
Fターム[4F206AR18]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 溶融状態 (35)
Fターム[4F206AR18]に分類される特許
21 - 35 / 35
ポリプロピレン樹脂組成物およびその射出成形体
【課題】耐熱性、ロックウェル硬度および延性に優れるポリプロピレン樹脂組成物およびそれからなる射出成形体を提供する。
【解決手段】メルトフローレートが2〜90g/10分であるプロピレン単独重合体またはプロピレン共重合体86〜95重量%と、密度が0.885〜0.850g/cm3であり、メルトフローレートが1〜50g/10分であるプロピレンとα−オレフィンから選ばれるオレフィンと、エチレンとの共重合体)5〜14重量%とを含有する樹脂混合物100重量部と、造核剤0.03〜2重量部とを含むポリプロピレン樹脂組成物およびその射出成形体。
(もっと読む)
剪断流動発生部付き射出金型装置
本発明は、剪断流動発生部付き射出金型装置に関する。これは、所定ピグメントが混合された溶融樹脂が満たされる内部空間を備えた射出金型と、前記射出金型に設けられて、その一部が前記内部空間に露出し、内部空間に注入される溶融樹脂に接して、外部動力を印加されて動作し、その表面に接している溶融樹脂を粘性で剪断流動させることによって、溶融樹脂内のピグメント位置を調節する剪断力発生部と、前記剪断力発生部を動作させる駆動部、を含むことを特徴とする。上記のような本発明の射出金型装置は、射出金型内部のウェルドライン(Weld line)発生区域に位置した溶融樹脂内に、粘性流動を生じることによって、当該区域の溶融樹脂内に混合されているピグメントの位置を調節することができるため、ウェルドライン周辺におけるピグメントの配向不良及び含量不足による問題を解決し、高品質の成型品を制作することができる。 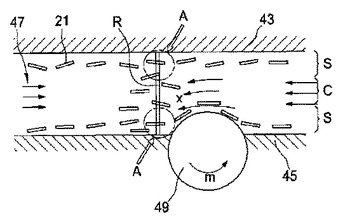 (もっと読む)
(もっと読む)
射出成形用エチレン−α−オレフィン共重合体組成物および成形体
【課題】透明性に優れた射出成形体が得られる射出成形用エチレン−α−オレフィン共重合体組成物を提供する。
【解決手段】エチレンから誘導される構成単位と炭素原子数3〜20のα−オレフィンから誘導される構成単位とを含むエチレン−α−オレフィン共重合体であって、特定の要件(1)および(2)を満たすエチレン−α−オレフィン共重合体〔A〕99〜1(wt%)と、エチレンから誘導される構成単位と炭素原子数3〜20のα−オレフィンから誘導される構成単位とを含み、前記エチレン−α−オレフィン共重合体〔A〕とは異なるエチレン−α−オレフィン共重合体〔B〕1〜99(wt%)からなる射出成形用エチレン−α−オレフィン共重合体組成物。
(もっと読む)
射出成形体の製造方法
【課題】熱可塑性樹脂の射出成形品の特性を低下させることなく、射出成形性、特に離型性や流動性を向上させ、薄肉成形や精密成形が可能な熱可塑性樹脂の射出成形方法を提供すること。
【解決手段】本発明の射出成形体の製造方法は、熱可塑性樹脂とポリオレフィンワックスとを含み、かつ、厚さ1mm、幅10mmのスパイラルフロー金型を用いて、下記式
Tr=3/4×Tm+100
(式中、Tmは熱可塑性樹脂の融解温度(℃)を示す)
により求められる樹脂温度Tr、金型温度40℃の条件で測定した、前記ポリオレフィンワックスを含む場合の流動長Lと前記ポリオレフィンワックスを含まない場合の流動長L0との比がL/L0≧1.05である混合物を、射出成形することを特徴とする。
(もっと読む)
射出成形装置に用いられる溶融物再流通部材
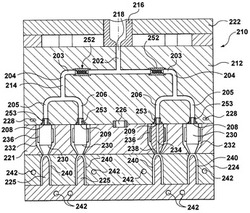
【課題】複数のホットランナノズルに連通するマニホルド溶融チャンネルを有するような射出成形装置において、マニホルド内に溶融物再流通部材を配置し、マニホルドチャンネルに沿って溶融物が流れる間に発生する不均一なせん断圧力の性能の均一化を図る事が可能な射出成形装置を提供する。
【解決手段】溶融物再流通部材252は、マニホルド212内の螺旋状の溶融通路部分を備えている。流入する溶融物は、溶融物再流通部材252のテーパ部分の入り口により圧力が上昇し、樹脂通路の断面中央部では溶融物が大きな速度で流れ、断面外側部分は、螺旋状の通路を溶融物が流れ、何度も方向が変えられ、樹脂通路の断面中央部を流れる溶融物と部分的に混合する。このことにより、溶融物再流通部材の出口において、せん断圧力の性能が当該再流通部材の入口よりもより均一化される。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体

【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
複数の流路のビーム要素によるモデル化支援方法、モデル化支援装置、モデル化支援プログラムおよびモデル化支援プログラムを記録した記録媒体
【課題】 精度が良くかつ短時間で樹脂流動解析を行なうことができる複数の流路のビーム要素によるモデル化を支援するモデル化支援方法、モデル化支援装置、モデル化支援プログラムおよびモデル化支援プログラムが記録された記録媒体を提供する。
【解決手段】 第1ランナシステム作成部23は、金型のCADデータに基づいて、スプル42、直ランナ43および曲がりランナ44を含むランナシステム41のソリッド要素によるモデルを作成する。樹脂流動解析部26は、ソリッド要素によるランナシステム41のモデルを用いて有限要素法によって樹脂流動解析を行う。ランナ径換算部34は、樹脂流動解析部26の解析結果に基づいて、直ランナ43および曲がりランナ44の仮想的な径の長さを算出する。ビーム要素ランナ径変更部36は、直ランナ43および曲がりランナ44の仮想的な径の長さに基づいて、ランナシステム41のビーム要素によるモデルを作成する。
(もっと読む)
シミュレーション方法、シミュレーション装置、プログラムおよび記憶媒体
【課題】薄肉成形品の収縮率、寸法、そり量を正確に予測することができるシミュレーション方法を提供する。
【解決手段】中央処理装置1は、薄肉成形品の三次元シェル要素でメッシュ分割された三次元シェル形状モデルを取得し、流動、保圧、冷却解析を行う(ステップS11〜S13)。そして、中央処理装置1は、流動、保圧、冷却解析によって得られた収縮開始時点の温度、圧力、せん断力を取得し、これらを初期値とし、板厚方向に多層に要素分割されているメッシュモデルを用いて樹脂の粘弾性率を考慮した熱収縮シミュレーションを行うことにより、前記薄肉成形品の各部の収縮率を予測する(ステップS14〜S17)。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】 ポリプロピレン系樹脂組成物の特徴を損なうことなく、樹脂組成物中の揮発性有機化合物を低減し、かつ高発泡倍率であるがために軽量性、剛性に優れる発泡成形体を提供する。
【解決手段】 メルトフローレートが0.1g/10分以上50g/10分未満、メルトテンションが2cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂からなるポリプロピレン系樹脂射出発泡成形体であって、該ポリプロピレン系樹脂射出発泡成形体から発生する揮発性有機化合物のうち、トルエン・キシレン・エチルベンゼンの総放散濃度が700μg/m3以下であることを特徴とするポリプロピレン系樹脂射出発泡成形体。
(もっと読む)
ポリカーボネートを超臨界流体で処理する方法
実質的に耐化学性が増大した部品となるポリカーボネートから成形部品を製造する方法。この方法は、少なくとも1つのキャビティを有する鋳型を提供する工程を含むものであり、鋳型は、キャビティに近接する領域に冷却手段を有している。溶融ポリカーボネートを超臨界流体と混合して混合物を形成する。この混合物を鋳型に注入する間に、冷却手段を用いてキャビティを冷却し、その温度を150°F以下とする。流体圧力が短時間冷却部で保持されると、耐化学性がさらに改善される。 (もっと読む)
樹脂成形品の設計支援装置および方法
【課題】熱硬化樹脂を用いた樹脂成形品の強度を精度よく予測する。
【解決手段】流動解析部13は、3次元流動解析に用いる第1の3次元ソリッド要素毎に、熱硬化性樹脂の熱硬化時の弾性率と歪み成分を算出する。残留歪み(応力)推定部14は、3次元強度解析に用いる第2の3次元ソリッド要素各々および第1の3次元ソリッド要素各々の対応関係と、流動解析部13により第1の3次元ソリッド要素毎に求めた弾性率および歪み成分とを用いて、第2の3次元ソリッド要素各々に、弾性率および歪み成分を設定し、第2の3次元ソリッド要素各々の熱収縮後の残留歪みを計算する。強度解析部15は、第2の3次元ソリッド要素各々に、残留歪み(応力)推定部14により求めた残留歪み(応力)を設定して、樹脂成形品の強度を解析する。
(もっと読む)
ハイブリッドモデルを使用してプロセスシミュレーションを行うための装置および方法
本発明は、ハイブリッド・モデルを使用してプロセス・シミュレーションおよび構造解析を実行するための装置および方法を提供する。例えば、本発明の方法は、プラスチック部品または金型空洞の表現を、簡略化した解析を実行できる部位とより複雑な解析が必要とされる部位という2つの部位へと分割することによって、ハイブリッド・ソリューション・ドメインを自動的に定める。この方法は、部品または金型の表面を記述する任意の形式のCADデータを、入力として使用することができる。さらに本発明は、ハイブリッド・ソリューション・ドメインを自動的に生成し、このドメインを自動的に切り分け、さらにこのソリューション・ドメイン内のプロセス変数の分布を解くことによって、金型空洞内の流体の流れをシミュレートするための方法を提供する。 (もっと読む)
ポリエチレン系樹脂製射出成形体
【課題】高剛性でかつ高衝撃特性を有し、その成形においても優れた流動性を有しているポリエチレン系樹脂からなる射出成形体を得る。
【解決手段】下記(A)〜(D)の要件を満たすポリエチレン系樹脂を射出成形する。(A)密度が890kg/m3以上980kg/m3以下、(B)炭素数6以上の長鎖分岐数が1,000個の炭素原子当たり0.01個以上3個以下、(C)式(1)と式(2)を共に満たし、 MS190>22×MFR−0.88 (1) MS160>110−110×log(MFR) (2)(D)示差走査型熱量計による昇温測定において得られる吸熱曲線のピークが一つである。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】積層構造体を一部に含む内装部品であって、製品の軽量化を図るとともに、発泡樹脂基材の成形性能を高める。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、高温に加熱軟化処理した発泡樹脂シートSの一面側には、ドローダウンを抑制するドローダウン抑制層24が一体化されているため、高温に発泡樹脂シートSを加熱処理しても扱い易く、かつ成形金型40へのセット時、垂れ下がることがないため、発泡樹脂基材21の成形性を高めるとともに、加熱工程を廃止した加飾材23を発泡樹脂シートSと重ね合わせて発泡樹脂シートSの余熱により加飾材23を軟化させて一体成形する。
(もっと読む)
射出成形用熱可塑性エラストマー組成物
【課題】柔軟性、成形性等の物性を損なうことなく、機械的強度や熱融着強度に優れるとともに、射出時のダイスウェル比を大きくし、かつ軟化剤のブリードの少ない射出成形用熱可塑性エラストマー組成物の提供。
【解決手段】(a)芳香族ビニル化合物を主体とする重合体ブロックAの少なくとも1個と、共役ジエン化合物を主体とする重合体ブロックBの少なくとも1個とからなるブロック共重合体、その水添ブロック共重合体、及び共役ジエン化合物ブロック共重合体の水素添加物からなる群から選ばれる少なくとも一つのブロック共重合体100重量部、(b)結晶性プロピレン系重合体部(70〜10重量%)と非結晶性プロピレン・α−オレフィン共重合体部(30〜90重量%)からなるプロピレン系ブロック共重合体5〜1000重量部を含有し、かつダイスウェル比が1.2倍以上であることを特徴とする射出成形用熱可塑性エラストマー組成物。
(もっと読む)
21 - 35 / 35
[ Back to top ]