
Fターム[4F206JA05]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 中空射出成形 (70)
Fターム[4F206JA05]に分類される特許
41 - 60 / 70
射出成形工法に用いられるガス注入用ノズル装置

【課題】横長状中空成形体の肉厚を横断面形全体において略均等な状態に形成させる。
【解決手段】高圧ガスを噴射させるノズル装置7の噴射口15の方向を横長状キャビティ空間部の長手方向に合せる。ノズル装置7をネジ止め機構38等を介して固定されるとともにガスの流動が可能なように形成される中空部35を有するベース部3と、ベース部3に対して上方向へ延伸するように形成されるとともに本ベース部3に設けられた中空部35に連通する中空部25を有する形態からなる軸部2と、軸部2の上端部21のところに設けられるものであって軸部2に形成された中空部25に連通して溶融合成樹脂材10中へガスを噴出させるように形成されるとともに、ガスの噴出方向を上下方向並びに平面視において左右方向へ調整することのできるように形成された開口部からなる噴出口15を有するノズルヘッド1と、からなるようにする。
(もっと読む)
射出成形機による成形品の成形方法

【課題】成形品を高効率で成形する方法を提供する。
【解決手段】酸素濃度の低下雰囲気下でスクリュ14を比較的高速で回転させて原料5を可塑化して得た溶融材料15を金型17へ射出充填する途中又はその後に、前記金型17内の前記溶融材料15の流路へ加圧ガスを注入して成形サイクル時間を短縮する。そして、前記可塑化に要する時間は、前記成形品の冷却時間の80〜120%であるとともに、前記加圧ガスが注入される前記溶融材料15の流路は、前記成形品23のリブ21又は厚肉部22であって、その肉厚が1.6〜4mmである。
(もっと読む)
中空部を有する成形品の射出成形方法、及び、金型組立体
【課題】中空部を有する成形品を成形するに際して、中空部の形成のために必要とされる加圧用流体を確実に注入することを可能とする金型組立体を提供する。
【解決手段】金型組立体は、金型と、加圧用流体注入手段20と、加圧用流体供給装置40を備えており、加圧用流体供給装置40は、加圧用流体供給源41、加圧用流体供給弁43、第1流路42、第2流路44、キャビティ13内の溶融熱可塑性樹脂内に注入される加圧用流体の圧力を測定するための圧力センサー45、並びに、第1流路及び/又は第2流路の途中に配置され、第1流路及び第2流路内を流れる加圧用流体の流量を制御するための流量制御手段46から構成されている。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 金型装置に対する射出装置の数を減少させて射出成形機の製造コストを抑えても、生産効率を追求することができる射出成形機および射出成形機の制御方法を提供する。
【解決手段】 射出装置12の数より金型装置27の数の方が多く配設された射出成形機11において、キャビティ52に溶融樹脂を射出開始後にキャビティ52にガスまたは液体のいずれかの流体を注入する流体供給機構53と、金型装置27のキャビティ52と樹脂注入孔51bとの間の樹脂通路92を閉塞する閉塞機構96と、樹脂通路92閉塞後に金型装置27または射出装置12の少なくとも一方を移動させ射出装置12を別の金型装置27に対してノズルタッチさせる移動機構17とが備えられている。
(もっと読む)
成形品及びその射出成形方法
【課題】着色状態に変化が生じることがなく、使用が困難であった染料を用いることを可能とする、中空部が形成された成形品の射出成形方法を提供する。
【解決手段】成形品の射出成形方法は、第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13、加圧用流体注入手段20を備えた金型組立体を用い、溶融樹脂射出部14からキャビティ13内に溶融熱可塑性樹脂を射出してキャビティ内の一部を溶融熱可塑性樹脂で充填した後、染料を含んだ超臨界状態の加圧用流体を加圧用流体注入手段20からキャビティ13内の溶融熱可塑性樹脂に注入して中空部を形成し、且つ、中空部から溶融熱可塑性樹脂の内部に向かって染料を含んだ超臨界状態の加圧用流体を浸透させ、以て、透明な熱可塑性樹脂から成り、中空部が形成され、中空部から内部に向かって染料によって染色された染色層を有する成形品を得る。
(もっと読む)
プラスチック成形品の射出成形方法とその成形品。
【課題】プラスチック成形品の周縁部に安全上丸みを設けることを必要とするが、外観上問題となるヒケが生ずる。
【解決手段】ガスアシストによる射出成形法を採用することにより周縁部の丸みについてヒケを生ずることなく成形することができる。ガスアシストによる丸みの内部の空洞の長さは成形条件により300mmでも可能である。また周縁部が複雑な形状や不連続な丸みについてはそれぞれにガス注入口を設け独立した中空を形成し、ヒケを防止することも可能である。
(もっと読む)
ヒケ防止成形金型装置
【課題】樹脂成形品のヒケを確実に防止することが可能なヒケ防止成形金型装置の提供を目的とする。
【解決手段】本発明のヒケ防止成形金型10によれば、筒形ボス33の内部を成形する成形パイプ15の先端面15Sを、その軸方向に対して斜めに傾斜させてキャビティ13の意匠面成形面11A(詳細には、意匠面成形面11Aのうち成形パイプ15の軸線の延長線上に位置する成形面13A)と略平行な平坦面で構成したので、樹脂カバー30のうち、筒形ボス33が突出した部分の板状壁部の肉厚をほぼ均一とすることができる。即ち、従来のように筒形ボス33の基端部に部分的な厚肉部が形成されないので、樹脂カバー30の意匠面31におけるヒケを確実に防止することができ、外観品質が向上する。
(もっと読む)
樹脂メッキ部品付き中空樹脂成形品の製造方法、及びその中空樹脂成形品
【課題】
表面にメッキ処理がされた樹脂メッキ部品のメッキ処理部分を損傷させることなく、インサート成形できるようにすることである。
【解決手段】
予め、表面にメッキ処理がされたメッキモール4を、成形型Sのキャビティ9にインサートさせた状態で上下の各型11,13を型閉じし、樹脂流路14を介してキャビティ9に溶融樹脂Aを射出し(溶融樹脂射出工程)、溶融樹脂Aがキャビティ9の過半部を占める程度まで射出された後、ガス流路16を介してガスを高圧で注入し(ガスインジェクション工程)、溶融樹脂Aを膨出させて中空部Vを形成する。
(もっと読む)
直ボス成形法とその成形品
【課題】本発明の解決しようとする問題点は、樹脂射出成形法において製品外観裏面にボス部を設けた場合、その部分のヒケを防止するためにボス根元部の肉厚を薄くする必要からスライド構造を持つ「箱ボス」構造が必須である点にある。さらにボス部はその折曲げ強度が弱くボス部にビス等をねじ込んで組み立ててもボス部の根元部が破損しやすい点である。
【解決手段】本発明は、鋳抜きピンとガスアシスト成形法とを用いヒケや湯ジワがなく折り曲げ強度の強いすなわち抗折性ボス部を成形することを特徴とする。さらにガスアシスト法を採用しボス部根元部にRをつけたりリブをつけたりすることにより抗折性を上げるものである。
(もっと読む)
内部に液体流路を有する成形品の製造方法および成形品
【課題】 インク漏れのないインク容器固定部材の製造方法を提供する。
【解決手段】1次成形により、インク容器固定部材の底板の方に2次成形用の溶融樹脂が充填される凹溝を、補助板の方にインク流路が構成される凹溝をそれぞれ成形し、底板と補助板とを整合させて凹溝により構成される樹脂流路(1)に2次成形用の溶融樹脂を充填して底板と補助板とを融着してインク流路を成形するとき、樹脂流路(1)に可動堰(2)を挿入して樹脂流路(1)を一時的に阻止面(5)により閉鎖し、可動堰(2)の阻止面(5)の近傍(10)から2次成形用の溶融樹脂を射出し、射出する溶融樹脂が可動堰(2)の作用面(6)に達すると、その圧力により可動堰(6)を退避させ、退避した跡にも充填し、連続した閉断面形状の樹脂流路(1)を一方向から実質的に完全に充填してインク流路を形成する。
(もっと読む)
ガスインジェクション成形方法及び装置
【課題】成形サイクルが長くなる点、薄肉部が他の部分と比べ早く硬化し易いことに起因する強度的な問題を解決しガスの注入部分への制御の難しさ等による大型成形の薄肉成形に対する限界があるという点、金型微細部の汚れ、詰りの清掃等の点を含む諸問題を解決する。
【解決手段】本発明の成形方法は、ガスインジェクション成形方法に於いて、金型に樹脂を射出する以前に金型内を真空状態にし、その後、前記金型に樹脂の射出を行い、更に、樹脂を射出した後、該樹脂内に高圧ガスを注入する。また成形装置は、金型3と、真空貯め容器2と、金型と真空貯め容器とを接続する配管11と、配管11に設けられた真空弁10と、高圧貯め容器5と、金型3と高圧貯め容器とを接続する配管28と、配管28に設けられた注入弁8及び排出弁9とを有する。
(もっと読む)
固相重合を使用せずに製造されたコ−ポリエステル包装樹脂、粘度変動を少なくしたコ−ポリエステル樹脂の加工方法、およびその方法により製造された容器および他の製品
固相重合を使用せずに製造されたコ−ポリエステル包装樹脂、粘度変動を少なくしたコ−ポリエステル樹脂の処理方法、およびその方法により製造された容器および他の製品を提供する。ポリエステル重合体の固有粘度を0.025 dL/gより大きく下げずに、ポリエステル組成物を加工する方法、例えばPET樹脂を射出成形してビンプリフォームを形成し、そのビンプリフォームから容器を吹込成形する。 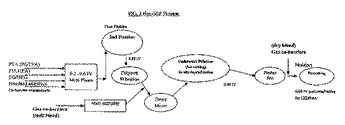 (もっと読む)
(もっと読む)
加圧ガス導入装置、及び、中空部を有する成形品の射出成形方法
【課題】中空部の形成のために必要とされる一定圧力の加圧ガスを確実に導入することを可能にし、しかも、簡素な構造を有する加圧ガス導入装置を提供する。
【解決手段】加圧ガス導入装置は、加圧ガス供給源10と、加圧ガス計量部20と、加圧ガス供給源10から加圧ガス計量部20に加圧ガスを供給するための第1加圧ガス供給路30と、加圧ガス計量部20から金型に設けられたキャビティ内の溶融樹脂内に加圧ガスを導入するための第2加圧ガス供給路32と、加圧ガス計量部20と第1加圧ガス供給路30との間に配置された加圧ガス供給弁31と、加圧ガス計量部20と第2加圧ガス供給路32との間に配置された加圧ガス排出制御弁33から構成され、加圧ガス計量部20は配管から成る。
(もっと読む)
樹脂製キャビネット、及び薄型表示装置用キャビネット
【課題】 液晶テレビなどの薄型表示装置を構成するキャビネット内面に該キャビネットと一体に成形されたボスの強度向上および該ボスの配設位置に対応する該キャビネットの反対面である外観面に発生するヒケ防止手段を提供する。
【解決手段】 熱可塑性樹脂の成形加工により形成された薄型表示装置用キャビネット2のスピーカパネル部2a背面に形成されたボス11および12に取り付けられた端子板ユニット14の端子14aや14bへのケーブルプラグ挿抜時には大きな挿抜応力が加えられるため、該応力と平行方向にガスアシスト成形加工による補強用リブ10を該スピーカパネル2aに形成すると共にガスアシスト成形部13を該ボス11下部の根元の外半周位置に巻回するように形成する。
(もっと読む)
複合成形品の製造方法と製造装置
【課題】 本体部材とクッション部材との境界部で弾性ポリマー材料のはみ出しを抑えてバリの発生を防止すると共に、弾性ポリマー材料の射出圧力によって本体部材の中空部を囲む中空壁部が変形されたり、押し潰されたりすることを防止する。
【解決手段】 射出成形型70を閉じた後に、射出ゲート80から加熱して溶融した弾性ポリマー材料を成形キャビティ125における本体部材32の裏面側の両縁50、55の範囲内でかつ中空部35の内形縁に及ばない位置に射出して一方の成形キャビティ125に流入させると共に、弾性ポリマー材料の一部を連結流路130を介して他方の成形キャビティ120に流動させ夫々の成形キャビティ120、125に充填してクッション部材62、65を成形すると共に、クッション部材62、65を射出成形した弾性ポリマー材料の熱及び/又は圧力により本体部材32の両縁50、55に沿って一体的に接合する。
(もっと読む)
射出成形装置と射出成形方法
【課題】 成形品の非意匠面を成形する第2キャビティ面を構成するために入れ子を用いる場合でも、第2キャビティ面全体に加圧流体を行き渡らせて、成形品の意匠面を成形する第1キャビティ面に樹脂を押し当て、意匠面の成形を好適に行う射出成形技術を提供する。
【解決手段】 本発明の射出成形装置は、第1型と、第2型と、ゲートと、加圧流体注入手段を備える。第1型は第1キャビティ面を備える。第2型は第2キャビティ面を備え、第1型と組合せることでキャビティを形成する。第2型は第2キャビティ面に開口する注入口を備える。ゲートはキャビティに溶融樹脂を充填する。加圧流体注入手段は注入口を介してキャビティで成形される成形品の非意匠面に向かって加圧流体を注入する。第2型は複数の型から構成されており、第2キャビティ面を構成する複数の型はそれぞれが注入口を備えている。加圧流体注入手段は、それぞれの注入口から加圧流体を注入する。
(もっと読む)
合成樹脂製パレットの製造方法及び合成樹脂製パレットの製造装置
【課題】 内部が中空構造とされた合成樹脂製パレットを、安定かつ確実に製造できる合成樹脂製パレットの製造方法及び製造装置を提供する。
【解決手段】 内部が中空構造とされた合成樹脂製パレットの製造方法であって、合成樹脂製パレットの全体あるいは一部と略同形状のキャビティ11を備えた金型10には、開閉可能なバルブゲート21と、バルブゲート21が開口された部分に設けられた樹脂受け部17のキャビティ間隔tを変更する間隔変更手段34と、ガス注入手段とが備えられており、バルブゲート21を介して樹脂原料を供給した後に、バルブゲート21を閉止して金型10内にガスを注入し、前記ガスが樹脂受け部17に到達する前に、間隔変更手段34によって樹脂受け部17のキャビティ間隔tを小さくするようにしたことを特徴とする。
(もっと読む)
等速ジョイント用ブーツ、等速ジョイント用ブーツの製造方法、等速ジョイント用ブーツの製造装置
【課題】熱可塑性樹脂を効率良く二次成形空間(厚肉部成形空間、薄肉部成形空間、樹脂流通肉盛部成形空間)全体に万遍無く瞬時に行き渡らせて二次成形の加工性を高める。
【解決手段】ブーツ本体Pmの環状大径部P3は、ギヤハウジングの外周に嵌合する非回転対称を成す嵌合領域F1,F2を有し、当該嵌合領域の外側に二次成形された肉盛部は、肉厚が比較的厚い少なくとも1つの厚肉部T1と肉厚が比較的薄い少なくとも1つの薄肉部T2とから構成され、肉盛部の少なくとも厚肉部と薄肉部とが隣接する部分には、二次成形において溶融樹脂材料を流通させたことで成形された樹脂流通肉盛部(T3)が一体的に構成されており、当該樹脂流通肉盛部の最小肉厚tcは、薄肉部の肉厚tbよりも大きく設定されている。
(もっと読む)
再生熱可塑性樹脂成形品の製造方法
【課題】 本発明の課題は、熱可塑性樹脂をリサイクルする場合、射出成形機の設計や成形条件をリサイクルのたびに変更することなく、ひけ、ゆがみ、反り等の欠陥のない、更にリサイクルによる成形収縮率の変化に基づく寸法の良いリサイクル成形品を得ることにある。
【解決手段】 成形方法として、金型内の成形材料溶融物に圧力が及ぼされるガスアシスト法や発泡射出成形法を適用する。このような方法にあっては、成形材料溶融物は金型キャビティ内に良好に付き回ると共に、冷却収縮歪が成形品内部のガス孔や機構に吸収され、ひけ、ゆがみ、反り等の欠陥発生が防止され、かつリサイクルによる成形収縮性の変化が解消され、寸法の良い製品を得ることができる。
(もっと読む)
熱可塑性樹脂組成物
【課題】極めて優れた機械物性、成形性(厚肉成形性及び中空成形性)を有するとともに、色調外観および溶融滞留安定性に優れ、例えば、自動車部品材料、電気電子材料、産業資材、工業材料、家庭用品などの成形材料として好適に使用することのできる熱可塑性樹脂組成物の提供。
【解決手段】(A)ポリトリメチレンテレフタレート1〜99重量部とポリトリメチレンテレフタレート以外の(B)ポリアルキレンテレフタレート99〜1重量部を含む熱可塑性樹脂組成物であって、該熱可塑性樹脂組成物の溶融滞留安定性が下記i)及びii)の条件を満たす、上記熱可塑性樹脂組成物。i)(A)成分の融点(Tm)の平均低下速度が0.1℃/min以下ii)結晶化温度(Tc)の平均低下速度が0.5℃/min以下。
(もっと読む)
41 - 60 / 70
[ Back to top ]