
Fターム[4F206AP04]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 張力、トルク (46)
Fターム[4F206AP04]に分類される特許
1 - 20 / 46
産業機械のボールねじ寿命管理方法及び装置
電動竪型射出成形機における金型取付異常の検出方法
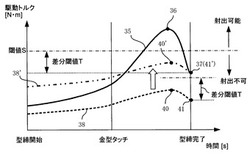
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
成形機の制御方法および成形機

【課題】金型を取付けた回転盤が電動機により回転可能に設けられた成形機において、回転盤に取付けた金型が変更されても適切な回転速度で回転盤を回転させることができ、または電動機等の破損防止や寿命短縮防止を図ることのできる成形機の制御方法、および成形機を提供する。
【解決手段】金型29a,29bを取付けた回転盤21が電動機23により回転可能に設けられた成形機11の制御方法において、回転盤21の回転の加速時または減速時における電動機23のトルクpt1等を検出または演算により求め、前記トルクpt1等が所定値以上または所定値を超えた際にアラーム信号を発する。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
射出成形機
【課題】射出成形機において、実効型締力を一定に保持する制御を、トグル式型締め機構のトグルが折れ曲がった状態でも、高価な制御用電気回路を用いずに簡単に行う。
【解決手段】電動サーボモータ(8)を使用した型締め機構(1)により金型(6,7)に負荷される型締力の制御方法を提供する。該制御方法は、実際に前記金型(6,7)に負荷させたい型締力よりも大きな型締力を型締め機構(1)により負荷する手順と、可動盤(5)及び固定盤(3)間に設けた型締力調整シリンダ(20a,20b)に作動油を供給して、可動盤及び固定盤間を押し広げる方向に、型締力調整シリンダを伸ばす手順と、実際に金型に負荷させる型締力が目標値になるように、型締力調整シリンダに供給される作動油の量を制御する手順と、を具備する。
(もっと読む)
射出成形機の制御装置
【課題】 可塑化異常、特に、可塑化が不十分であることを的確に把握するとともに、可塑化異常に対して有効な対策を速やかに施すことができるようにする。
【解決手段】 加熱筒2における前部2fのメータリングゾーン,中間部2mのコンプレッションゾーン及び後部2rのフィードゾーンに付設したヒータ3f,3m,3rを通電して加熱筒2を加熱する加熱筒加熱手段Fhと、各ゾーンの検出温度THd…が予め設定した目標温度THs…となるようにヒータ3f…を通電制御する温度制御手段Fcとを備えるとともに、前部2f及び/又は中間部2mに付設したヒータ3f,3mに対する制御指令値Ccf,Ccmが予め設定した閾値Csf,Csmを越えたなら樹脂の可塑化異常と判定する異常判定手段Fjと、可塑化異常と判定されたなら少なくとも可塑化異常が発生した旨の警報表示を行う警報表示手段Faを含む異常処理手段Fpを備える。
(もっと読む)
射出成形機の制御装置及びその制御方法
【課題】射出成形機の射出異常に起因する生産性低下を抑制すること。
【解決手段】材料を溶融する溶融機構20と、溶融機構20で溶融した材料を金型3のキャビティ内に射出する射出機構9と、射出機構9での射出異常を検出する検出部S1と、を備えた射出成形機1の制御装置100であって、検出部S1により射出異常を検出した場合に、溶融した材料の射出処理を停止し、射出処理を停止してから予め定めた時間が経過した後に、射出処理を再開することを特徴とする。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
金型精度の診断方法
【課題】 事故を事前に予防する観点から診断可能にして金型に対する十分な診断能力を確保するとともに、部品コスト面及び製造コスト面の双方の有利化を図る。
【解決手段】 型締装置Mcに取付ける金型Cの精度を診断するに際し、型締装置Mcに備える可動盤2mを、予め設定した所定の移動条件により移動させて初期状態における所定の物理量を順次検出して基準データを得るとともに、この後、診断対象となる金型Cを取付けた可動盤2mを、所定の移動条件により移動させて非初期状態における所定の物理量を順次検出して診断データを得、得られた基準データDsと診断データDdの偏差Et,Efに基づいて金型Cの精度を診断する。
(もっと読む)
トグル式型締装置の型締力制御方法
【課題】モータの最大負荷特性に沿って、回転数を最大に制御することで、型締めに要する時間の短縮化が可能で、サイクルタイムが向上するトグル式型締装置の型締力制御方法を提供する。
【解決手段】型締め工程中に、金型18の接触状態からクロスヘッド17をさらに動作させ、型締力を上げる際、回転数可変型ポンプモータ38の回転速度を最大限に上げるべく、回転数可変型ポンプモータ38の電流値からトルクを検出し、回転数可変型ポンプモータ38における最大負荷特性に沿って回転数可変型ポンプモータ38の回転速度を制御するようにした。
(もっと読む)
型締装置の型締力測定装置
【課題】型締装置の歪を蓄積する部分に直接取り付けるセンサを用いることなく、型締力を測定できる型締力測定装置を提供すること。
【解決手段】型締機構を駆動するモータを備えた型締装置の型締力測定装置であって、該型締機構が型閉じ工程において型盤位置が金型タッチ位置に到達してから型締完了位置に到達するまでに前記モータが発生したエネルギーUMを求める手段(SA6〜SA11)と、該手段により求められたエネルギーUMと該型締機構の弾性定数Kとから算出型締力FCを算出する型締力算出手段(SA13)と、を有することを特徴とする型締装置の型締力測定装置。ここで、エネルギーUMは、モータ駆動電流とモータの回転角度に基づいて算出する。
(もっと読む)
成形機
【課題】安価かつ簡便な構成にして、高い射出速度と増圧(保圧)圧力を得ることができる成形機を提供する。
【解決手段】射出用電動サーボモータ11として、複数巻3相モータを備える。低速射出工程においては射出用電動サーボモータ11をその定格トルクで駆動し、高速射出工程においては射出用電動サーボモータ11をその最大トルクで駆動し、増圧工程においては射出用電動サーボモータ11を定格トルクの200%以下で駆動する。
(もっと読む)
射出成形機の制御装置
【課題】 電動モータの機械的な最終出力としての消費電力を得、信頼性の確保された正確な消費電力を検出する。
【解決手段】 電動モータ11に係わる消費電力Wmを含む作動中の消費電力Woを検出する消費電力検出手段2と、検出した消費電力Woから任意に指定した指定検出時間Tcの電力量Poを求める電力量演算手段3と、電力量Poを表示可能な情報表示手段4を備える射出成形機Mの制御装置1を構成するに際して、少なくとも、電動モータ11に係わる消費電力Wmを、電動モータ11の機械出力となる出力トルクTm及び回転速度Rmを用いた演算により求める消費電力検出手段2を備える。
(もっと読む)
異常検出装置を備えたプリプラ式射出成形機
【課題】樹脂流路に設けられた閉鎖手段の磨耗状態を検知し、閉鎖手段に閉鎖異常があるか否かを判別することが可能なプリプラ式射出成形機を提供すること。
【解決手段】可塑化用スクリュ6と射出プランジャ1と可塑化用スクリュ6が受ける回転力を検出する回転力検出手段と、可塑化用スクリュ6を備える可塑化部分からの樹脂流路4を閉鎖する逆流防止弁5とを備えるプリプラ式射出成形機100において、射出プランジャ1を前進させる際に、回転力検出手段からの回転力に基づいて樹脂流路4の逆流防止弁の異常を判別する閉鎖異常判別手段を備えることを特徴とするプリプラ式射出成形機である。
(もっと読む)
混練押出機の起動装置及び起動方法
【課題】 混練押出機の主電動機の起動に必要とされる始動電流を大幅に低減する。
【解決手段】本発明の混練押出機2の起動装置1は、混練スクリュ4を駆動回転させる主電動機3に対して設けられ、主電動機3とは別に主電動機3の動力軸7を介して混練スクリュ4を駆動回転させる起動用電動機8を有する駆動手段9を備えており、起動用電動機8は定格出力が主電動機3よりも小さいものであり、駆動手段9は、主電動機3を起動する時に、混練スクリュ4の回転速度をゼロから通常の運転速度に至る途中の状態まで予め加速させておくべく、起動用電動機8の動力を増幅して動力軸7に伝達する加速動力伝達部12を有していることを特徴とするものである。
(もっと読む)
成形機
【課題】型開閉用サーボモータの出力トルクを監視して動作異常を判定することを、金型メカニズムの構造毎に応じた可動ダイプレートの全移動領域中の所望の部分領域(すなわち、必要とする的を絞った領域)において的確に行えるようにすること。
【解決手段】型開閉用サーボモータの駆動力によって、可動側金型を搭載した可動ダイプレートが、固定側金型を搭載した固定ダイプレートに対して前進または後退することにより、型閉じ・型締め動作または型開き動作を行う成形機において、可動ダイプレートが型開きで移動する全移動領域中の所定の部分領域における型開閉用サーボモータの出力トルクが、上記の部分領域に応じて設定された判定用トルクを超えたか否かを監視する。
(もっと読む)
射出成形機の温度表示装置
【課題】シリンダ内の樹脂の挙動を容易に且つ迅速に把握することができるような温度表示を行うことのできる射出成形機の温度表示装置を提供することを課題とする。
【解決手段】射出成形機の温度表示装置は、加熱シリンダ11の内壁近傍に設けられた複数の内壁温度センサA−1〜F−1と、内壁温度センサにより検出した温度を表示する表示装置135とを有する。加熱シリンダ11の長手軸に沿って複数の領域Z1〜Z15が設定され、複数の領域の各々に加熱用のヒータh1〜h6が設けられる。表示装置135は、複数の領域のうちから選択された一つの領域に設けられた内壁温度センサにより検出した加熱シリンダの内壁温度を、経過時間を表す値を一つの軸にとり且つ温度をもう一方の軸にとったグラフ中に表示する。
(もっと読む)
スクリュー回転トルク監視機能を備えた射出成形機
【課題】スクリューの回転速度、移動距離、経過時間により計量中のスクリュー回転トルクの許容上限値を設定してトルク監視ができる射出成形機を提供すること。
【解決手段】計量中に所定時間毎にスクリュー回転速度とスクリュー回転トルクを計測する計測手段と、前記スクリュー回転速度と前記スクリュー回転トルクを記憶する記憶手段と、該記憶手段に記憶されたスクリュー回転速度とスクリュー回転トルクとを予め想定した関数に入力して、スクリュー回転速度における最大スクリュー回転トルクを求める手段と、求めた最大スクリュー回転トルクに基づき各スクリュー回転速度におけるスクリュー回転トルクの許容上限値を設定する手段と、その後の計量中に許容上限値以上のスクリュー回転トルクを検出した時に、スクリュー回転動作の変更または停止を行う手段を具備することを特徴とする射出成形機。
(もっと読む)
逆流防止弁閉鎖状態判定手段を有する射出成形機
【課題】スクリュの逆流防止弁を確実に閉鎖するようにスクリュ逆回転制御可能な射出成形機を提供すること。
【解決手段】射出開始すると逆流防止弁閉鎖のインジケータを消灯(A1)、スクリュ逆回転開始(A2)。射出開始時点のスクリュ位置から所定距離だけスクリュが前進する(A3)。回転力を検出する(A4)。回転力が基準値より小さいか否かを判断する(A5)。この判断に基づき逆流防止弁の閉鎖判断を行う。A5で回転力が基準値より小さいと判断されると逆回転を終了し(A6)、逆回転量表示(A7)。逆流防止弁閉鎖のインジケータを点灯(A8)。射出完了か否かを判断(A9)。YESで射出終了する。A5で回転力が基準値より大きいと判断されるとA9に行く。A9で射出完了していないと判断されると、A4に戻る。
(もっと読む)
1 - 20 / 46
[ Back to top ]