
Fターム[4F206JB30]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | スキン層の形成 (155)
Fターム[4F206JB30]に分類される特許
141 - 155 / 155
吸音体の製造方法及びこの製造方法によって得られる吸音体並びに吸音構造体
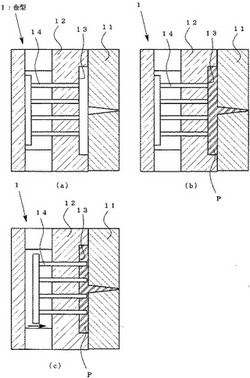
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 表裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を複数形成した吸音体の製造方法であって、固定型、移動型及びキャビティ内に出没自在に設けられた少なくとも一つのピンを備えた金型を準備し、前記キャビティに樹脂材料を充填して前記吸音体を成形する過程で前記ピンを前記キャビティ内に突出させ、前記吸音体の成形と同時に前記孔を形成する工程
を有する方法とした。
(もっと読む)
成膜成形体および成膜成形装置

【課題】 射出、成膜が一連の工程でできる成膜成形装置を用いて反射面3aが成膜される燈体2を成形するにあたり、反射面3aが燈本体3を形成するため樹脂材を型面5a、6a内に射出する部位で乱されないようにする。
【解決手段】 燈本体3を形成するため樹脂材が射出される位置を、成膜部位を避ける位置、つまり燈本体3とレンズ部4とを一体化するため二次射出で射出される樹脂材8によって覆われる位置として、成膜される反射面3aに影響を与えないようにした。
(もっと読む)
樹脂成形品
【課題】 簡素な型構造で空隙領域を拡大することにより高剛性の樹脂成形品を安価に得る。
【解決手段】 複数の段部9dをスピーカ収容部9にスピーカ収容部9の突出方向と交差するように突出方向に間隔をあけて一体に成形する。各段部9d及びドアインナパネル本体3に、成形型31のキャビティ33内に射出充填した繊維入り熱可塑性樹脂Rが固化する過程で、各段部9d及びドアインナパネル本体3に対応するキャビティ容積を拡大させて繊維入り熱可塑性樹脂Rを繊維の弾性復元力で膨張させることにより内部に多数の空隙A形成する。スピーカ収容部9の各段部9dを除く立ち上がり部9eを、成形時に立ち上がり部9eに対応するキャビティ容積を実質的に拡大せず、空隙Aのない堅いソリッドにする。
(もっと読む)
サンドイッチ成形品
【課題】印刷やラベル貼付等の手間やコストをかけることなく、コア材に樹脂リサイクル材が使用されていることが外部から容易にわかるサンドイッチ成形品を提供することを目的としている。
【解決手段】樹脂リサイクル材からなるコア層を備え、サンドイッチ成形されてなるサンドイッチ成形品1において、コア層を構成する樹脂リサイクル材が外部から視認可能なコア層視認可能部位14を壁面13の一部に備えていることを特徴としている。
(もっと読む)
発泡樹脂成形品の成形方法及び成形金型
【課題】可動側金型と固定側金型の型締め後、発泡樹脂材料をキャビティ内に射出充填した後、可動側金型を後退させて発泡スペースを確保して、発泡樹脂成形品を成形する成形方法であって、R垂れが生じ易いコーナー部分の形状出しを正確に行なうことで、外観性能並びに相手部品との合わせ精度を高める。
【解決手段】固定側金型40における発泡樹脂成形品10の端末コーナー部11や開口縁コーナー部14対応箇所にフロートコア60を設定するとともに、このフロートコア60を可動側金型30側に向けて付勢させる。従って、可動側金型30の後退時、フロートコア60が可動側金型30方向に未発泡状態の半成形品Pを押圧し、可動側金型30の型面形状に追従させることで、シャープなコーナーラインの現出を可能とする。
(もっと読む)
多層構造をもつ樹脂成形体の成形方法及び樹脂成形体
【課題】発泡樹脂成形体の振動特性、光の透過性、熱伝導性、音の透過性、剛性を部分的に変化させる。
【解決手段】表面を形成するスキン層3とその内部を形成する発泡層1からなる樹脂成形体に関し、前記成形体の成形過程中における溶融樹脂の流動方向を変化させて所望の位置にスキン層の合流部2を形成し、合流部と合流部以外の部分との樹脂密度を5%以上変化させる成形方法を提供する。
(もっと読む)
発泡ガスケット
【課題】柔らかく、発ガスがないためにクリーン度の高く、耐透湿性に優れた発泡ガスケットを提供する。
【解決手段】疎水性の熱可塑性エラストマーの射出発泡成形体から構成し、その発泡倍率が1.0〜1.5とし、コア層の発泡倍率をスキン層の発泡倍率より高く設定する。前記スキン層の厚みを望ましくは50〜1500μmとし、前記可塑性エラストマーとしては吸水率70℃で1重量%以下のオレフィン系エラストマーかスチレン系エラストマーを用いることが望ましい。
(もっと読む)
微細発泡構造体及びその成形方法
【課題】発泡層の露出防止、軸の締め付けトルク確保等の機能上一定の厚さ以上のスキン層を備えた微細発泡構造体及び、その成形方法を提供することを目的とする。
【解決手段】本発明に係る微細発泡構造体の代表的な構成は、不活性ガスを浸透させた熱可塑性樹脂材料を射出して成形する微細なセル構造の微細発泡構造体であって、表層に形成された未発泡のスキン層L1と、内部に形成された発泡層L2と、を有し、所定の厚さのスキン層L1aと発泡層L2の厚さを可変としたことを特徴とする。
(もっと読む)
繊維強化樹脂部材及びその製造方法
【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
ホイールキャップ及びその製造方法
【課題】外観特性に優れると共に、軽量で剛性を備えたホイールキャップ及びその製造方法を提供すること。
【解決手段】円形状の意匠部10と、意匠部10の裏側面12に設けられた取付爪部2とを有し、取付爪部2を車両のホイールに係合させるよう構成されたホイールキャップである。意匠部10の半径をRとし、その中心から半径0.5Rの基準円を想定した場合に、基準円よりも外側に位置する外周部aが、その内側の内周部bよりも高い発泡倍率で発泡している。外周部aの発泡倍率をA、内周部の発泡倍率をBとした場合、A/Bが1.05以上であることが好ましい。
(もっと読む)
管状断面の構造部材
【課題】管状断面(1)の構造部材、特に流体路の構造部材であって、異なるスティフニス及び/又はクリープ強さを備える少なくとも2つの材料を有し、該材料は、熱可塑性合成材料(6、9、22、23)を含み、より大きいスティフニス及び/又はクリープ強さを備える材料(9)が、他方の材料(6)の中に埋め込まれる構造部材を提供する。
【解決手段】管状断面(1)は、連続する環状の表面(12)を有し、該表面は、構造部材の縦中央軸と同軸に延び、外側の材料(6)に対して予め決められた量の比率で環状の表面にわたって射出成形される材料と同じ材料(9、22、23)を有する、または、環状の表面(12)の40%から100%は、同じ射出成形材料から成り、環状の表面(12)の円周方向に均一な間隔で分布する。
(もっと読む)
熱可塑性樹脂発泡射出成形体
【課題】表面外観が良好で一体化した未発泡部分を表層に有し、微細な平均セル径で均一な平均セル密度のセルを有する発泡体を提供すること。
【解決手段】平均セル径が1〜50μm、平均セル密度が108〜1012個/cm3であるセルを有する発泡部と、該発泡部と一体化した厚さが20〜1000μmである非発泡表層とを有する。好ましくは、発泡部が、平均セル径が1〜20μmであり、平均セル密度が108〜1012個/cm3であるセルを有し、発泡部が発泡剤として超臨界状態の二酸化炭素および/または窒素を用いて形成され、非発泡表層が低温の金型壁面に接触して形成され、熱可塑性樹脂が、加工温度近傍において0.05〜60g/10分のメルトフローインデックスを有するものである。
(もっと読む)
射出発泡成形方法及び射出発泡成形機
【課題】 複数の樹脂充填容量の異なる金型キャビティに、順次発泡性樹脂を射出充填する射出成形機による射出発泡成形時に、成形品の表面にスワールマークやシルバーが現れることを防止できるような射出発泡成形方法及び射出発泡成形機を提供することを目的とする。
【解決手段】 射出ユニットから金型ユニット内の金型キャビティ内へ発泡性溶融樹脂を射出して成形品を成形する射出発泡成形方法において、金型キャビティへ加圧された発泡性樹脂を射出充填するとき、金型キャビティ内の樹脂流動先端部が金型キャビティ内の末端に到達する時間を発泡生成時間より格段に短くし、金型に接する樹脂表面における発泡気泡が成長する前に樹脂表面が固化し、成形品のコア部は成長した気泡が満ちた発泡樹脂材となるように樹脂射出充填速度を制御することを特徴とする。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法および成形体
【課題】 薄肉で高発泡倍率、表面平滑で均一微細なセル構造を有する熱可塑性樹脂発泡体およびその製法を提供すること。
【解決手段】 熱可塑性樹脂組成物と発泡剤とを射出成形機へ供給し溶融させ金型内に射出充填し、充填が完了した直後に最終製品形状位置未満の所定位置まで金型を開く第1型開工程と、次いで初期キャビティ以上の所定位置まで金型を閉じる途中型閉工程と、次いで最終製品形状位置まで金型を開く第2型開工程により所望の発泡成形体を得る。
(もっと読む)
インモールドコーティング方法
環状オレフィン、触媒成分及び触媒活性成分からなる成形材料を金型内で反応させて成形品を得る反応射出成形工程と、前記成形品を前記金型内に成形品固定手段で固定した状態で、前記金型内に被覆剤を注入して硬化させ、前記成形品の表面に被膜を形成する被膜形成工程とを、有するインモールドコーティング方法。この発明によれば、被覆剤注入口に近い成形品の正面のみならず、被覆剤注入口から遠く、被覆剤が回り込み難い成形品の側面やコーナー部も均一で再現性良く被膜を形成することが可能であり、金型内から成形品を取り出すことが容易なインモールドコーティング方法を提供することができる。 (もっと読む)
141 - 155 / 155
[ Back to top ]