
Fターム[4F206JQ04]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 装置細部の共通的特徴 (819) | ベント、ガス抜き (172) | ベント口の位置 (43)
Fターム[4F206JQ04]に分類される特許
1 - 20 / 43
多色成形用成形型と多色成形品の成形方法と多色成形品

【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
非導通性金属光沢めっき膜を有する樹脂製品の製造方法、及び非導通性金属光沢めっき膜を有する樹脂製品
【課題】金属光沢を有しながら、非導通性の金属膜を形成した樹脂製品を安価に提供する。
【解決手段】めっき触媒核となる金属を含む触媒成分を加圧二酸化炭素に分散させた加圧流体を用いて、表面から深さ1μmまでの表層領域1cm3あたり、触媒成分を、触媒成分の金属換算で0.003〜0.05mg含有する樹脂成形体を作製し、触媒成分を含有する樹脂成形体を無電解めっき処理することにより非導通性金属光沢めっき膜を形成する。
(もっと読む)
樹脂成形品の製造法
【課題】一次成形品をインサート物として含み、当該一次成形品を二次成形品と一体に成形する樹脂成形品の製造において、一次成形品を二次成形品の成形金型に確実に固定し、加えて、二次成形時のガス排出通路の目詰まりを抑え成形金型の保守を軽減する。
【解決手段】一次成形品として樹脂製ナットホルダ2を準備する。二次成形品の射出成形において、その成形金内に設けた位置決め壁に樹脂製ナットホルダ2の一部表面領域9を密接させると共に成形金型の型締めにより、樹脂製ナットホルダ2を保持する。樹脂製ナットホルダ2と成形金型により閉じられた空間を構成して二次成形品の成形キャビティ10とする。前記位置決め壁と密接させる樹脂製ナットホルダ2の一部表面領域9には、一端が成形キャビティ10の外に通じ、他端が成形キャビティ10内に開放される溝を設けて、二次成形品の射出成形時のガス排出通路とする。
(もっと読む)
充填成形装置及び充填成形方法
【課題】簡素かつ低コストな構成でキャビティ内の気体の滞留を抑制し、成型品への気泡の混入を防止できる充填成形装置を提供する。
【解決手段】真空引き装置によって通気路62を真空引きし、開閉ピン6を下降させ吸気口63を材料供給口22aに突出させて、通気路62と材料供給口22aを連通状態とする。これにより、充填前のキャビティ7が予め真空状態とされる。その後、開閉ピン6を上昇させて吸気口63を開閉スリーブ5に収納した後、開閉スリーブ5を上昇させてキャビティ7に成形材料を充填する。
(もっと読む)
RTM成形用成形型
【課題】完全な脱泡ができず気泡が残った状態の樹脂が注入されても、成形体にボイドやピットが残ることを抑制でき、機械特性の発現率や表面品位が向上したFRP成形体を得ることができるRTM成形用成形型を提供する。
【解決手段】繊維基材を配置するためのキャビティ4と、樹脂を移送配置するための注入ランナー5と、注入ランナー5とキャビティ4とを前記端面に渡って繋ぎ、注入ランナー5からキャビティ4へ樹脂を注入するための注入ゲートと、キャビティ4の、注入ゲートと対向する位置の端面に配され、キャビティ4から樹脂を排出するための排出ゲート12とを有する成形型であって、注入ゲートは、注入ランナー5と繋がるゲート10とキャビティ4と繋がるゲート9を有し、それが繋げる端面に垂直な断面において、注入ランナー5と繋がる位置での高さが、キャビティと繋がる位置での高さより大きくなっている樹脂注入成形法用成形型。
(もっと読む)
デジタル容積型ポンプを有する射出成形システム
油圧アクチュエーター36、38を動かす油圧回路50、250、350、450を有する射出成形システム20、220、320、420であって、ポンプモーター52と、デジタル容積型ポンプ54、354A、354B、454A、454Bとを備え、デジタル容積型ポンプは、ポンプモーター52によって作動可能なピストンアセンブリ102A、102B、102C、102Dを有し、ピストンアセンブリは、各ピストンアセンブリの作動とは独立して選択的レートで個々に開閉するように動作可能である一対の入口及び出口を含み、少なくとも1つの油圧アクチュエーター36、38は、ロッド側64、66及びシリンダー側58、74のそれぞれにおいて複数のピストンアセンブリの第1のサブセット102B、102D及び複数のピストンアセンブリの第2のサブセット102A、102Cのそれぞれに動作可能に連結されている、射出成形システム。 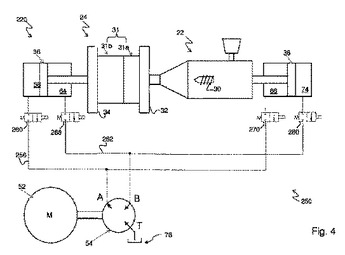 (もっと読む)
(もっと読む)
射出成形用金型及び射出成形用金型に対するノズルタッチ構造
【課題】ノズルの先端開口部内に、それを一時的に閉塞する固化物を良好に形成することが出来、以て、成形不良のない安定した品質の射出成形品が有利に成形可能な射出成形用金型を提供する。
【解決手段】ノズルアダプタ40の介装部41に設けられた通孔56を通じて、ノズル74の先端開口部98と成形キャビティ24とを相互に連通させた状態で、ノズルアダプタ40を、ノズルタッチ部26に対して、介装部41においてノズル74とノズルタッチ部26との間に介装されるように組み付けると共に、かかる介装部41とノズルタッチ部26との間に、環状の空隙66を、介装部41の通孔56の周方向に延びるように形成して、構成した。
(もっと読む)
射出成形システム
【課題】遮断バルブを開く時機の設定を簡素化し、成形材料の射出成形機への供給を過剰に行うことなく、生産性を向上させる射出成形システムを提供する。
【解決手段】射出成形システムには成形材料供給装置13、真空脱気装置14、射出成形機15が具備されている。成形材料供給装置13の第1のホッパ1及び第2のホッパ2には、真空計16及び真空計17が設けられている。また、真空計16及び真空計17で測定された真空度を比較する真空比較装置18が具備されている。真空比較装置18は、各々の真空度の差を比較し、真空度差が所定の値(圧力差によって遮断バルブ3が開となったときに少なくとも第2のホッパ2に衝撃が加えられることのない値)以下になったところで真空比較装置18は遮断バルブ3を開とする。
(もっと読む)
モールド金型
【課題】リースフィルムを用いるモールド金型にエジェクタピンを設けて成形品の離型性を向上させると共に、金型パーティング面より突出するエジェクタピンを覆うリリースフィルムをエジェクタピンの先端突出部周りで当該金型パーティング面に倣って密着して吸着保持する。
【解決手段】モールド金型100が型開き状態において金型パーティング面より突出するエジェクタピン140を覆うリリースフィルム180が隙間部分190を通じてエア吸引路に吸引されてエジェクタピン140の先端突出部周りで当該金型パーティング面に倣って密着して吸着保持される。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
射出成形用金型
【課題】成形不良が生じ難く、かつスワールマーク等の外観不良が生じ難く、外観に優れた発泡成形品を安定して得ることができる射出成形用金型を提供する。
【解決手段】第1の金型2と、第1の金型2と組み合わされて内部にキャビティAを形成する第2の金型3とを備え、第1の金型2及び第2の金型3の内の少なくとも一方のパーティングライン側の表面3aに、一端がキャビティAに接続されており、かつ他端が外部空間に至る溝7〜10が形成されており、溝7〜10によりガス流路が形成されており、溝7〜10内に、該溝7〜10を横断するように堰7a〜10aが形成されており、堰7a〜10aにより、堰7a〜10aが形成された部分のガス流路の断面積がガス流路の他の部分の断面積よりも小さくされている射出成形用金型1。
(もっと読む)
気流通路形成構造、ホッパユニット、および気流形成方法
【課題】成形機に供給される粉粒体に、成形機内で生じたガスが付着することを防止できる、気流通路形成構造、ホッパユニット、および気流形成方法を提供すること。
【解決手段】樹脂成形装置1は、ホッパ3と、成形機2と、ホッパ3および成形機2を接続する接続部材4と、接続部材4内を吸引する吸引装置5とを備えている。樹脂成形の材料としての粉粒体は、ホッパ3の排出口13から、接続部材4に形成された材料通路35を通過方向Tに通って、成形機2のシリンダ6の受入口9に供給される。シリンダ6内では、粉粒体が加熱溶融されることでガスが生じ、このガスの流れGが受入口9からホッパ3の排出口13に向かおうとする。一方、吸引装置5が、接続部材4の気流通路29内および材料通路35内を吸引しているので、材料通路35には、水平方向Hの気流Fが生じている。この気流Fにより、ガスの流れGがホッパ3の排出口13に向かうことが阻止される。
(もっと読む)
配線基板製造用金型およびこれを用いた配線基板の製造方法
【課題】反り,捩れ等の変形が生じにくく、軽量で生産性が高いとともに、厚さ方向の寸法精度にバラツキのない配線基板を製造するための金型を提供することにある。
【解決手段】一対の金型でコアレス多層基板52を挟持するとともに、前記コアレス多層基板52の実装面に接合する金型の接合面に形成したキャビティに樹脂を注入,固化して成形する配線基板製造用金型である。特に、コアレス多層基板52の実装面に、半導体素子を実装するための開口部を備えた環状補強枠53を一体成形する格子状キャビティ34を設けた。
(もっと読む)
射出成形用金型および射出成形品の製造方法
【課題】 リブの根元以外の部分に中空部が形成されることを従来より抑えることができる射出成形用金型および射出成形品の製造方法を提供する。
【解決手段】 薄板部11と、薄板部11に設けられたリブ13と、リブ13の根元の内部にリブ13に沿って形成された中空部15とを有する射出成形品10を製造するための射出成形用金型60は、薄板部11のうちリブ13側とは反対側の外装面11aを形成するための金型70と、薄板部11のうちリブ13側の面11bおよびリブ11を形成するために金型70に対向して配置される金型80と、金型80に設けられて中空部15を形成するためのガスを注入するガス注入ピン90とを備え、ガス注入ピン90は、外装面11aと、リブ11の厚み方向の両端の面13aとから略等距離の位置を通る仮想線10a上にガス注入口90cが配置されていることを特徴とする。
(もっと読む)
スクリュプリプラ射出装置の可塑化装置
【課題】スクリュプリプラ射出装置の可塑化装置において、可塑化シリンダに不活性ガスを注入するため、そのシリンダに設けたガス注入孔に樹脂が詰まるのを極力抑え、詰まり状態を容易に回復させる。
【解決手段】ガス注入孔の内径より大きい内径の貫通孔であって、ガス注入孔と可塑化シリンダのシリンダ孔に略直角に交差した状態で連通するピン装着孔と、ピン装着孔とシリンダ孔が重なる部分で開口する略長円形状の開口であって、その略長円の長径がガス注入孔の内径より小さく形成された通気開口と、複数個の環状溝が外周に刻設されるとともにピン装着孔に着脱自在に取り付けられる溝付きピンと、そして、溝付きピンに干渉する範囲のフライトの外周を小径に形成した可塑化スクリュと、を備えて、溝付きピンの環状溝の複数個を通気開口からシリンダ孔内に露出させて、ピン装着孔と環状溝の間に形成されたガス流路によってガス注入孔とシリンダ孔を連通した。
(もっと読む)
射出成形機における加熱筒の排気装置
【課題】水やタール状物が生成され難く、附着した水やタール状物を容易に除去することができるガス排気装置を提供する。
【解決手段】減圧雰囲気で成形原料Mを可塑化し、加熱筒27内で発生した水分やガスを吸引して大気へ放出するように構成した射出成形機10における前記加熱筒27の排気装置であって、前記成形原料Mが供給される前記加熱筒27の上部開口33の上方へ垂直に設けられた原料落下路34内に、該原料落下路34の上面開口部から脱着可能に垂設された吸引管22を備えるとともに、該吸引管22はその下端面近傍の側面に多数の吸引孔35を有する。
(もっと読む)
モール成形型及びモール付きガラスの製造方法
【課題】ガラス基材の周縁部に備える金属製モールの外観性を向上させるとともにコストを抑え、更に、金属製モール以外のモールの製造にも対応可能なモール成形型及びモール付きガラスの製造方法を提供する。
【解決手段】ガラス基材45の周縁部に樹脂モール57を一体的に成形するモール成形型10において、樹脂モール57の表皮の一部が金属製モール46で構成され、モール成形型10に、金属製モール46の長手方向に沿ったスリット形状の真空吸引溝24を有する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、島構造の中接部等、余剰ガスが残留し易い形状部についても完全に抜気することで、発泡樹脂成形品における外観不良を回避する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、島構造の中接部11等、余剰ガスが残留し易い形状部Aの金型エリアに設定される中接部専用バキューム機構60から抜気することで、発泡反応時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 導光板とスプルとを別個に取出すことができる導光板の成形金型および成形方法であって、なおかつ金型から導光板の取出しを容易にすることができる導光板の成形金型および成形方法を提供する。
【解決手段】 射出成形により固定金型13と可動金型12の間に形成されるキャビティ14内で導光板Pの成形を行う導光板Pの成形金型11において、キャビティにおける主面形成面16aの周囲に気体流通路34,34aの開口部34bおよびゲートカッタ部材24が形成されている。
(もっと読む)
1 - 20 / 43
[ Back to top ]