
Fターム[4F206AH26]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | 車両用内装材、クッション(←座席) (333)
Fターム[4F206AH26]に分類される特許
321 - 333 / 333
荷重担持用織地アセンブリおよびキャリヤ・アセンブリを製造する方法

【課題】荷重担持用織地アセンブリにおいて取付欠陥を容易に検出できるようにする。
【解決手段】荷重担持用織地14はキャリヤ16に対して直接的に取付けられる。フレーム12には、キャリヤおよび織地が該フレームに対して取付けられた後で、キャリヤと荷重担持用織地との間の接合部の目視検査を可能とする視認ポート18が形成される。荷重担持用織地アセンブリに対するキャリヤを製造する方法は、織地の少なくとも一部を成形型の表面に直接的に係合させ乍ら織地を成形型の内側に載置する段階と;織地の融点より高い融点を有すると共に溶融した熱可塑性プラスチックを成形型内へと注入してキャリヤを成形する段階と;溶融した熱可塑性プラスチックが硬化して織地上にキャリヤを直接的に成形することを許容する段階とを含む。織地は、溶融した熱可塑性プラスチックが進入することで織地が成形型キャビティの表面に付勢される様に位置決めされる。
(もっと読む)
ポリウレタン製品の製造方法および関連装置
成形装置および少なくとも一台の加熱アセンブリを備える装置に関するものであって、加熱アセンブリは、成形装置の外部に配置されて、金型内で行われる最終的な熱成形作業の前に、完成品の品質を向上させ、工程の柔軟性を高めて全サイクル回数の低減を図るためにフィルムの少なくとも一部分の加熱および予備成形処理を行うものである。 本方法は、フィルム(19)を金型の一部の領域に付着させるステップ、およびフィルム(19)の切片を金型の壁面に付着させる前にフィルム(19)の切片を加熱する加熱ステップを行う。加熱ステップは、金型外部の第1の位置と金型に関連する第2の位置との間の中間位置において移動可能な加熱アセンブリ(15)によって行われる。また、加熱ステップにおいて、フィルム(19)は部分的に予備成形される。  (もっと読む)
(もっと読む)
メタクリル系樹脂組成物
【課題】 透明性、耐候性、硬度、耐折曲げ性、成形性および耐薬品性に優れたアクリルフィルムを提供する。
【解決手段】 メタクリル酸エステル系重合体(A)が、メタクリル酸アルキルエステルを主成分とする単量体混合物を重合することにより得られ、アクリル酸エステル系架橋弾性体粒子(B)が、アクリル酸アルキルエステルを主成分とする単量体混合物(b)および1分子あたり2個以上の非共役二重結合を有する多官能性単量体を共重合することにより得られ、かつ、メタクリル酸エステル系重合体(A)をアクリル酸エステル系架橋弾性体粒子(B)の存在下において重合することにより得られる多層構造アクリル系重合体(C)5〜95重量部および、分子中にラクトン環構造を有するラクトン化アクリル系重合体(D)95〜5重量部からなるメタクリル系樹脂組成物(E)を用いることにより、上記特性を有するアクリルフィルムを得ることができる。
(もっと読む)
加飾成形品及びその製造方法

【課題】金型のキャビティ内に充填される溶融樹脂が加飾シートの貫通孔から加飾シートの表面側へ流出するのを防止する。
【解決手段】表面部材101を加飾する加飾シート102の裏面に貫通孔102aを加飾シート102の裏面から閉塞し、かつ表面部材101との接着が可能なフィルム103が積層接着された状態に設けられているため、加飾成形品10を金型によりモールド成形するときに、加飾シート102に模様パターンを構成する多数の貫通孔102aが形成されていても、金型のキャビティに充填される溶融樹脂が加飾シート102の貫通孔102aから加飾シートの表面側へ流出するのを防止する。
(もっと読む)
樹脂成形品の成形方法および成形装置
【課題】 インモールド成形法により成形品基材表面に加飾表皮材を貼り付け一体化してなる樹脂成形品を成形するに際して、表皮材の破れや印刷層の剥離の無い良好な加飾表皮を備えた多層成形品を安定して得る。
【解決手段】 熱可塑性樹脂製のシート状ベース層に意匠面をなす印刷層を積層してなるシート状の表皮材を一対の成形金型の間にセットし、金型隙間が第1所定値となる初期型締め位置S1に可動型を位置設定させ、熱可塑性樹脂材料でなる成形品基材樹脂を表皮材の背面側から成形空間内に向かって供給した後、金型隙間が上記第1所定値よりも小さい第2所定値となる最終型締め位置まで可動型を所定の型締め速度で移動させた上で保圧し、その後、型開きすることを特徴とし、上記第1所定値が1〜50mmに設定され、上記所定の型締め速度が0.1〜50mm/秒に設定されている、ことを特徴とする。
(もっと読む)
外観部品とその製造方法
【課題】軽量かつ高剛性を有しつつ、外観商品性の優れた外観部品を得る。
【解決手段】無機繊維と熱可塑性樹脂繊維を含有する基材1Aを加熱して、該熱可塑性樹脂繊維を溶融させた後に成形した成形基材1の表面上1aに、熱可塑性樹脂層7を射出成形することを特徴とする外観部品の製造方法。さらに、成形基材表面1aに溝9又はスリット10加工を施し、その表面に熱可塑性樹脂層7を射出成形することで、外観部品8の剛性を増し、変形を抑える。
(もっと読む)
発泡体裏打ち空気透過性織物製品の製造方法および装置
【解決手段】発泡体裏打ち空気透過性織物製品の製造方法では、フィルム等を設けて反応物または発泡体が可視面に侵入することを防止する替りに、反応物または反応物の反応によって形成された発泡体のいずれも織物製品に侵入することができないように、反応中に発生した圧力を意図的に減少させる。このようにして製造された製品は、気候的な快適性が改善され、より良好な音響効果を達成することができる。本発明は、本方法を実施するのに適した装置、および対応する発泡体裏打ち空気透過性織物製品にも関する。 (もっと読む)
自動車内装用装飾構成要素
圧力と熱の下で成形可能ベニヤ材料のシート(5)を予備成形するステップと、予備成形されたシートをキャビティ(4)を有している射出金型の半割れ(2)内に配置するステップと、金型の半割れ(2)上でシート(5)を定位置に保持するステップと、金型を閉じて支持層を(6)を形成するようにキャビティ内のベニヤシート(5)の裏に1つまたは複数の熱可塑性材料を射出するステップとを有する、乗り物の内装用構成要素の製造方法。  (もっと読む)
(もっと読む)
一体弾性支持体を製造する方法と該方法によって得られる支持体
一体弾性支持体、たとえば椅子の座部、背もたれ、ひじ掛け、自転車サドル、乗物のシート、その他を製造する方法であって、
a)所定の形状と構造とを有する殻(2)を製造し、
b)少なくとも一つの内部キャビティ(6)を有し、該キャビティを開放状態から閉鎖状態まで動かすことができる金型(5)を用意し、
c)少なくとも一つの発泡性樹脂と前記殻(2)とを前記金型(5)の内部キャビティ(6)に導入し、
d)前記樹脂を発泡させて充填材層(3)を生成させて、該充填材層(3)が殻(2)と接合して単一のアセンブリ(7)となるようにし、
e)該アセンブリ(7)を金型(5)から取り出す、
各ステップから成る方法。
さらに詳しく言うと、前記殻(2)は、周囲へり(9)を有する本体(8)を製造する第一のステップa1)と、前記周囲へり(9)に隣接するシール要素(10)を製造する第二のステップa2)とによって製造され、前記周囲へり(9)の近傍において、前記殻(2)と前記内部キャビティ(6)との間の空隙が実質的にふさがれ、発泡性樹脂が発泡したときのバリの形成が防がれる。
(もっと読む)
ポリ(アリーレンエーテル)組成物及び成形方法
低光沢熱可塑性組成物はポリ(アリーレンエーテル)とゴム改質ポリ(アルケニル芳香族)樹脂とアクリロニトリル含有ポリマーゲルとを含む。 (もっと読む)
多色射出成形方法及びその成形装置
ドアパネル等の自動車用多色プラスチック部品(12)を製造するための工作機(10)が、各ショットの合間に金型を開くことのない複数の成形ショットを使用することによって製造される。すり傷、そり、又は収縮のないドアパネルが完成される。パネルを製造する方法は、スペーサ(32)を工作機内部で第1の位置に選択的に配置し、次いで第1の材料を射出することを含む。次いで、スペーサ(32)が第2の位置に進められて内部挿入体を所望の第2のショットの壁厚位置に設定する間、分割線は閉じたままで保持される。次いで、第2のショット材料が、第1のショット部品内の開口を通って射出装置の後部に導入される。この工程は、色及び材料を追加して多色さらに多材料の最終組立体を製作するために、繰り返されることができる。部品(12)は硬化されると取り出され、全工程が完了する。 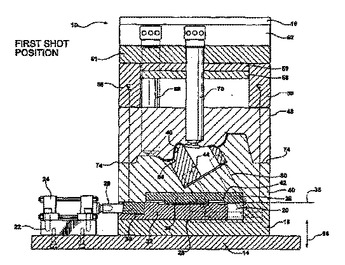 (もっと読む)
(もっと読む)
プラスチック支持体及びその製造方法
自動車両のインナカバー部材用のプラスチック支持体(1)の製造方法並びにそのようなプラスチック支持体(1)に関する。プラスチック支持体(1)はエアバック通過用の跳ね蓋(4)を有する。跳ね蓋(4)のヒンジ領域は粗メッシュ状の織物部材(2)を用いて補強されている。製造時、先ず織物部材(2)が後の跳ね蓋(4)のポジションで射出成形用鋳型内へ入れられる。引き続く射出成形時、プラスチック材料が織物部材(2)を一方では型内壁に押し付け、他方では粗いメッシュ構造を通じて織物部材(2)に入り込む。射出成形後、跳ね蓋(4)の開口輪郭線を決定する破断線(5、6、7)が好ましくはレーザ加工により製造される。  (もっと読む)
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
321 - 333 / 333
[ Back to top ]