
Fターム[4F206AP13]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 流量、容積 (51)
Fターム[4F206AP13]に分類される特許
1 - 20 / 51
逐次射出成形プロセスにおけるポリマー材料の送出制御
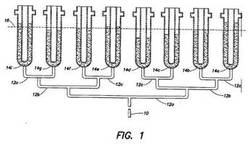
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
熱硬化性プラスチックの成形方法と熱硬化性プラスチックの成形装置

【課題】設備コストを低減することができる熱硬化性プラスチックの成形方法を提供する。
【解決手段】熱硬化性プラスチックの成形方法は、(1)未溶融の熱硬化性のプラスチック材料90を材料供給ブロック10のポット15内に供給し、ポット15内でプラスチック材料90を溶融する工程と、(2)ポット15に連なる材料供給口16を閉塞する工程と、(3)キャビティ45を有する可動型40を材料供給ブロック10に押圧することにより、ポット15内で溶融した溶融プラスチック91を圧縮し材料供給ブロック10の充填通路18から押し出して可動型40のキャビティ45に充填し、キャビティ45に充填された溶融プラスチック91を加熱し硬化させる工程と、(4)可動型40を材料供給ブロック10から離反させて、キャビティ45で硬化させたプラスチック製品を取り出す工程と、を備える。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
射出成形機の自動運転方法
【課題】射出成形機の射出成形に用いられる溶融樹脂の粘度測定及び粘度調整を自動的に行えるようにする。
【解決手段】成形品を成形する自動運転を行っているときに、ショット数カウント手段17が射出ノズル3から溶融樹脂を射出するショット数をカウントし、カウントされたショット数が予め設定した所定数値に達すると、射出ノズル3から射出された溶融樹脂の粘度が自動的に算出され、算出された溶融樹脂の粘度が所定の樹脂粘度の範囲に収まっていないときには、温度調節手段15により加熱ヒータ10の設定温度の変更がなされ、溶融樹脂の粘度が所定の樹脂粘度に収まるように調整され、その後に、成形品の成形を繰り返し行う自動運転が再び開始される。よって、射出成形機により成形品を連続的に製造する自動運転途中に、溶融樹脂の粘度測定及び粘度調整を自動的に行うことができる。
(もっと読む)
ガス測定装置ならびに成形品の製造装置および製造方法
【課題】射出成形等において、金型内に充填された合成樹脂から発生するガスおよび揮発性物質に起因する不具合を安定して抑制し、生産性を高める。
【解決手段】成形用金型10のキャビティ14と連通する配管21と、ガスを真空排気する真空排気手段27と、排気するガス中に含まれる揮発性物質を捕集するフィルタ22とを有する、成形用金型10のキャビティ14内で合成樹脂から発生するガス中の揮発性物質量を測定するガス測定装置20。また、成形用金型10とガス測定装置20を具備する成形品の製造装置1。また、製造装置1を用いた成形品の製造方法。
(もっと読む)
射出成形方法
【課題】成形材料、特に粉体を多く含む成形材料を直接投入成形法によって射出成形装置に直接投入した場合の詰まり、混練不足を解消する。
【解決手段】射出成形装置のシリンダ内に供給された成形材料をシリンダ14先端部に貯蔵すると共に、スクリュー16が計量設定位置まで後退した後にスクリューの回転を停止する射出成形方法において、計量工程では、背圧を所定値に設定しスクリュー回転数を50rpm以上300rpm以下の範囲の一定回転数に設定すると共に、スクリュー回転数の材料送り能力に合わせて成形材料を投入口から自重でシリンダ内に充満供給するノーマル供給方法での計量時間をSN秒とした場合に、シリンダ14内に供給する成形材料の供給速度を、SNの2倍秒以上180秒以下の計量時間になるように調整することを含み、これにより、計量時間をスクリューの回転数及び背圧設定値とは無関係に制御する。
(もっと読む)
成形機の作動油昇温方法
【課題】 昇温効率の低下を回避して昇温時間の短縮及び省エネルギ性向上を図るとともに、設定(入力)に伴う煩わしさを解消する。
【解決手段】 作動油の温度が目標温度Thsよりも低いときに、油圧ポンプ3を作動させるとともに、この油圧ポンプ3から吐出する作動油を、少なくとも配油管部L…よりも流動抵抗が大きくなる特定の流路部Lsを通過させることにより発熱させて作動油の昇温を行う成形機Mの作動油昇温方法であって、油圧ポンプ3に、駆動モータ2の回転数を可変制御して作動油の少なくとも吐出流量を制御可能な可変吐出型油圧ポンプ3sを使用するとともに、予め、駆動モータ2に対して目標負荷量Trsを設定し、作動油の昇温時に、作動油の温度が目標温度Thsに達するまで、駆動モータ2の負荷量が目標負荷量Trsになるように、駆動モータ2の回転数を可変制御する。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
成形体の製造方法及びブリスター発生を抑制する方法
【課題】使用する液晶性樹脂組成物の種類によらず、ブリスターの発生を抑えることができるとともに、成形体の生産性を限界近くまで高めることができる成形体の製造方法及びブリスターの発生を抑制する方法を提供する。
【解決手段】所定の成形条件で液晶性樹脂組成物を射出成形した場合に、ブリスターが発生しない最大の射出容量(Vcmax)と、スプルーの出口径とノズルの出口径との比(φs/φn)と、の関係を所定の形式の関数(Vcmax=f(φs/φn))で導出し、Vcmax<f(φs/φn)を満たす条件で液晶性樹脂組成物を射出成形する。
(もっと読む)
光走査装置、画像形成装置、及び、プラスチックレンズの製造方法
【課題】 光走査装置の結像光学系に用いられるプラスチックレンズであって、該プラスチックレンズの副走査方向の外形寸法aと光線透過方向のレンズ厚bとがa/b>1を満足するプラスチックレンズにおいて、転写面以外の一部に凹部である不完全転写部を設ける場合に、プラスチックレンズの歪みを著しく低減し、副走査方向のバラツキを著しく低減させる。
【解決手段】 2つの転写面以外の対向する両側の側面に、凹部である不完全転写部が設けられており、対向する両側の側面に設けられている各不完全転写部の凹部の深さd1(x),d2(x)の偏差|d1(x)―d2(x)|が、各主走査方向位置xにおいて、副走査方向の外形寸法aの5%以下となるように設定されている。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】小型の電子部品12を薄型の樹脂パッケージ17内に封止成形する場合において、成形キャビティ16内における樹脂未充填状態の発生を防止すると共に、成形キャビティ16内の溶融樹脂材料141 に対して適正な樹脂圧を加え且つ均等厚みTの薄型樹脂パッケージ17を高精度に成形することができる電子部品の樹脂封止成形方法とその装置を提供する。
【解決手段】成形キャビティ16内への樹脂充填時にキャビティブロック602 を後退移動してキャビティ容量を増加することにより成形キャビティ16内への樹脂充填作用をスムーズに行う。また、薄型樹脂パッケージ17の成形時にはキャビティブロック602 を前進移動させ且つ該キャビティブロックの移動位置を高精度に制御することにより成形キャビティ16内の溶融樹脂材料141 に適正な樹脂圧を加えると共に、小型の電子部品12を均等厚みTの薄型樹脂パッケージ17内に封止成形する。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
ダイカストマシンにおける射出シリンダの油圧回路
【課題】単位時間当たりに射出シリンダに供給できる圧油の量を減少させることなく、切替弁が破損するのを回避できる油圧回路を提供する。
【解決手段】圧油供給路30と、圧油排出路32と、パイロット圧油室36aに圧油が充填されたときは圧油供給路30を閉じ、圧油が排出されたときは開く主ロジック弁36と、パイロット圧油排出路38と、主ロジック弁36よりも容積の小さいパイロット圧油室40aを備え、パイロット圧油室40aに圧油が充填されたときはパイロット圧油排出路38を閉じ、圧油が排出されたときは開く従ロジック弁40と、パイロット圧油室40aに圧油を供給するパイロット圧油供給路42と、「パイロット圧油供給状態」および「パイロット圧油排出状態」を切り替える切替弁44と、パイロット圧油供給42およびパイロット圧油排出路38の間を連通する連通路46と、チェックバルブ47とで油圧回路10を構成することで上記課題を解決できる。
(もっと読む)
射出シリンダ性能測定装置
【課題】 実際に溶湯を鋳造型内に射出する際にピストンロッドに付与される負荷状態をより忠実に再現できる射出シリンダ性能測定装置を提供する。
【解決手段】 射出シリンダ性能測定装置10は、プランジャ30と横シリンダ26と作動液体29とサーボ弁16を備える。プランジャ30の後端部30bには、射出シリンダのピストンロッド50が接続される。横シリンダ26には、プランジャ30が進退可能に挿入されている。横シリンダ26には、プランジャ30の前進移動に伴って体積が減少する作動室27が形成されている。作動室27には、開口22が形成されている。作動液体29は、作動室27に充填される。サーボ弁16は、横シリンダ26の開口22を通過する作動液体29の通過抵抗を調節する。
(もっと読む)
成形機
【課題】金型の加熱冷却タイミングを最適化でき、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】開閉可能に構成された金型1と、金型1を開閉動作させる金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置4と、金型1に冷却媒体を供給する冷却媒体供給装置5と、金型1に供給される加熱媒体の断続及び冷却媒体の断続を行うバルブコントロールユニット6と、制御装置7と、制御装置7に付設された入力装置8及び表示装置9とを備える。表示装置9に、1サイクル毎の金型温度変化、型開閉速度変化、射出圧力変化及び射出速度変化を同時に表示する。
(もっと読む)
プリプラ式射出成形機
【課題】構成が簡単で安価に実施でき、かつ成形材料の滞留を抑制できて高品質の成形品を高能率に成形可能なプリプラ式射出成形機を提供する。
【解決手段】成形材料の可塑化及び混練を行う可塑化部1と、可塑化部1で可塑化及び混練された成形材料を金型キャビティ31内に射出する射出部2と、可塑化部1の可塑化室15と射出部3の射出室27とを連通する成形材料通路4と、可塑化部1及び射出部2の駆動を制御する制御部5とを備えてプリプラ式射出成形機を構成する。制御部5は、金型キャビティ31内への可塑化材料の射出が完了した後、射出プランジャ22を成形材料通路4が開放される位置まで後退して、可塑化室15から射出室27内への成形材料の供給を行い、射出室27内に成形材料が満たされた後、射出プランジャ22を所定の前進位置まで前進して、成形材料の計量と射出とを行う
(もっと読む)
金型および光学用平板部材の製造方法
【課題】光学性能に優れた光学用平板部材(光拡散板や導光板等)を効率よく成形できる金型を提供する。
【解決手段】キャビティ面11Aを有するコアプレート11と、コアプレート11に形成された挿嵌孔11Bに挿嵌され、キャビティ面11Aに連通するゲート12を有するゲートブッシュ100と、ゲートブッシュ100に保持され、ゲート12を介して溶融樹脂を供給するホットランナー300と、コアプレート温度検出手段114と、ゲートブッシュ温度検出手段112と、コアプレート温調手段520と、ゲートブッシュ温調手段530と、ゲートブッシュ温度検出手段112により検出された温度をTbuとし、コアプレート温度検出手段114により検出された温度をTcaとして、−20℃≦Tbu−Tca≦15℃の範囲内となるように、コアプレート温調手段520およびゲートブッシュ温調手段530を制御する制御手段500とを備えている。
(もっと読む)
樹脂射出装置、樹脂射出方法、樹脂射出プログラム及び記録媒体
【課題】封止金型のキャビティ内に樹脂を射出する複数本のプランジャの変位を検出し、計測を行うことで異常状態の検出を可能とする樹脂射出装置等を提供する。
【解決手段】駆動部18と駆動部18と独立に駆動することができるスプリング12によって駆動する複数のプランジャ6A等の変位を、変位センサ13及びセンサ反射板14によって検出する。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型開き状態においてプラスチック成形品の形状に応じてプラスチック成形品をバランス良く冷却して成形サイクルの短縮と成形品質の向上を図る。
【解決手段】本発明の射出成形装置1は、可動型3または固定型4の一方に、他方の型の分割面側に向かって冷媒Bを送出可能な冷媒導入流路9を備え、冷媒導入流路9は、可動型3と固定型4が型開き状態にあるとき、前記他方の型に保持される射出成形品の冷却速度が遅い部位26の少なくとも一部に対して直接、冷媒が作用するように構成されていることを特徴とする。
(もっと読む)
成形機の射出装置
【課題】成形材料の射出と成形材料の増圧との双方をモータの駆動力により行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、射出プランジャ5に固定されたシリンダロッド23、シリンダロッド23が固定された前側ピストン25、及び、前側ピストン25のヘッド側の第2シリンダ室C2の作動液を加圧可能な後側ピストン27を有するシリンダ装置11と、第1モータ13と、第3モータ19と、第2シリンダ室C2に連通されるタンク61と、第3モータ19の駆動力によりシリンダロッド23がキャビティCa側へ前進しているときにタンク61から第2シリンダ室C2への作動液の流れを許容し、第3モータ19の駆動力により後側ピストン27が第2シリンダ室C2の作動液を加圧しているときに第2シリンダ室からタンク61への作動液の流れを阻止するプレフィルバルブ65と、を有する。
(もっと読む)
1 - 20 / 51
[ Back to top ]