
Fターム[4F206AP03]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 圧力 (331) | 樹脂圧 (130)
Fターム[4F206AP03]に分類される特許
41 - 60 / 130
成形型
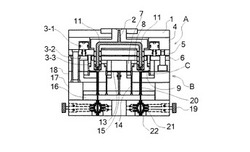
【課題】合成樹脂材料からなる転がり軸受けの保持器等の円環状部品を「多数個取り」により製造する成形型であり、高速充填、かつ、低圧圧縮射出成形法を用いて、真円度、反り、倒れ等について高精度の成形を行うことができ、かつ、ウェルド接合部の強度不足が改善され、ハイサイクル成形が可能な成形型を提供する。
【解決手段】複数の円環状キャビティCを形成する上型A及び下型Bと、溶融樹脂の供給路となるをホットランナー11と、各キャビティC内を圧縮する円環状圧縮入れ子とを備え、各キャビティCは、溶融樹脂が充填された後、上型A及び下型Bを型締めした状態においてオーバーフローランナー13によって連通され、各キャビティC内が圧縮されるとき、オーバーフローランナ13ーによりウェルド付近のトンネルゲート9が連通され、各キャビティC内の圧力が一定に保たれる。
(もっと読む)
射出成形機の異常検出装置

【課題】給脂が行われて負荷が変動した場合でも最適な許容範囲が使用される射出成形機の異常検出装置を提供すること。
【解決手段】許容範囲をb1に設定し、射出成形サイクルの1サイクルを実行し、連続運転終了か否かを判断し、連続運転終了の場合に処理を終了し、連続運転終了ではない場合には、給脂が行われたか判断する(SB1〜SB4)。給脂が行われた場合には許容範囲をb2に設定し、給脂が行われなかった場合には、許容範囲がb2であるか否か判断し、許容範囲がb2でない場合にはステップSB2に戻り処理を継続し、許容範囲がb2の場合には許容範囲切換判定処理を行う(SB5〜SB7)。ステップSB7の処理の結果、切換判定はYESか否か判断し、切換判定がYESの場合にはステップSB1に戻り許容範囲をb2からb1に切り換え、サイクル処理を継続し、切換判定がYESではない場合にはステップSB2に戻り処理を継続する(SB8)。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】圧力変化が大きな領域においても、簡便な方法で樹脂封止の圧力異常判定を的確に行う。
【解決手段】キャビティ42内に配置した基板Kを樹脂にて封止するための樹脂封止装置22であって、標準となる圧力波形Psを記憶する記憶部72と、キャビティ42内の樹脂の実圧力を検出する圧力センサ70と、標準圧力波形Psに基づいて実圧力の許容範囲を設定する演算部74と、実圧力が許容範囲を超えた場合に異常判定を行なう比較・判定部78と、を備え、特定の時点Tでの許容範囲を、標準圧力波形Psにおける時間軸上の当該特定の時点T以外の圧力値にも基づいて設定する。
(もっと読む)
異常検出装置を備えたプリプラ式射出成形機
【課題】樹脂流路に設けられた閉鎖手段の磨耗状態を検知し、閉鎖手段に閉鎖異常があるか否かを判別することが可能なプリプラ式射出成形機を提供すること。
【解決手段】可塑化用スクリュ6と射出プランジャ1と可塑化用スクリュ6が受ける回転力を検出する回転力検出手段と、可塑化用スクリュ6を備える可塑化部分からの樹脂流路4を閉鎖する逆流防止弁5とを備えるプリプラ式射出成形機100において、射出プランジャ1を前進させる際に、回転力検出手段からの回転力に基づいて樹脂流路4の逆流防止弁の異常を判別する閉鎖異常判別手段を備えることを特徴とするプリプラ式射出成形機である。
(もっと読む)
射出成形機及びその制御方法
【課題】 リサイクル材料とバージン材料のように異なる成形材料の成形に対して一台の射出成形機を共用可能にして低コスト性及び設置スペース性を高める。
【解決手段】 スクリュ速度検出手段5により検出した速度検出値Vdと速度目標値Vfcによりスクリュ速度に対するフィードバック制御を行い、かつ射出圧検出手段6により検出した圧力検出値Pidと圧力目標値Picにより射出圧力に対するフィードバック制御を行う第一制御系Cfにより制御する第一制御モードM1と、速度目標値Vscによりスクリュ速度に対してオープンループ制御を行い、かつポンプ圧検出手段7により検出した油圧ポンプ4のポンプ圧に係わる圧力検出値Ppdと圧力目標値Ppcによりポンプ圧に対するフィードバック制御を行う第二制御系Csにより制御する第二制御モードM2と、第一制御モードM1又は第二制御モードM2に選択的に切換可能なモード選択手段8を備える。
(もっと読む)
射出成形品の判別方法及び射出成形機の制御方法
【課題】容易に、外観不良を良否判別し、更に、これらの不良の発生を抑えることを目的とする。
【解決手段】コールドスラグがランナーゲート部を通過するときに発生するサージ圧力Psを圧力検出器により検出し、この値を基準電圧P1と比較して良否判別を行うことにより、コールドスラグがランナーゲート部を通過する時に発生しうるフローマークやシルバーストリーム、或いは樹脂焼け等の外観不良が発生している可能性のある製品を不良品として、容易に判別することができる。更に、サージ圧力Psのばらつきを基にノズル部の温度を制御することにより、フローマークやシルバーストリーム、或いは樹脂焼け等の外観不良や糸引き等が発生し難いノズル温度の設定を自動的に行うことが可能となり、不良の発生を抑えることができる。
(もっと読む)
射出成形装置
【課題】安価で、成形サイクルが短い射出成形装置を提供する。
【解決手段】金型1と、金型1を型締めする型締め手段30と、金型1の内部に溶融樹脂を射出・充填する射出手段12と、金型1の内部の樹脂圧を測定する圧力検出手段7,8と、型締め状態の金型1の内部に溶融樹脂を射出・充填した場合において、樹脂圧のピーク値に基づいて設定した圧力値となった時に型締めを開放する型締め開放制御手段34とを備えた。
(もっと読む)
トランスファ樹脂モールド方法およびトランスファモールド装置
【課題】キャビティに充填された樹脂を加圧する保圧工程において、エアベントからの樹脂の漏出を防止し、キャビティに樹脂圧を的確に作用させてボイドのない高品質の樹脂モールドを可能にする。また、粘度の低い樹脂を使用して樹脂モールドする場合においても的確な樹脂モールドを可能にする。
【解決手段】キャビティに樹脂を充填した後、プランジャにより前記キャビティに充填された樹脂を加圧する保圧工程を備えるトランスファ樹脂モールド方法において、前記保圧工程として前記プランジャによる加圧力が異なる複数の保圧工程(G1、G2)を設定し、より後工程の保圧工程(G2)においては、その直前の工程(G1)における加圧力を上回る加圧力となるように制御する。
(もっと読む)
OA用ブレードの製造方法
【課題】コールドランナを有する金型を用いてOA用ブレードを製造するに際し、ゲート付近のヒケの発生を防止し、バリの発生を抑制するとともに、金型の製品への点社製を確保することのできるOA用ブレードの製造方法を提供する。
【解決手段】エラストマー材料を射出する際の射出圧力を、前記エラストマー材料の先頭部分が前記キャビティ内に到達し所定時間経過したときの時刻t1から前記エラストマー材料がキャビティに充満され終えた時刻t2までの期間S0では圧力P0となるように制御するとともに、射出開始の時刻t0から前記時刻t1までの期間S1における最高圧力P1を、前記圧力よりも低くする。
(もっと読む)
樹脂封止装置
【課題】樹脂封止の異常判定を自動的に且つ的確に行う。
【解決手段】キャビティ42内に配置した基板(被成型品)Kを樹脂にて封止するための樹脂封止装置22であって、前記キャビティ42内の樹脂の圧力を検出する圧力センサ70と、該検出された圧力の時間変化率を演算する演算部74と、予め設定された標準圧力を記憶する記憶部72と、標準圧力と実圧力と乖離の程度により樹脂封止の異常を判定する比較・判定部78と、を備え、圧力の時間変化率に応じて、前記樹脂封止の異常の判定の仕方を変える。
(もっと読む)
射出成形機
【課題】試運転モードにおける射出工程の制御を適正に行うことを、簡単かつ確実に実現できるようにすること。
【解決手段】試運転モードでの射出工程運転の際には、試運転モード用に設定された1次射出工程のスクリュ前進ストロークだけ、射出用サーボモータを速度フィードバック制御で駆動制御することによりスクリュを前進させて、1次射出工程を実行させ、この1次射出工程の完了タイミングでの樹脂圧の測定値に基づいて、保圧工程における保圧設定値を自動的に演算・設定して、この自動設定した保圧設定値に基づき射出用サーボモータを圧力フィードバック制御で駆動制御することにより、保圧工程を実行させ、スクリュの前進速度が所定閾値以下になると保圧工程を完了させるように制御する。
(もっと読む)
射出成形機
【課題】射出成形機の計量工程において、スクリュ前端側に計量した貯えられる溶融樹脂に空気が入り込むことがないようにし、以って、良品成形に貢献すること。
【解決手段】インラインスクリュ式の射出成形機において、計量工程が開始されてスクリュの回転速度が設定回転速度に立ち上がるまでは、スクリュに計量開始位置を保持させ、スクリュの回転速度が設定回転速度まで立ち上がったタイミング以降は、スクリュに付加する背圧が設定圧力値を保つように制御しつつ、スクリュの回転によりスクリュの先端側に溶融樹脂を送り込むことに伴ってスクリュを後退させるように制御する。
(もっと読む)
射出成形機、及び射出成形機における逆回転工程の逆回転量調整方法
【課題】スクリューの逆回転により樹脂通路を閉鎖する逆流防止弁を用いた射出成形機において、スクリュー逆回転工程のスクリュー逆回転量を最適に調整する。
【解決手段】逆流防止弁の樹脂通路が開いていると、スクリュー前進時に樹脂の逆流が生じる。この樹脂の逆流によりスクリューには逆回転力がかかる。一方、樹脂通路が閉鎖されていると、樹脂の逆流はなくスクリューにかかる逆回転力は大きく低下する。そこで、計量完了後で射出前にスクリューを所定量逆回転させた後、スクリューを前進させる(103、104)。このときスクリューにかかる逆回転力の最大値を検出する(105〜108)。この検出最大逆回転力が基準値以下になるまで、逆回転量を順次増加させ(109、115)、各成形サイクルを実行する。検出最大逆回転力が基準値以下(通路閉鎖)になると、この時の逆回転量を逆回転工程の逆回転量とする。最適な逆回転量に自動的に調整できる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】 充填材料量や成形圧力のバラツキを解消し得る射出成形装置を提供する。
【解決手段】 キャビティ4に連通する小径孔部51に押圧ロッド6を摺動可能に配設し、段差面53で拡径した大径孔部52にスリーブピストン状の計量ロッド7を摺動可能に配設する。型締め(P1)後に計量ロッドを上動させて大径孔部の空間9′に材料Yを材料供給孔8から充填した後(P2a)、計量ロッドを低速で下動させて材料供給孔を閉止した位置で一時停止させ、密閉空間の計量室9内の容積分でかつ内圧が作用した状態の材料を切り出し計量する(P2b)。押圧ロッドの上動で計量室を開放し、計量ロッドを段差面まで下動させて材料Ymを小径孔部に押し出した後、押圧ロッドを高速で下動させてキャビティ内に射出充填する。
(もっと読む)
射出成形データ伝送システム
【課題】本発明は、射出成形装置および手順に係り、特に、扱いが面倒で高価なアナログ配線による接続を行うことなく、射出成形センサから制御手段への情報伝送を可能かつ容易にするための構造および方法を提供すると共に、制御システム内にエラーを起こしかねない多数の接続部を除去するため、フィードバック制御ループにおける信頼性を高めるデータ伝送システムを提供する。
【解決手段】射出成形制御システムは、少なくとも一つの報告信号を生成する手段(センサ5)と、射出成形用金型1と関係付けられた少なくとも一つの被制御手段と、離して設けられた金型制御手段4による使用のために前記報告信号を処理すべく構成され、アナログ信号伝送配線接続以外の手段により前記報告信号を前記金型制御手段4に伝送する第1の伝送器に接続された信号処理手段とを備える。
(もっと読む)
射出成形機
【課題】射出成形機において圧力センサーの検出誤差に影響を受けないサックバック制御を実現することを目的とする。
【解決手段】サックバック開始位置を記憶する(ステップA1)。サックバックを開始するとともに減圧完了のインジケータを消灯する(ステップA2)。圧力傾きを検出する。圧力傾きはΔ圧力/Δスクリュ位置によって求める(ステップA3)。ステップA3で求めた圧力傾きの絶対値が所定の基準値より小さいか否かを判断する(ステップA4)。ステップA4で圧力傾きの絶対値が基準値以下と判断されると、減圧完了のインジケータを点灯し(ステップA5)、減圧完了時のスクリュ位置を減圧完了位置として記憶する(ステップA6)。そして、サックバック開始位置から減圧完了位置までのスクリュ移動量を画面に表示して(ステップA7)終了する。
(もっと読む)
射出成形機
【課題】成形動作を停止することなく、又、逆流防止弁を取り外すことなくバレル内部の部品の摩耗状態を推定できるようにした射出成形機を得る。
【解決手段】スクリューが前進するとき、樹脂のバックフローが生じる。このバックフローがスクリューに作用しスクリューに回転力を与える。スクリュー前進時、逆流防止弁等が摩耗していない状態では、図3(a)に示すようなスクリュー回転力が発生する。逆流防止弁等が摩耗すると、バックフローが増大し、逆流防止弁の閉鎖が遅れ、図3(b)に示すようなスクリュー回転力が発生する。摩耗しているか否かで、スクリュー回転力のピーク値の大きさ、ピーク発生時点、そのときのスクリュー位置が変化する。これらの物理量の変化量によって逆流防止弁等の摩耗状態を推定する。バレル内部の逆流防止弁、スクリューヘッド、チェックシート等の摩耗状態を推定できる。
(もっと読む)
射出成形機及び逆流防止弁閉鎖判別方法
【課題】格別な部品を追加することなく、計量ストロークの大小に関わりなく、より正確に逆流防止弁の閉鎖時点を検出する。
【解決手段】スクリュー前進時において、スクリューにかかる回転力と樹脂圧力を検出し、この2つの相関係数を求める。逆流防止弁が開いているときは、逆流する樹脂により樹脂圧力に比例し、スクリュー回転力も増加する。この場合、スクリュー回転力と樹脂圧力の相関係数は基準値より大きい。逆流防止弁が閉鎖すると樹脂圧力がスクリューのフライトにかからなくなることから、スクリュー回転力は低下し、相関係数は基準値より小さくなる。この基準値より相関係数が小さくなることにより逆流防止弁の閉鎖を判別することができる。相関係数の値によって逆流防止弁の閉鎖を判別するから、スクリュー前進開始時から閉鎖している場合も、スクリュー前進が完了しても閉鎖しない場合も検出できる。
(もっと読む)
圧力検出装置
【課題】システムが簡易であって、連続的に圧力検出信号を得ることでき、さらに電子部品の故障のリスクを低減して信頼性を高く維持する。
【解決手段】射出スクリューに印加される圧力を検出するロードセル6と、ロードセル6とは別体として設けられ、ロードセルの検出出力を増幅する増幅器24、該増幅器のアナログ出力信号をデジタル信号に変換するA/D変換器25、該A/D変換器25からの出力信号を圧力検出信号として送出する送信部26を備えた変換ユニットとを配設し、ロードセル6が常時圧力を検出し、変換ユニット23がロードセル6の検出出力に基づいて連続的に圧力検出信号を制御装置30へ送出する。
(もっと読む)
サックバック量設定方法及び射出成形機
【課題】各成形サイクルに対して一律のサックバック量を簡単に、かつ、最適な値に設定できるようにする。
【解決手段】計量工程完了後、スクリュを後退移動させる(a1〜a4)。シリンダ内の樹脂圧力が所定値以下に達するまでのスクリュ後退移動量を求める。該スクリュ後退移動量の値を表示装置の画面上に表示する。表示されたスクリュ後退移動量をサックバック量として設定する(a7〜a11)。又は、自動設定する。サックバック量が設定された後は、設定されたサックバック量でサックバック工程を制御する(a14〜a18)。樹脂圧力が設定所定値以下となるスクリュ後退移動量がサックバック量として設定されるから、簡単にかつ、最適のサックバック量が設定され、その後は、一定のサックバック量でサックバック工程が制御されるから安定した制御ができる。
(もっと読む)
41 - 60 / 130
[ Back to top ]