
Fターム[4F206JB28]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多色(異色)物品の製造 (665)
Fターム[4F206JB28]に分類される特許
201 - 220 / 665
2色成形用金型、2色成形品、および2色成形品の製造方法

【課題】2色成形品の第1層と第2層とが剥離しにくい2色成形用金型を提供する。
【解決手段】2色成形用金型1は、コアブロック18と、1次成形時にコアブロック18に組み合わされ、コアブロック18との間に2色成形品2の第1層4が成形される第1の空間21を空ける第1のキャビティブロック15と、2次成形時にコアブロック18に組み合わされ、第1層4との間に2色成形品2の第2層5が成形される第2の空間22を空ける第2のキャビティブロック16と、コアブロックに18設けられ、1次成形時に第1の空間21の端部21aに面するとともに、2次成形時に第2のキャビティブロック16から離れる方向に向いて移動し、第1層4の端部4aとの間に第2の空間22に繋がる第3の空間25を形成する可動入れ子23とを具備する。
(もっと読む)
エラストマ成形品及びエラストマ成形品製造装置、並びに外装ケース

【課題】防水部材本体における防水性能を高く確保する。
【解決手段】防水部材20が、エラストマにより成形された防水部材本体22と、防水部材本体22と一体的に成形され、防水部材本体22のうち、他の部材(他の外装カバー)と接触する面以外の部分から突出し、防水部材本体22と他の部材との間には位置しないガス抜き形状24a〜24dと、を備えているので、ガス抜き形状24a〜24d部分にガスが溜まることにより、防水部材本体22へのショートショットの発生を抑制することができる。また、ガスベントを用いてガス抜きをする場合のように、防水部材本体22自体にバリが発生するのを防止することができる。
(もっと読む)
合成樹脂製厚肉成形品
【課題】 本発明は、PCTG樹脂とPCTA樹脂による三重壁以上の多重壁を有する透明な厚肉射出成形品において、成形品内部での白化や、金型面における樹脂の流動挙動に起因するフローマークの発生のない、成形品全体として表面性状および透明性を高品位に現出可能な多重壁に係る構成を創出することを技術的課題とするものである。
【解決手段】 複数回の射出成形により、内側層と少なくとも一つの中間層と外側層からなる多重壁構造を有し、有底筒状で、底部底面の中央部に対向して配設されるピンゲートから溶融樹脂を射出して成形される厚肉射出成形品において、第1次の射出成形により成形される内側層はPCTA樹脂製、第2次以降の射出成形により成形される中間層と外側層はPCTG樹脂製若しくはPCTG樹脂とPCTA樹脂のブレンド樹脂製とする。
(もっと読む)
樹脂製品の成型方法及び樹脂製品
【課題】濃淡模様の形成を低コストで行うことを可能とする。
【解決手段】第1の金型1とコア型2とを組み合わせて成型品3を射出成形する1次成形工程S1と、成型品3を第2の金型4に移し、第2の金型4と成型品3との間における、成型品3上に形成すべき濃淡模様に応じた厚みで形成されたキャビティ5に、厚みで濃淡が変わる塗料組成物を含む融解樹脂を充填して2次成形を行う2次成形工程S2と、を含む樹脂製品の成型方法である。
(もっと読む)
金属合金と熱硬化性樹脂の複合体及びその製造方法
【課題】金属合金と熱硬化性樹脂組成物の成形品を接着剤を介在することなく強固に接合する。
【解決手段】金属合金1に表面処理を施して、(1)RSmが0.8〜10μm、Rzが0.2〜5μmであるミクロンオーダーの粗度を生じさせ、(2)且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、(3)且つ、表層を金属酸化物又は金属リン酸化物の薄層とする。次いで、その金属合金を射出成形金型にインサートする。インサートされた金属合金の表面に、湿式BMCを射出し、当該射出されたBMCが前記超微細凹凸に侵入した後に硬化することによって金属合金と当該湿式BMCの成形品4が接着剤を介在することなく接合される。これにより得られた複合体7のせん断破断力は20〜30MPaあり、極めて強固な接合を可能とした。
(もっと読む)
前後二分割型ドアトリムの成形方法
【課題】二色成形による前後二分割型ドアトリムの成形方法であって、ウエスト部における分割機構部の構成に工夫を加えることで、分割部においてウエストフランジが切欠されることなく、全長に亘りウエストフランジを形成することにより、ウエスト部の剛性を高め、変形を防止し、取付安定性を高める。
【解決手段】前後二分割型ドアトリム10は、上下方向に延びる分割ライン11を境界として、トリム・フロント20とトリム・リヤ30とを一体化して構成され、ウエスト部10aにおける分割ライン11には、段差13が設定されている。そして、この段差13を有効に利用して、ドアトリム10のウエスト部10aにおける分割機構部80として成形金型40の段差53と当接シールする横方向にスライドするスライド式分割駒81を配置することで、ウエストフランジ12の切欠部をなくし、ウエスト部10aの全長に亘りウエストフランジ12の設定を可能とする。
(もっと読む)
多色成形品の成形方法、および成形装置
【課題】多色成形品の軽量化と変形防止とを実現できる多色成形品の成形方法および成形装置の提供を図る。
【解決手段】補助キャビティ12Cはトリムアッパー2の成形後、可動分割型13を下動することにより該トリムアッパー2の端部下方に他方の分割キャビティ12Bと連通して形成される。補助キャビティ12Cに充填される溶融樹脂または該補助キャビティ12Cで成形されたジョイント部4は、可動分割型13に組込まれた超音波振動発生装置20の作動により該可動分割型13を介して超音波振動が付与され、以て、トリムアッパー2とジョイント部4とが超音波融着されて、2色の色違いのトリムアッパー2とトリムロア3とからなるドアトリム1が一体成形される。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】耐擦傷性、透明性、低ガス性に優れたポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート樹脂(A)100質量部に、炭素数10〜19の脂肪族カルボン酸(B−1)0.05〜5.0質量部、および炭素数10〜19の脂肪族カルボン酸のエステル化物(B−2)0.5〜5.0質量部を含有し、脂肪族カルボン酸(B−1)に対する脂肪族カルボン酸のエステル化物(B−2)の質量比が1〜50であることを特徴とするポリカーボネート樹脂組成物。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 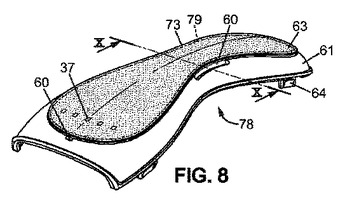 (もっと読む)
(もっと読む)
インモールド転写箔用積層ポリエステルフィルム
【課題】 浅絞り〜中絞り用途において、良好な印刷性と成形品の光沢感に優れ、かつ成形加工では低応力で容易に伸びる易成形性を有するインモールド転写箔用ポリエステルフィルムを提供する。
【解決手段】 ポリエステルからなるB層の一方の面にポリエステルからなるA1層が、もう一方の面にポリエステルからなるA2層が積層されたフィルムであって、A1層およびA2層の総厚さが全フィルム厚さの1〜30%の範囲であり、下記式(1)〜(4)を同時に満足することを特徴とするインモールド転写箔用積層ポリエステルフィルム。
0.58dl/g≦フィルムの極限粘度≦0.70dl/g …(1)
0.130≦ΔP≦0.160 …(2)
△n≦0.035…(3)
SRa≦0.050 …(4)
(上記式中、△P、ΔnおよびSRaは、明細書中に定義したとおりである)
(もっと読む)
射出成形装置、成形体の製造方法、及び成形体
【課題】2つの成形体の接合における溶着不良の発生を抑制することを目的とする。
【解決手段】レーザ光を透過する成形体300aを形成するための射出成形装置であって、材料を注入するためのキャビティ310を形成するための雌金型400と、雄金型500と、雌金型と、雄金型のいずれかに設けられた、キャビティに材料を注入するための主ゲート407と、雌金型と、雄金型のいずれかに設けられたバルブゲートであって、キャビティの端部であってキャビティにより形成される成形体と他の成形体とをレーザ溶着により接続する接続部325を形成するためのキャビティ端部315に接続されたバルブゲート447と、を備える。主ゲートからキャビティに材料を注入した後、バルブゲートからキャビティに対し主ゲートからの材料の注入向きと反対向きに材料を注入することによって、主ゲートからの材料注入時に生じた非透明化部分を主ゲート側に押し戻す。
(もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
加飾シート及びその製造方法
【課題】1層の金属光沢膜層により物品表面に複数種類の金属光沢を付与することができる加飾シートの製造方法を提供する。
【解決手段】基体シート上に金属光沢膜層を含む加飾層が形成された加飾シートの製造方法であって、金属光沢膜層の形成前において、表面張力が異なる第1及び第2領域を形成し、第1及び第2領域上に金属光沢膜層を構成する金属材料を蒸着する。
(もっと読む)
射出成形用金型及び該金型を使用した射出成形機及び射出成形方法
【課題】可動型の後退後の二次成形時の金型の型締め状態を安定化させて、2色成形品を安定して成形することが可能であると共に、構成簡易にして安価な金型構造を得ることが可能な射出成形用金型及び該金型を使用した射出成形機及び射出成形方法を提供する。
【解決手段】成形機の移動ダイプレートが後退した状態で、固定型と可動型からなる金型を型締めし該金型間に二次成形樹脂を射出して二次成形する際に、可動型と固定型との間に進出して該固定型と可動型間の間隙を所定に設定可能な間隙設定手段を配設したことを特徴とする。前記間隙設定手段は、金型の複数箇所に配設された駆動機構と、該駆動機構の作動により固定型と可動型との間に進出可能な楔体とで形成され、前記楔体は、高さの異なる複数の段差を有すると共に、各段差の高さが調整可能に形成される。
(もっと読む)
射出成形機
【課題】 機械的な動作の円滑性を確保し、機構上の耐久性向上を図るとともに、スクリュ交換等のメンテナンス作業を容易かつ能率的に行えるようにする。
【解決手段】 複数の射出部2a,2b,及び各射出部2a,2bの樹脂出口2ao,2boを連結部3により連結し、かつ各射出部2a,2bから吐出される樹脂を選択して又は合流させることにより連結部3に設けた単一の射出ノズル部4から射出可能な合流ブロック部5を有する射出本体部6と、この射出本体部6を型締装置Mcに対して進退移動させるノズルタッチ用移動駆動部7とを有する射出装置Miを備えてなる射出成形機Mを構成するに際して、ノズルタッチ用移動駆動部7により前進移動させた射出本体部6のノズルタッチ時に少なくとも一台の射出部2aを加圧することにより各射出部2a,2bに対するノズルタッチ方向Ftの応力を平衡させる補助駆動部8を備える。
(もっと読む)
光学レンズ−ホルダー複合体の製造方法、及び光学レンズ−ホルダー複合体
【課題】二色成形により光学レンズ−ホルダー複合体を製造する方法であって、光学レンズとレンズホルダーとの接着に優れ、レンズとレンズホルダー間の隙間やレンズの脱落等が発生しにくいとともに、優れた耐熱性を有する光学レンズ−ホルダー複合体を製造できる方法を提供する。
【解決手段】レンズホルダー3を構成する熱可塑性樹脂と光学レンズ2を構成する熱可塑性樹脂を二色成形する工程、及び、前記工程後、光学レンズ2を構成する熱可塑性樹脂及び/又はレンズホルダー3を構成する熱可塑性樹脂を架橋する工程を有する製造方法により、光学レンズ−ホルダー複合体を製造する。
(もっと読む)
意匠性、金属光沢、及び絶縁性に優れた樹脂成型品、並びにその製造方法
【課題】金属光沢を有する意匠性ある外観を有し、しかも携帯電話の函体などに使用可能な絶縁性を有する樹脂成型品とその製造方法を提供する。
【解決手段】表面に凹凸の布目模様と金属薄膜が形成された樹脂成型品を、凹凸の布目模様を太さ200〜2000デニールの糸で組織された布表面の意匠性を有する布目模様とし、金属薄膜が膜厚200〜800Åの金属光沢を有する金属薄膜で前記凹凸に沿って形成されているものとし、前記金属薄膜は目視で確認できない微細な亀裂が存在し、電子レンジによる1000W×3秒の処理の前後で金属光沢に変化を生じない絶縁性を有するものとした。この樹脂成型品は、表面に前記布目模様を有する布と前記金属薄膜を有する転写フィルムを重ねて、樹脂面に前記金属薄膜側が接するようにして、樹脂成型することにより製造できる。
(もっと読む)
2色成形加飾品の製造方法
【課題】 2色成形加飾品の外観不良の防止ができる。
【解決手段】 1次加飾シートが配置された1次成形用キャビティ型とコア型とを型閉めして1次成形用キャビティを形成し、1次成形用キャビティ内に高熱伝導率物を含有する1次成形樹脂を射出して1次成形樹脂部の表面に1次加飾層が積層された1次成形加飾品を形成し、
コア型が1次成形加飾品を保持する状態で1次成形用キャビティ型とコア型とを型開きし、コア型と対向する金型を1次成形用キャビティ型から2次成形用キャビティ型に切り替え、2次成形用キャビティ型と1次成形加飾品を保持するコア型とを型閉めして2次成形用キャビティを形成し、
2次成形用キャビティ内に2次成形樹脂を射出して1次成形加飾品の表面に2次成形樹脂部が積層された2色成形加飾品を形成する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】加飾樹脂成型品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ該保護層が架橋硬化されていても、加飾樹脂成型品に良好に転写され得る、射出成形同時転写加飾法に用いられる転写シートを提供すること。
【解決手段】基材11上に、離型層12、保護層13、絵柄層15及び接着剤層16をこの順に積層してなる射出成形同時転写用の加飾シート10であって、保護層13が熱可塑性樹脂と電離放射線硬化性樹脂を50:50〜95:5の比率(質量比)で含む樹脂組成物からなり、少なくとも基材11上に、離型層12、保護層13、及び絵柄層15を積層した後に、電離放射線を照射して、保護層13を架橋硬化することを特徴とする加飾シート10である。
(もっと読む)
201 - 220 / 665
[ Back to top ]