
Fターム[4F206AH48]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 建築設備 (121) | 内装(←天井、床、壁、間仕切) (44)
Fターム[4F206AH48]に分類される特許
21 - 40 / 44
熱可塑性ポリメチルメタクリレートペレットの射出成形
熱可塑性ポリメチルメタクリレートペレットおよび装飾用架橋ポリメチルメタクリレート粒子の射出成形では、ポリメタクリレート粒子の少なくとも一部より小さなサイズを有する注入ノズルが使用される。 (もっと読む)
アクリル系樹脂積層体
【課題】アクリル系樹脂成形体の片面に金属および/または金属酸化物の層を備えてなる、表面硬度・表面平滑性・鏡面光沢に優れ、かつ取り扱い性に優れる、金属光沢を有するアクリル系樹脂積層体を提供する。
【解決手段】重量平均分子量が40000以上のメタクリル系樹脂〔A〕と、数平均重合度が200〜4000のポリビニルアルコール樹脂を(共)アセタール化して得られたアセタール化度が55〜83mol%のポリビニルアセタール樹脂〔B〕とを、質量比(〔A〕/〔B〕)99/1〜51/49で含有し、且つ前記メタクリル系樹脂(A)単独でのガラス転移温度TgAと前記ポリビニルアセタール樹脂(B)単独でのガラス転移温度TgBとの間にメタクリル系樹脂(A)に起因するガラス転移温度TgAPを有するアクリル系樹脂成形体の少なくとも一面に金属および/または金属酸化物からなる層を備えてなる、アクリル系樹脂積層体。
(もっと読む)
ユニットバスの床パネル構造及びその製造方法

【課題】一体成形時における加熱冷却処理を経て得られた床パネル自体の反りを解消する。
【解決手段】底面においてリブ31が格子状に下向きに突設されてなるとともに、少なくとも長手方向に沿って当該リブ31中に溝部34が形成され、さらに当該溝部34の中心近傍において下向きに突出させた少なくとも1の突起44を有するジシクロペンタジエン樹脂からなる基体22を成形し、成形された基体22を上金型72と下金型71間に挟み込むとともに、下金型71と基体22表面との間隙75へ熱可塑性樹脂を注入することにより、当該熱可塑性樹脂からなる意匠材23を基体22表面に積層一体化させ、上下金型71、72を脱型した後、突起44に当接させて溝部34に補強部材51を固定する。
(もっと読む)
ユニットバスの床パネル構造の製造方法

【課題】一体成形時における加熱冷却処理を経て得られた床パネル自体の反りを解消する。
【解決手段】ジシクロペンタジエン樹脂からなるとともに薄板状部68を外周に設けた基体22を成形し、ガスケットを側端に形成させた下金型71に基体22を載置するとともに当該ガスケット74を上記薄板状部によりシールし、基体22が載置された下金型71に対して上金型72を挟み込み、熱可塑性樹脂を下金型71と基体22表面との間隙75へ注入することにより、当該熱可塑性樹脂からなる意匠材23を基体22表面に積層一体化させ、上下金型71、72を脱型した後、薄板状部68を切除する。
(もっと読む)
三次元加工用加飾シート
【課題】成形性が良好で金型離れが良く、成形により表面にクラック、傷等が入ることがなく、かつ耐擦傷性及び耐溶剤性をも改良した三次元加工用加飾シートを提供する。
【解決手段】支持体の上に少なくとも表面保護層を積層してなる三次元加工用加飾シートであって、該支持体のASTM D648法による熱変形温度より40℃高い温度において該三次元加工用加飾シートが300%を超える破断伸度(JIS K 7127に準拠)を有し、かつ該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなり、0.2〜6.0μmの膜厚を有することを特徴とする三次元加工用加飾シートである。
(もっと読む)
樹脂成形体及びその製造方法
【課題】種々の用途への展開が期待できる新しい構造の樹脂成形体及を提供する。
【解決手段】樹脂成形体10は、成形型のキャビティ内に射出充填した発泡層形成物質入り熱可塑性樹脂材料が固化する過程でキャビティ容積を拡大させて熱可塑性樹脂材料を発泡させることにより、両側表面のそれぞれに空隙を有しないスキン層11が形成されると共に、両側表面のスキン層11間に発泡層12が形成されたものである。発泡層12は、キャビティ容積拡大方向中間部に形成されスキン層11よりも樹脂密度の小さい中間層12aと、中間層12aのキャビティ容積拡大方向両側それぞれのスキン層11との間に形成されほとんど樹脂を有しない空洞層12bと、で構成されている。
(もっと読む)
樹脂組成物、樹脂成形体、筐体及び樹脂成形体の製造方法
【課題】バイオマス本来の目的である植物度をなるべく損なうことなく、バイオマス材料の課題である機械強度及び耐熱性が十分に向上された樹脂成形体を得ることが可能な樹脂組成物を提供する。
【解決手段】植物由来高分子化合物と、ポリイミド樹脂とを含有することを特徴とする樹脂組成物。植物由来高分子化合物としては生分解性高分子化合物であることが好ましく、特にポリ乳酸が好適に使用される。ポリイミド樹脂としては、熱可塑性ポリイミド樹脂が好適に使用される。
(もっと読む)
エポキシ樹脂及びポリエステル系発泡性組成物
a)1以上のエポキシ樹脂、b)1以上の硬化剤、c)1以上の発泡剤及びd)1以上のポリエステルを含む発泡性組成物。 (もっと読む)
発泡プラスチック成形品及びその製造方法。
【課題】低強度部分、加飾を阻害する部分及び液体が進入するおそれが無く、木材の代替え品としても好適な発泡プラスチック成形品及びその製造方法を開発。
【解決手段】発泡層の外周面全体に無発泡のスキン層を設けると、断熱性、耐衝撃性、加工性などに優れる発泡プラスチックの特徴を有しながら、表面に低強度部分などの欠点が無くなる。発泡層の中間部に無発泡のスキン層を設けると成形品全体の強度及び剛性が向上し、釘を打った場合の抜け強度も向上する。
(もっと読む)
熱可塑性樹脂製成形品およびその製造方法
【課題】熱可塑性樹脂製発泡シートの一部にリブが融着されてなる熱可塑性樹脂製成形品であって、外観良好な熱可塑性樹脂製成形品およびその製造方法を提供する。
【解決手段】熱可塑性樹脂製発泡シート1の一部にリブ7が融着され、リブ7の形状が、1mm≦(V1/S1)≦9mm(V1:リブの体積(mm3)、S1:リブの融着部面積(mm2))を満たす熱可塑性樹脂製成形品およびその製造方法。リブ7を賦形するために、体積と開口部面積が1mm≦(V2/S2)≦9mm(V2:凹部の体積(mm3)、S2:凹部の開口部面積(mm2))を満たす凹部が成形面に形成された成形型と、この成形型と対を成す成形型との間に、軟化させた熱可塑性樹脂製発泡シート1を供給して製造する。
(もっと読む)
成形同時加飾用ポリエステルフィルム
【課題】成形加工性と表面性に優れ、立体的な樹脂成形部品に意匠性を付与する工程、特には成形同時加飾工程において、射出速度が高速な条件、射出圧力が高い条件でもフィルムが破れず、意匠を形成する層が変形されることの無い良好な外観を有する樹脂成形部品を製造するのに有用な成形同時加飾用ポリエステルフィルムを提供する。
【解決手段】実質的に非配向構造のポリエステルからなるポリエステル層Bと、この層に接して両側に設けられた配向構造のポリエステルからなるポリエステル層Aとからなり、ポリエステル層Aを構成するポリエステルの固有粘度が0.70〜1.50dL/gであることを特徴とする成形同時加飾用ポリエステルフィルム。
(もっと読む)
シート状窓部材および窓構造体
【課題】芳香族ポリカーボネート樹脂よりなるシート状物と金属フレームが強固に結合しかつ耐湿熱性を有する窓構造体で、シート状物の光線透過率が高い場合でも外観が良好な窓部材を提供する。
【解決手段】A:芳香族ポリカーボネート系樹脂よりなるシート状物(A)
B:そのシート状物(A)の片面の周囲面に積層された枠部材(B)および、
C:その枠部材(B)の表面に形成されたゴム質緩衝層(C)
よりなるシート状窓部材であって、その枠部材(B)は、下記(i)〜(iii)よりなる樹脂組成物より形成されていることを特徴とするシート状窓部材。
(i)芳香族ポリカーボネート樹脂(B−1成分)50〜90重量部、
(ii)ポリエチレンテレフタレート樹脂(B−2成分)10〜50重量部、
(iii)前記(B−1成分)および(B−2成分)の合計100重量部当り0.1〜20重量部の白化防止剤(B−3成分)
(もっと読む)
座や背凭れ、パーティション等として機能する構造物の製造方法およびその方法により製造された構造物
本発明は、膜部材とその周縁の全部または一部を保持する膜支持部材とから成る構造物において、加熱処理により膜部材に張力を付与する際に、膜支持部材や膜部材の機能や外観を損ねてしまうことを防止する方法に関し、膜部材(2)として熱収縮性を有する弾性素材を用い、膜部材(2)を無張力下あるいは構造物として必要な張力より弱い張力で膜支持部材(3)に固定し、その後に膜支持部材(3)における温度を当該膜支持部材(3)の溶融温度よりも低温の状態に維持しながら膜部材(2)を加熱し、膜部材(2)を熱収縮させて該膜部材(2)に構造物として必要な弾力性を発揮させる張力を与えるようにしている。 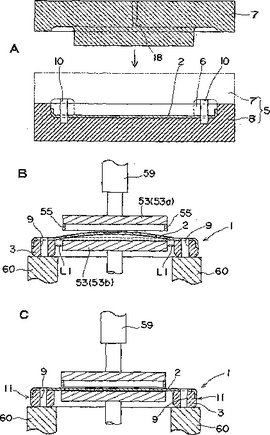 (もっと読む)
(もっと読む)
成形用フィルム
【課題】 成型加工性に優れ、金属蒸着により金属光沢を有したフィルムであって、成型加工後にも優れた金属光沢を保ち、良好な金属調の外観を有した成形部品を製造するに当たって有用な成形用フィルムを提供する。
【解決手段】 100℃における破断伸度200〜550%かつ100℃における破断応力1M〜130MPaのポリエステルフィルムと、このうえに設けられたインジウム蒸着層とからなる、成型用フィルム。
(もっと読む)
人工皮革が表面に一体化された成形品の製造方法とこの方法に用いるスエード調又は銀付調触感を有するインサート材
【課題】 外観に優れた人工皮革が表面に一体化された成形品の製造方法とこの方法に用いるスエード調又は銀付調触感を有するインサート材を提供する。
【解決手段】 繊度0.05デニール以上の繊維からなり厚み0.4〜1.0mmの人工皮革1の背面に、厚み0.1〜0.6mmの剛性を有する補強シート2を貼り合わせたスエード調又は銀付調触感を有するインサート材3を予備成形により3次元形状にし、必要な形状に打抜いて射出成形金型内のキャビティ内に収めた後、インサート材3の補強シート2側から溶融状態の成形樹脂8を射出することにより、少なくとも厚み0.2mm以上の樹脂成形品5を成形すると同時にその表面にインサート材3を一体化した。
(もっと読む)
インモールド成形用ポリエステルフィルム
【課題】 成型加工性と表面性に優れ、立体的な樹脂成形部品に意匠性を付与する工程、特にはインモールド成形工程において、良好な外観を有する樹脂成形部品を製造するのに有用なインモールド成形用ポリエステルフィルムを提供する。
【解決手段】 100℃における破断伸度が200〜600%、破断応力が3〜30MPa、100%伸長時応力が2〜20MPaであり、少なくとも片方の面の中心線平均表面粗さ(Ra)が20nm以下であることを特徴とするインモールド成形用ポリエステルフィルム。
(もっと読む)
パール光沢効果を有するポリメチルメタクリラート
本発明は、パール光沢を有するポリメチルメタクリラートに関する。 (もっと読む)
木質樹脂成形体
【課題】本発明は、木質樹脂成形体全体の形状や寸法の安定性、強度に優れ、且つ軽量で施工性、加工性、断熱性、意匠性、生産性、リサイクル性にも優れた木質樹脂成形体を提供することを目的とする。
【解決手段】少なくとも熱可塑性樹脂と木質系充填剤を含有し、リブ(2)形状を有する木質樹脂成形体(1)において、前記木質樹脂成形体(1)が中空構造を有し、且つガスアシスト射出成形され、また該成形体(1)が発泡成形体でもよい。また、前記木質系充填剤の配合比率が、前記熱可塑性樹脂100重量部に対して10〜200重量部であること、さらに該木質樹脂成形体(1)の表面の一部もしくは全面に、前記木質樹脂成形体(1)に含有される熱可塑性樹脂と同種の熱可塑性樹脂を主体とする化粧シートが積層されていることを特徴とする木質樹脂成形体である。
(もっと読む)
ステアリングホイール装飾カバー及び室内装飾要素並びにそれらの製造方法
本発明は、木製ベニヤによる外表面層及びプラスチック支持レイヤからなる、ステアリングホイール装飾カバー及び室内装飾要素に関するものである。本発明によれば、木製ベニヤ(1)は、不合格品(廃棄物)及び部品を減らすためにその内面にフェルト(2)を備える。 (もっと読む)
コーティングされた成形物品の製造方法
【課題】
向上した生産効率を提供できるイン−モールド・コーティング方法及びその装置を提供する。
【解決手段】
方法は、第1のダイ、第2のダイ及び1以上のモールディング表面を有するコアを有する成形装置を提供し、モールド・キャビティにプラスチック材料を導入して未コーティングの成形物品を形成し、第1のダイをコアから分離させ、コアを成形物品と共に回転させて、未コーティングの成形物品の第1の表面を第2のダイの内側表面に位置合わせさせ、第2のダイとコアとに協同して中間の第2のモールド・キャビティを規定させ、第2のモールド・キャビティにコーティング組成物を導入し、第2のダイの滑動可能な部分を移動させて、未コーティングの成形物品の上にコーティング組成物を展延させてコーティングされた成形物品を形成し、コアからコーティングされた成形物品を取り出すことを含む。
(もっと読む)
21 - 40 / 44
[ Back to top ]