記録媒体の蹴飛ばし現象を防止することができ、特に全面記録時の記録精度を向上させることができる。
(もっと読む)
軸受部材およびこれを備えた軸受装置
【課題】電鋳部を一体に有する型成形品を成形金型から離型する際、あるいはマスターを引き抜く際の抜止め力向上を図った軸受部材を提供する。
【解決手段】電鋳加工時、マスター11との対向間隔を軸方向で異ならせることで、その一端開口側に比べて他端閉塞側で大径となる電鋳部8を形成する。そして、この電鋳部8と型成形部9との一体成形品を離型する際、イジェクタ機構の押し出しピン22による押し出し力を、電鋳部8の一端開口側から他端閉塞側に向けて型成形部9を押し出すように作用させる。
(もっと読む)
シール部材およびシール部材の成型方法
【課題】 コストを抑え、所定間隔を置いて位置する双方の壁面材の開口部への取り付け作業を容易とするシール部材とその成型方法を提供する。
【解決手段】 シール部材1は、第一の板部300の開口300aから第二の板部200の開口200aに向かって筒状に形成されたシール本体2と、シール部材1全体を板部300と板部200との双方の開口300a,200aに対する取付部として機能するとともに、それら双方の開口を300a,200aシールするようにも機能する2つのシール部3a,3cとを有する。シール部3a,3cは、シール本体2よりも弾性変形能が高い高分子材料が用いられて形成され、シール部材1の中間部1cは、シール部材が両端側から圧縮された場合に圧縮変形する形状をなす。
(もっと読む)
射出成形装置及び射出成形方法
【課題】肉厚に差がある成形品の各部位において、ほぼ均等に不完全転写部を発生させ、成形品全体において内部歪が小さく、形状精度の良い成形品を得ることができる射出成形装置および射出成型方法提供する。
【解決手段】高精度処理がなされた少なくとも1つ以上の転写面と、転写面以外の面であり、所定面積で開口する複数の通気孔が設けられた非転写面とで形成されるキャビティ内に、ゲートを介して溶融した成形材料が射出充填され、冷却により成形品が得られる射出成形金型と、成形材料の射出充填後の冷却過程において複数の通気孔を介してキャビティ内に所定の気体を供給する複数の気体供給装置と、を有し、複数の気体供給装置は、複数の通気孔と1対1に対応し、成形品の形状に基づいて、所定の圧力および所定のタイミングで気体を供給し、非転写面に不完全転写部を形成する。
(もっと読む)
成形方法及び成形治具
【課題】2枚の外板間を中間桁で保持した繊維強化樹脂複合材製の中空パネルをRTM法により成形し、品質及び生産効率を向上することができる成形方法及び成形治具を提供する。
【解決手段】一端が開口し収縮膨張可能なゴムバッグ4a〜eが挿入された筒状織物体8a〜eをキャビティ10内に側面同士を隣接させて敷き、ゴムバッグの開口端を下型1の相対する両側面に交互に配設されたバッグ挿通孔から外に出し、ゴムバッグとバッグ挿通孔との間を封止し、中間桁を形成するゴムバッグ間に向けて樹脂導入孔3a及び排気孔1dが配された状態にて、ゴムバッグ4内に加圧空気を導入して、樹脂導入孔3aから樹脂を導入し、その後樹脂を硬化させる。
(もっと読む)
複合成形品の製造方法と製造装置
【課題】 射出成形型に本体部材をセットして、射出成形型を閉じたとき、本体部材を射出成形型の型面に安定よく密着させて固定することでバリの発生を防止する。
【解決手段】 可動型91を閉じ、スライド型100、105を前進させてスライド型100、105の凸条102、107及び/又は凹溝103、108を本体部材32の凹溝51、56及び/又は凸条52、57に嵌め合わせつつ型斜面104、109を縁斜面53、58と接触させる。両斜面の接触部分においてスライド型100、105の前進方向の力を本体部材32の裏面34を向く型閉じ方向の力に変換して本体部分32を本体型部96に押し付けると共に両本体型部76、96で本体部材32の表裏両面33、34側から挟んで固定し、本体部材32と各型の型面とでクッション部材62、65を成形する成形キャビティ120、125を形成する。
(もっと読む)
レピア織機のための改良したレピアテープヘッド及びその実現のための方法
【課題】固定穴を設けレピアテープに直角に固定されるクレストを有する、改良したレピアテープヘッドを提供する。
【解決手段】クレストの固定は熱可塑性樹脂の接続要素(5)を使用し、クレストの一部を囲み且つレピアテープヘッドに沿って延びた穴(6a、6b)へ入る材料によって実現される。レピアテープとクレストで形成される組立体の端部は、レピアテープ(3)の表面と補剛クレスト(4)の重なっているブラケット延長部(7,8,9)の表面との間にグリッパ(1)の表面を束ね締着するように形作られている。レピアテープ(3)の下側部分では、連続的なあるいは局部的な(中断した)突出ブロックが、レピアテープヘッド(2)の支持機能を備え、レピアテープ(3)の下面から突出するグリッパの解決策と関連して、ヒ口の経路に沿い横方向経路に関してレピアテープヘッド(2)の最適な位置決めを保証する。
(もっと読む)
1 - 20 / 32
[ Back to top ]