
Fターム[4F206JL05]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 材料、金型、構成部材等の交換時 (147) | 金型の (50)
Fターム[4F206JL05]に分類される特許
1 - 20 / 50
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
ノズルタッチ力の調整方法と調整装置

【課題】所定のノズルタッチ力で金型を押圧した際に、ノズルタッチ位置が高さ方向に変化しても、基台へ支持される支持部材に掛かる曲げ応力値の安全性を確保しつつ、支持部材の曲げ歪や、繰返し使用による疲労破壊を防止するノズルタッチ力の調整方法と調整装置を提供することを目的する。
【解決手段】 基準位置で金型14,15を基準ノズルタッチ力F0で押圧した時に、基台上面位置で基台2へ支持される軸部材36に掛かる基準曲げ応力値σ0と、ノズルタッチ位置が高さ方向に変化した全ての高さ位置において基台上面位置で軸部材36に掛かる曲げ応力値σが、常に一定になるようにノズルタッチ力Fを調整することである。
(もっと読む)
竪型射出成形機
【課題】型厚調整装置がエンドプレートから下方に突出させたタイバーと支持面との衝突をより確実に防止する竪型射出成形機を提供すること。
【解決手段】本発明に係る竪型射出成形機100は、タイバー13a〜13cに接続された可動プラテン11とエンドプレート12との間の距離を調整する型厚調整部50と、型厚調整部50による調整量を制限する型厚調整制限部60と、を備える。型厚調整制限部60は、検出部62、63と、検出部62、63に対して鉛直方向に相対的に変位する被検出部64とを有し、検出部62、63が被検出部64の近接を検出したときに型厚調整部50による調整を停止させる。
(もっと読む)
光学素子の製造方法
【課題】新しい成形金型を使用する場合であっても、光学素子の性能不良を防止することができる光学素子の製造方法を提供すること。
【解決手段】新しい成形金型40を使用する場合であっても、所定回数のドライサイクル運転を行った後にレンズLPの生産開始を行うことにより、レンズLPの性能不良を防止することができる。つまり、予め所定回数のドライサイクル運転を行うことで初期摩耗状態を起こし、位置決め部材である凹状部材59及び凸状部材69の摩耗の進行が比較的緩やかになった後にレンズLPの生産を行うことでレンズLPの性能が安定する。これにより、レンズLPの歩留まりを向上させることができる。
(もっと読む)
射出成形用金型の調整方法及び金型装置
【課題】射出成形時の金属の撓みによって発生するバリの抑制を簡単に行い、その効果を持続させる。
【解決手段】固定金型105及び可動金型106は、射出成形装置の型締め部に互いに対向して配置される第1の取付板103及び第2の取付板104に取り付けられ、互いに対向している。射出成形装置101では、型締めによりキャビティCが形成され、このキャビティC内に溶融樹脂を射出して成形品が成形される。第1の取付板103において固定金型105が取り付けられた面とは反対側の外側面103aには、プレート111が配置される。成形品MDにバリが生じないように成形時の予測撓み量を解析し、その撓み量が最小となるよう、プレート111の大きさ、厚さ、位置を決定し配置する。
(もっと読む)
成形機の型締装置と、その制御方法
【課題】金型交換時に次に取付ける金型に適した位置に支持盤を移動させることが可能な型締装置を提供する。
【解決手段】型締装置13は、固定盤30と、可動盤31と、支持盤として機能するリンクハウジング32と、トグル式開閉機構33と、被検出部材60と、センサ70などを備えている。トグル式開閉機構33によって可動盤31が型締方向あるいは型開方向に移動する際、センサ70が被検出部材60の第1端61あるいは第2端62に反応することにより、オンまたはオフの信号が出力される。制御部は、固定盤30からセンサ70までの距離Lsと、前記信号が出力されたときの可動盤31の位置Laとに基いて、取外された第1の金型の厚さL1を算出する。次に取付ける第2の金型の厚さL2が制御部に入力されると、第1の金型の厚さL1と第2の金型の厚さL2との差に基いて、可動盤31の移動目標距離が算出される。
(もっと読む)
成形機の金型交換方法
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
金型移載装置
【課題】本発明は、ローラを備えた金型ラックから搬送台車へ金型を移載する作業を、簡便でありながら確実かつ安全に実施できる金型移載装置の提供を課題とする。
【解決手段】本発明の金型移載装置(1)は、金型(M)を移載する複数のローラ(13)と該金型の移動を規制する金型ストッパ(30)とを備えた金型ラック(10)と、上下動可能なローラアーム(40)の先端に金型ラックと係合するフック(46)を備えた搬送台車(20)とからなり、前記金型ラックのローラと前記ローラアームのローラ(421)の上面高さを一致させる該ローラアームの上下動により、前記搬送台車が前記フックおよび前記金型ストッパを介して前記金型ラックと係合するとともに、前記金型ストッパの規制が解除されることを特徴とする。
(もっと読む)
樹脂モールド方法及び樹脂モールド装置
【課題】樹脂モールド金型をクリーニングする作業のために樹脂モールド装置を長時間停止させることなく、高品質かつ効率的な樹脂モールドを可能とする。
【解決手段】製品を樹脂モールドする前工程として、樹脂モールド金型の金型面に、不活性化装置30のヘッド部34に設けられたマイクロミスト供給部から離型剤を供給する工程と、離型剤が供給された樹脂モールド金型を用いて樹脂モールド操作を行い、金型面に樹脂付着層を形成する工程と、不活性化装置30を用いて金型面に付着した樹脂付着層の樹脂を不活性化させる処理を施し、樹脂付着層を離型界面層とする工程とを備え、製品を樹脂モールドする工程において、1回あるいは複数回の樹脂モールド操作ごとに、不活性化装置30により金型面に付着する樹脂を不活性化させる処理を施す。
(もっと読む)
補機操作制御装置及び補機操作制御方法
【課題】補機を作動させる際の射出成形機の操作性を高くすることができるようにする。
【解決手段】射出成形機システムにおいて、補機に配設され、補機を起動するための操作要素と、射出成形機に配設され、各機能ごとの設定画面を表示するための表示部31と、操作者によって前記操作要素が操作されたときに、補機を作動させるための補機用設定画面を表示部31に形成する画面形成処理手段とを有する。操作者が、補機に配設された操作要素を操作し、補機を起動すると、射出成形機に配設された表示部31に、補機を作動させるための補機用設定画面が形成されるので、前記表示部31に補機用設定画面を表示させるのにかかる時間を短くすることができる。したがって、射出成形機の操作性を向上させることができる。
(もっと読む)
桁材引張装置を有する射出成形機
【課題】桁材引張装置を有する射出成形機を提供する。
【解決手段】射出成形機は、機械ベッド(1)と、機械ベッドに支承された固定モールド板(2)と、機械ベッド(1)に支承された可動モールド板(3)と、機械ベッド(1)に支承された端部板(5)と、固定モールド板(2)と端部板(5)との間に挟み込まれた複数の桁材(6、7)の上で、可動モールド板(3)がモールド開放運動およびモールド閉鎖運動の際に摺動可能に案内される複数の桁材であって、桁材(6、7)の少なくとも一方が、桁材引張装置(8)によって固定モールド板と可動モールド板(2、3)との間のモールドゾーン(W)から軸方向に引き抜き可能である複数の桁材とを含む。桁材引張装置(8)は、端部板(5)の上に位置する電動機式駆動装置(19)を備え、この電動機式駆動装置は、伝動装置(20、26)を介して少なくとも一方の引っ張り可能な桁材(7)と連結される。
(もっと読む)
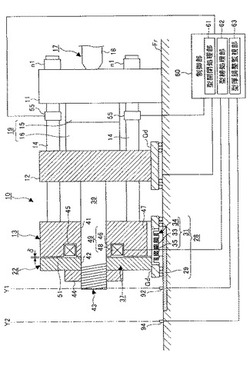
射出成形機
【課題】 射出成形機の射出ノズルの位置が、容易に変更できるようにすることである。
【解決手段】 2基の射出装置本体部18を有する射出成形機101の射出装置120において、フレーム1と各射出装置本体部18との間に、ボールねじ機構によるY方向移動手段23を、それぞれの射出装置本体部18に対して設ける。作業者が、ボールねじ27の端部に連結されたダイアルノブ30を回すことにより、各射出装置本体部18はそれぞれ独立してY方向(型締め方向と直交する水平方向)に移動する。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
トグル式射出成形機の型開き量調整装置
【課題】トグル式射出成形機の型開き量を調整可能なトグル式射出成形機の型開き量調整装置を提供することである。
【解決手段】リアプラテン後退指令オンである場合(SA1)、プラテン開き量xはバネが伸びきった状態のバネ入り3枚金型の幅D1以上であるか否か判断し(SA7)、xがD1より小さいと判断された場合、可動プラテン前後進モータを駆動し、可動プラテンをx=D1の位置まで後退させバネからの弾性力による反力を受けない状態とし(SA8)、その後で、リアプラテンを後退動作させる。リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する(SA10)。
(もっと読む)
エジェクタ装置およびエジェクタ装置の接続方法
【課題】 金型内に配設される突出用可動部と、金型取付盤に配設されるエジェクタロッドの連結を複雑な装置を用いずに比較的簡単な構造で容易に行うことができるエジェクタ装置およびエジェクタ装置の接続方法を提供する。
【解決手段】 金型20内に配設される突出用可動部51が、金型取付盤17に配設されるエジェクタロッド32に連動可能に接続されるエジェクタ装置21において、エジェクタロッド32の先端側に突出用可動部51に係合される回転係合部34を設け、エジェクタロッド32の後部側にエジェクタロッド32を回転させる回転力作用部35を設ける。
(もっと読む)
金型回動装置
【課題】金型の反転を短時間で容易に行える金型回動装置を提供する。
【解決手段】金型回動装置100は金型200を回動させるものであり、移動可能な本体部10と、金型クランプ部20aおよび20bと、金型クランプ回動部30とを備える。本体部10には、金型クランプ部20aおよび20bと金型クランプ回動部30とが取り付けられる。金型クランプ部20aおよび20bは金型200を金型200の側面側からクランプするものである。金型クランプ部20aおよび20bで金型200をクランプする場合、金型クランプ部20aおよび20bのそれぞれに備えられた挿入部材22a乃至23bを移動部24により矢印A方向に移動させて金型200の穴201a、201b等に挿入させる。金型クランプ回動部30は、例えば中心軸Eを回動軸として金型クランプ部20aおよび20bを回動させるものである。
(もっと読む)
型厚調整方法
【課題】金型装置を交換した場合、型厚モータ及び型締モータを駆動させて、所定の型締力を発生する位置にまで型締装置が自動的に移動するようにして、金型装置を厚さの異なるものに交換した場合であっても、容易に、かつ、短時間で型締装置が所定の型締力を発生するように調整することができるようにする。
【解決手段】本発明の型厚調整方法においては、金型装置を取り付けた際の型開閉位置センサの検出信号に基づいて可動プラテンの位置を算出し、該算出した可動プラテンの位置とクロスヘッドの型締完了位置に対応する可動プラテン位置との差に対応する型締必要距離を求め、前記トグル式型締装置支持装置を該型締必要距離分移動させる。
(もっと読む)
型締装置及び成形機
【課題】タイバーと移動ダイプレートとの係合を好適に実行するとともに型厚調整を実行可能な型締装置を提供する。
【解決手段】型締装置3は、固定側ハーフナット33及び移動側ハーフナット35による係合を解除した状態で、移動ダイプレート13を型開閉シリンダ17により型閉じ方向へ移動させて当接部41に当接しているタイバー15を移動ダイプレート13とともに型閉じ方向へ移動させ、型厚調整を行う。また、型締装置3は、成形サイクルにおいて、型厚調整における固定側ハーフナット33による係合を維持するとともに移動側ハーフナット35による係合を解除した状態で、移動ダイプレート13を型開閉シリンダ17により型閉じ方向へ移動させてタイバー15に当接部41を当接させ、移動側ハーフナット35によりタイバー15と移動ダイプレート13とを係合する。
(もっと読む)
型締力調整方法
【課題】型締ロードセルのゼロ点修正を確実に行う型締力調整方法を提供する。
【解決手段】移動ダイプレートをテールストックから最も離れた位置まで前進させた場合に可動金型が固定金型に接触する位置にテールストックを移動させる第1のテールストック位置調整工程と、所定の型締力を発生できる位置までテールストックを移動させる第2のテールストック位置調整工程とを備えた型締力調整方法であって、第2のテールストック位置調整工程が実行されるよりも前に自動的に型締ロードセルのゼロ点を修正するゼロ点修正工程を更に備えたことを特徴とする型締力調整方法。
(もっと読む)
1 - 20 / 50
[ Back to top ]