
Fターム[4F206JL03]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 材料、金型、構成部材等の交換時 (147)
Fターム[4F206JL03]の下位に属するFターム
Fターム[4F206JL03]に分類される特許
21 - 40 / 50
射出成形機の扉安全装置
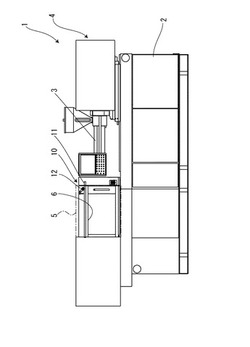
【課題】出入口を開閉する安全扉が開いている状態において、ロックを解除しない限り安全扉がどの位置にあっても閉じることができないようにする。
【解決手段】出入口6にラック11を設け、安全扉5にラック11と噛合うピニオン12を設ける。ピニオン12はワンウェイ回転機構によって安全扉5の開扉動作時のみの回転が許容され、安全扉5の閉扉動作時の回転が規制される。安全扉5を閉じる場合は、安全扉5の外側から操作体21を握ってリンクリバー13とロッド20との係合を解除しない限り安全扉5を閉じない。
(もっと読む)
射出成形機の金型位置決め構造

【課題】射出成形機の固定面に金型を回転を規制しセンタリングした状態で正規の取り付け姿勢に位置決め可能な金型位置決め構造を提供すること。
【解決手段】金型位置決め構造20は、射出成形機1の金型Mが固定される固定面11aを形成する固定面形成部材11の中心部に設けられたロケートリング係合穴21と、金型M1の背面側に形成され且つロケートリング係合穴21に係合されるロケートリング31とを備え、ロケートリング係合穴21の内周部にロケートリング31の回転を規制する回転規制部24a,25aを設け、ロケートリング31の外周部に回転規制部24a,25aに係合する当接部31a,31bを設け、ロケートリング31をロケートリング係合穴21に係合させ、ロケートリングの当接部を回転規制部24a,25aに当接させる。
(もっと読む)
成形品取出機
【課題】 ティーチング等の手動操作が行いやすいコントローラを備え、しかも、成形品取出機本体の制御部を複雑化しなくてすむ成形品取出機を提供する。
【解決手段】 成形品取出機1は、成形品取出機本体3と主コントローラ5と副コントローラ7を備えている。副コントローラ7は、主コントローラ5の下位に存在しており、副コントローラ7からの設定は主コントローラ5を経由して伝達される。作業者は、使用用途に応じて主コントローラ5又は副コントローラのいずれを操作するかを決定することができる。
(もっと読む)
射出成形装置
【課題】射出圧によって生ずるロケートリング設置部位での固定型の撓み変形に起因するプラスチック成形品の寸法精度のばら付きや変形を防止する。
【解決手段】型閉じ位置と型開き位置との間を移動し得る可動型3と、可動型3と対向する位置に配置される固定型4と、可動型3の設置面3bと対向して可動型3を保持する可動側プラテン5と、固定型4の設置面4bと対向して固定型4を保持する固定側プラテン6と、固定型4と固定側プラテン6との間に設けられ、固定側プラテン6の取付け部6aに対する固定型4の取付け位置の位置決めを行うロケートリング7とを備え、ロケートリング7は、固定型4に形成されている凹部8に挿嵌されるベース部9を備え、射出圧がかかっていない状態でベース部9の固定側プラテン6との対向部9aが固定側プラテン6の取付け部6aに対して接触状態で設けられている。
(もっと読む)
射出樹脂成形機用加熱シリンダ
【課題】加熱シリンダの磨耗しやすい部位毎に超硬度スリーブを設けることにより、長期耐用できるうえに、磨耗した部位の超硬度スリーブのみ交換すればよいのでランニングコストを大幅に低減できる射出樹脂成形機用加熱シリンダを目的とする。
【解決手段】樹脂原料供給口3aが形成される供給筒部3と、樹脂を加熱溶融する加熱筒部4と、溶融された樹脂を金型内に射出する射出筒部5とを分離自在な連繋部材6により連結した加熱シリンダ1であって、前記供給筒部3の筒孔30の樹脂原料供給口3aから樹脂送出し方向に発生する樹脂の送り込み摩擦が高い部位に超硬度スリーブ34aを嵌着するとともに、射出筒部5の射出圧が高く樹脂温度が高い部位に超硬度スリーブ54を嵌着し、供給筒部3や射出筒部5が磨耗することを防止するものである。
(もっと読む)
反応性の流動可能混合物の生産用装置
【課題】反応性の流動可能混合物の生産用の装置に改良をもたらすこと。
【解決手段】反応性の流動可能な混合物の生産用の装置は、混合物の少なくとも1つの第1成分3用の少なくとも1つの第1通路2と、第2通路4と、混合物6用の収集通路7とを含む混合ブロック1を含む。第1通路及び第2通路は収集通路7へと開口し、収集通路は少なくとも1つの混合手段36を含む。
(もっと読む)
洗浄用樹脂組成物
【課題】洗浄性が高く、焼却処分時の燃焼残渣を減少できる洗浄用樹脂組成物の提供。
【解決手段】(A)熱可塑性樹脂と(B)セルロース繊維集合体が解繊されたセルロース繊維を含有する洗浄用樹脂組成物。(B)成分の解繊されたセルロース繊維は、攪拌手段として回転羽根11を有するミキサー(ヘンシェルミキサー)10中にセルロース繊維集合体を入れ、高速攪拌することにより、前記セルロース繊維集合体を解繊して得ることができる。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、フィードシリンダ内に滞留した樹脂を容易に且つ迅速に排出することのできる材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置において、フィードシリンダ16Aは、成形材料を送るフィードスクリュ16Aを内部に有し、成形材料が供給される供給口16Abと供給された成形材料を送出する送出口17とを有する。フィードシリンダ16A内の成形材料を排出するための排出孔16Acが、フィードシリンダ16Aの送出口17と供給口16Abとの間に設けられる。排出孔16Acを塞ぐための蓋部材52が設けられる。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、メンテナンス作業を行う際に一人の作業者であっても容易にフィードシリンダからフィードスクリュを抜き取ることのできる成形機の材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置は、成形材料を送るフィードスクリュ20Aを内部に有するフィードシリンダ16Aと、フィードシリンダ16Aに取り付けられたフィードスクリュ駆動機構30とを有する。フィードスクリュ駆動機構30がフィードシリンダ16Aに取り付けられた状態で、フィードスクリュ20Aをフィードシリンダ16Bから抜き取ることができるように構成される。
(もっと読む)
二型搭載射出成形機の金型交換装置
【課題】可動型盤側の金型と、固定型盤側の金型の二型を搭載する二材射出成形機またはスタックモールド用成形機等の金型交換に関し、特に、短時間で二組の金型を交換可能にする自走金型交換装置を提供する。
【解決手段】射出成形機10に近接し且つ平行に配設されたガイドレース2に沿って移動可能な金型交換台車1と、金型(1)〜(4)を少なくとも3組同時に搭載可能な複数の荷台1a〜1dと、当該荷台の全てに付設されて隣接する射出成形機との間で金型を搬出・搬入するフリーローラベルトコンベア60L、60Rとを備え、前記金型交換台車1の往復時間と、金型積み替え作業時間の両方が不要になり、当該射出成形機の金型交換による停止時間が、大幅に短縮される効果がある上、複数台の成形機に対する交換用金型を同時に載置できることから、倉庫内の金型積み替え作業時間を短縮できる。
(もっと読む)
射出成形機
【課題】金型搭載テーブルに対して型締め時に荷重が掛からないようにすると共に、型締め機構の小型化・簡素化を図ることを可能とする射出成形機を提供する。
【解決手段】上型11と下型10とで構成される金型9の複数組を、下型10の上に上型11を載置した状態で搭載すると共に、移動機構によって水平方向に移送される金型搭載テーブル7と、射出ユニット5を搭載してフレーム1a上に固定された固定プラテン4と、射出ユニット5に対向する位置に配置され、型開閉用サーボモータ6の回転を直線運動に変換するボールネジ機構16の直動部と一体となって上下動する型昇降用部材24とを備え、金型搭載テーブル7の移動によって型締め可能位置に配置された金型9を、下型10の上に上型11を載置した状態で、型昇降用部材24により金型搭載テーブル7から離れるよう上昇させ、固定プラテン4に押し付けることによって型締めを行う。
(もっと読む)
金型の載置方法
【課題】大型で、大重量の金型を短時間かつ少ない労力で射出成形装置に載置でき、タイバーを損傷しない金型の載置方法を提供する。
【解決手段】固定盤側ダイサポート7上に載置した固定型14を固定盤3側に移動させて固定型14を固定盤3に装着する。可動盤側ダイサポート10上に載置したスペーサーブロック15を可動盤6側に移動させてスペーサーブロック15を可動盤6に装着する。可動型16をクレーンで吊り上げ、可動型16に装着された補助部材19を介して、下部の1対のタイバー5,5上に仮載置する。タイバー5,5上に可動型16を仮載置した状態で、可動盤6を固定盤3方向に移動して、可動型16をスペーサーブロック15と固定型14とに当接せしめ、可動型16をスペーサーブロック15に装着する。
(もっと読む)
フィルムインモールド成形品
【課題】 意匠面にひけによる凹凸が表れないフィルムインモールド成形品を提供する。
【解決手段】 板状本体部41を有する樹脂射出成形部4に対し接着層3を介してフィルム2が一体となったフィルムインモールド成形品1であって、板状本体部41の一方の主表面412から突出する突出部42の裏側の主表面411に、突出部42の基端断面領域413と投影的に重なる位置に接着層欠落領域5を形成する。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】フィルム基板のような変形しやすい基板を用いた被成形品であっても、搬送ミスや被成形品の変形を防止し、確実に樹脂モールドすることができる樹脂モールド方法および樹脂モールド装置を提供する。
【解決手段】可撓性を有する被成形品5を樹脂モールドする樹脂モールド方法において、前記被成形品5に設けられた位置決め用の識別部を検知して前記被成形品5をプレート治具10の所定位置に装着し、前記プレート治具10を樹脂モールド金型44に対して位置決めすることにより、前記被成形品5が装着されたプレート治具10を樹脂モールド金型44にセットし、前記プレート治具10とともに前記被成形品5を前記樹脂モールド金型42、44によりクランプして樹脂モールドすることを特徴とする。
(もっと読む)
成形装置の段取装置
【課題】省スペース化を目指し、工場敷地の拡大化の抑制を図った、成形装置の段取装置を提供する。
【解決手段】一対の成形装置10,10間に、共用の金型搬送手段11を配設する。
この金型搬送手段11としては、移動式金型搬送手段11A、または固定式金型搬送手段11Bがある。
前記成形金型部15には、周知の金型搬出入の検出手段18,18を設ける。
そして、一対の成形装置10,10間には、成形装置10間の間隔を調整する中間台19を設けて、現場に対応して、成形装置10間の間隔を調整する構成とする。
(もっと読む)
射出成形機
【課題】回転テーブルに任意の重量の金型を搭載しても、その金型重量に応じた好適に回転テーブルの制御条件を自動的に設定可能とすること。
【解決手段】実際に成形を行う金型を搭載した状態で回転テーブルを所定の試験回転制御条件に基づいて回転させることにより、サーボモータの計測トルクデータを取得し、この計測トルクデータと予め記憶しておいた複数の参照用計測トルクデータとを比較し、計測トルクデータに最も近い参照用計測トルクデータを特定して、特定した参照用計測トルクデータに対応して予め記憶しておいた好適な候補制御条件を、実際に成形を行う際の制御条件として自動的に用いる。
(もっと読む)
射出成形機
【課題】大型の電動射出成形機において、コストダウンを可能とすると共に、連結・ガイド軸間のピッチおよび第1、第2の保持プレート間の距離を小さくすること。
【解決手段】計量系回転伝達メカニズムとして、計量用サーボモータの出力軸に固定された第1の小プーリと、該第1の小プーリの回転を第1のタイミングベルトを介して伝達される第1の大プーリと、該第1の大プーリと同軸で該第1の大プーリと一体回転する第2の小プーリと、該第2の小プーリの回転を第2のタイミングベルトを介して伝達される第2の大プーリとを有し、計量用サーボモータには、高回転低トルクのサーボモータを用いる。
(もっと読む)
射出成形装置の型締装置
【課題】成形金型の厚みに応じてスペーサブロックの高さを簡単に且つ安全に調節することのできる射出成形装置の型締装置を提供する。
【解決手段】可動盤28と、型締シリンダ20と、型締シリンダ20のピストン26と可動盤28との間に介挿され、型締シリンダ20による型締力を可動盤28に及ぼすスペーサブロック34とを備えた射出成形装置10の型締装置12において、スペーサブロック34を、軸方向に昇降可能な雄ねじ軸36と、雄ねじ軸36に螺合され、回転により雄ねじ軸36をねじ送りで昇降させるナット38と、ナット38を回転駆動する駆動モータとを備えて構成し、ナット38の回転による雄ねじ軸36の昇降によりスペーサブロック34全体の高さを調節するようになす。
(もっと読む)
射出成形装置におけるスペーサブロックの移動装置
【課題】射出成形装置をコンパクト化し得、且つ構造が簡素でスペーサブロックを非作用位置と作用位置との間で容易に移動できるとともに、作用位置においてはスペーサブロックを支障無く円滑にピストンとともに昇降させることのできる射出成形装置におけるスペーサブロックの移動装置を提供する。
【解決手段】射出成形装置の型締シリンダのピストン26による型締力を可動盤に及ぼすスペーサブロック34をピストン26上の作用位置と、非作用位置との間で移動させる移動装置80を、ガイドレール82と、スペーサブロック34に取り付けられてこれを水平方向に移動させる移動モータ94と、スペーサブロック34に且つ上下の軸心回りに回転可能に設けられ、移動モータ94にて回転させられるピニオンギヤ98及びスペーサブロック34の移動方向に沿って連続的に設けられ、ピニオンギヤ98に噛合うラックギヤ100を備えて構成する。
(もっと読む)
射出成形機の制御方法
【課題】 通常のパージ処理工程の利点(高速樹脂排出)と運転の立上げ後の成形のためのならし運転の利点(早期立上げ)の双方を得、立上げパージ処理工程の終了直後から良品生産を可能にする。
【解決手段】 射出成形機Mの少なくとも材料替又は運転中断を経て運転を立上げる際の制御方法であって、運転の立上げ後の成形に係わる成形条件に対応する動作条件Cdを設定し、運転を立上げる際に、動作条件Cdにより加熱筒2内の樹脂Rを外部に排出するパージ動作を所定のショット回数分だけ行う立上げパージ処理工程を設ける。
(もっと読む)
21 - 40 / 50
[ Back to top ]