
Fターム[4F206AG23]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | 端部(上下部、頭底部、前後部) (227)
Fターム[4F206AG23]の下位に属するFターム
フランジ部を有するもの (102)
Fターム[4F206AG23]に分類される特許
1 - 20 / 125
プラスチックボトル成形用プリフォーム
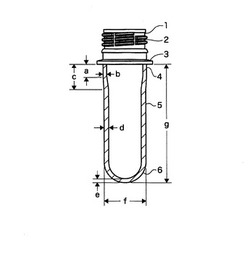
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
広口チューブ体容器と成形方法と成形装置
【課題】 本発明は、インモールド材の端の各部分とゲートとの距離の差が大きい場合でも、インモールド材の端のカール部に対して成形樹脂の圧力を設定した方向から作用するようにし、もってインモールド材の端のカール部への湾曲成形を確実に達成することを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、底部8の成形空間のカール部端縁2cに対向した部分に規制堰片21を設けて、成形樹脂Sの流動に対して規制域Kを形成し、この規制域Kの規制作用により、胴部2の下端に対して成形樹脂Sの圧力が外側から作用するようにして、カール部2bの確実な湾曲成形を得る。
(もっと読む)
インモールド成形品、携帯端末装置、および該インモールド成形品における加飾方法
【課題】インモールド成形品の外観を向上させつつ、多彩な製品デザインに対応できるようにすること。
【解決手段】本発明は、インモールド樹脂成形部3とこの表面を加飾する樹脂フィルムのインモールドラベル2とを一体に成形してなるインモールド成形品に係る。そして、インモールドラベル2のエッジ11に対して任意の距離隔てた所から該エッジ11までの色が樹脂成形部3の色と同系色に見えるように透明にされている。
(もっと読む)
インサート成形用金型
【課題】穿刺具に代表されるインサート成形品を簡単に検査させることができる技術を提供することを課題とする。
【解決手段】インサート部材20に、方向違いや異常変形があると張出し片81が形成される。投光素子78から発射された赤外線やレーザ光の大部分又はかなりの部分が張出し片81で遮られる。結果、受光素子79での受光強さが一定値を下回り、インサート成形品10は不良品であると、判定される。
【効果】目視又はオプチカルセンサで、貫通穴が塞がれていれば不良品、塞がれていなければ良品との判定をさせることができる。この検査には、X線検査装置は不要であり、放射線技師も必要ない。したがって、本発明によれば、インサート成形品を簡単に検査させることができる技術が提供される。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
インサート成形物の製造方法およびインサート成形物
【課題】インサートするプレフォームフィルム形状を工夫することにより、インサート成形品におけるインサートフィルム端部からの剥離の問題を解消できるインサート成形物の製造方法を提供すること。
【解決手段】予め製品形状に沿った賦形加工を施したプレフォームフィルムを射出成形金型に挿入し、射出成形をおこなうインサート成形であって、前記プレフォームフィルム端部が製品形状に対して内側に折り込まれた形状に加工するプレフォーム工程と、インサート成形を行う工程と、を備える。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
車両用ドアミラー、およびその反射鏡ユニットの成形方法
【課題】反射鏡ユニットの成形工数の削減と、有効視界範囲の拡大が可能な車両用ドアミラーの提供を図る。
【解決手段】裏面に反射膜12bを蒸着した合成樹脂製の鏡体2の裏面と周面とを内包して、合成樹脂製のホルダー3を積層状に一体成形することによって、両者の溶着工数を不要としている。また、鏡体2の反射面側周縁部でのホルダー3による抱持を不要として、有効視界範囲を拡大可能としている。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
発泡成形用金型及び発泡成形品
【課題】発泡成形品の薄肉化された端部に白化傷が発生することを防止できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型に囲まれて発泡成形用のキャビティ14と、このキャビティに順次連続するゲート15及びランナー16等とが形成され、これらのランナー及びゲートを経てキャビティ14内に溶融樹脂1を充填した後、可動型12を固定型11から離反させることで溶融樹脂1を発泡させて発泡成形品4を得る発泡成形用金型10において、キャビティ14を形成する固定型11と可動型12の少なくとも一方には、発泡成形品4の端部5が薄肉となるようにキャビティ14における端部5の成形部分が狭隘部として形成されると共に、端部5におけるゲート15の近傍に対応する位置にリブ6が成形されるようリブ用凹部23が形成されたものである。
(もっと読む)
車両用樹脂パネル及びその製造方法
【課題】車両用樹脂パネルのクラックを防止するとともに熱伸びを抑制する。
【解決手段】板状基材5の裏面に補強リブ15が一体に突設されたボンネットフード1において、基材5の裏面における補強リブ15非突設箇所、及び補強リブ15の基端側側面に、基材5成形時に不織布19に溶融樹脂Rを含浸させてなる補強布17を設ける。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
埋設ストラップのセンタリング方法、それに用いる部材、それを使用するストラップ
【課題】断面ほぼ円形のストラップを断面ほぼ円形の合成樹脂に射出成型法等により埋設するとき、ストラップを中央に置いたまま合成樹脂で埋設する方法及びそれに使用する器具を提供する。
【解決手段】ストラップ11末端に合成樹脂末端部を射出成型法により形成する方法である。前記ストラップ11末端に射出成形金型にほぼ接する高さの支柱部32を少なくとも3個放射状に有するストラップ位置保持具3を取り付ける工程と、このストラップ位置保持具3付きストラップを金型に置く工程と、前記金型内に合成樹脂を射出する工程と、前記金型からストラップ11を取り出す工程を有する。
(もっと読む)
フィルムインサート成形品
【課題】外周曲げ部のような段差を設けずに、フィルムの端部の剥がれを防止する。
【解決手段】意匠面10Aにフィルム11が配置されたフィルムインサート成形品よりなる照明ユニットのカバー材10であり、フィルムの端部11Eの位置を意匠面の端部10Eの手前の位置に配置することで、意匠面の端部とフィルムの端部との間に、成形樹脂層の露出部よりなるフィルム端部保護域14を確保し、該フィルム端部保護域の表面14Aとフィルムの表面11Aとを面一に形成した。意匠面の端部10Eと成形樹脂層の端面12Cとの交わる角部12Dを鋭角に設定し、成形樹脂層の端面を天井トリムへの当接面とした。成形樹脂層12は透明樹脂で構成され、フィルム11は黒色系フィルムよりなり、成形樹脂層の裏面から成形樹脂層の端面までの範囲が、黒色系フィルムと同色系の皮膜層13で覆われている。
(もっと読む)
電子装置のケース体及びその製造方法
【課題】アンテナ放射体と一体成形されて、アンテナ放射体を内蔵した電子装置のケース体及びその製造方法を提供すること。
【解決手段】本発明の電子装置のケース体は、軟質層と、前記軟質層に固着されるアンテナ放射体と、前記軟質層のアンテナ放射体が設けられている片面を被覆して接合される本体部と、を備える。前記アンテナ放射体の一端は、前記軟質層と前記本体部の間から両者の外部へ延出される。
(もっと読む)
1 - 20 / 125
[ Back to top ]