
Fターム[4F207KL98]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 成形材料の流れに関する特殊手段 (242) | ブレカープレート、整流板 (30)
Fターム[4F207KL98]に分類される特許
1 - 20 / 30
スクリュー押し出し機
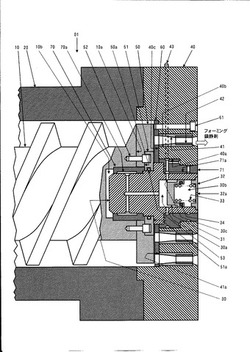
【課題】製鋼用フォーミング鎮静剤をスクリュー押し出し機で成型する場合は大きな回転トルクが付加されるのでスクリュー先端部を支持している軸受メタルや軸受部が折損し寿命が短かった。また、軸受部にフォーミング鎮静剤が侵入することによる軸受メタルのロックや、ブレーカプレートのノズル摩耗の問題があり生産効率が悪かった。
【解決手段】スクリュー軸先端部とブレーカプレートに中間軸を挿入し、中間軸の両端を軸受メタルで支持する構造にして大きなトルクに耐えられるようにした。また、グリースを中間軸に溜めて軸受メタルのグリースの消費にしたがってグリースが供給できるようにしたので軸受メタルにフォーミング鎮静剤が侵入しなくなった。ノズルには超硬合金を用いノズルの前方は縮径にノズルの後方は拡径にして成形効率を向上した。
(もっと読む)
スクリーンチェンジャのスクリーン交換方法及びスクリーンチェンジャ

【課題】DB式の押出機のスクリーンチェンジャの空気抜き作業において、樹脂の空気抜き溝からの流出を的確に検知することができるスクリーンチェンジャのスクリーン交換方法及びこの方法を好適に利用することができるスクリーンチェンジャを提供する。
【解決手段】本発明は、DB(DUAL BAR SCREEN CHANGER)式の押出機のスクリーンチェンジャにおいて、空気抜き溝から樹脂が流れ出すことによってスクリーン交換後の空気抜き作業を完了させる方法であり、空気抜き溝から大気中に流れ出す樹脂の温度がその周囲の温度、例えばスライドバーの温度と異なることを利用して樹脂の空気抜き溝からの流出の有無を検出する方法である。
(もっと読む)
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物を押出機で前記押出発泡させる際に、該押出機のスクリューとして、先端部を外周部から中心に向けて延びる複数本の溝が設けられた形状とするスクリューを用いることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物を押出機で前記押出発泡させる際に、前記押出機内での前記溶融物の最高到達温度を340℃以下にすることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物がブレーカープレートを通過する際の樹脂温度について、ブレーカープレートの中心部から外周部までの温度の最高温度から最低温度を引いた値が20℃以下になるようにすることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
ゴム押出機
【課題】ゴム押出機におけるストレーナーの着脱を容易にする。
【解決手段】ゴム押出機はゴム材料を投入する投入部と、投入部に投入されたゴム材料を混練しつつヘッドに移送するスクリューと、スクリューを収容するシリンダと、シリンダのスクリュー端に装着されたヘッドと、前記ヘッドに着脱自在に取り付けられるダイホルダ20とから成る。前記ダイホルダ20は、ヘッドから給送されるゴム材料を成型する口金22と、前記口金22を保持する口金保持部26と、ヘッドから給送されるゴム材料を前記口金22に導くインサート24を備え、前記インサート24はヘッドから給送されるゴム材料の通路24bの回りにストレーナー30を着脱自在に保持するための凹部24aを備えている。
(もっと読む)
流体用スクリーンチェンジャー
【課題】 濾過面積の減少を招くことなく、小型化,軽量化を可能とした流体用スクリーンチェンジャーを提供する。
【課題手段】 立方体のケーシングの一辺に対し直接または間接的に流体の主入口1個が設けられ、該主入口からそれが辺に沿って2つの分岐路に分かれ、それぞれの端部がケーシングの副入口となる。ケーシングの略中央部に入口と直角で円筒形の空間が設けられ、該空間の軸方向両側から2つの濾過手段が出入り自由に挿入され、それぞれの濾過手段の入口がケーシングの副入口を介して、前記分岐路に通じる。そして、前記濾過手段の出口側はケーシング中央部側にあり、それぞれが合流して連通路となり、その中間からケーシングの軸方向中央付近の外面に開口する出口が設けられ、前記主入口から分岐路への交叉部に切換弁1個が設けられ、入口流を分岐路全体に、または片側に分流させるようにしたことである。
(もっと読む)
スクリーンユニット及びスクリーンチェンジャ
【課題】 スクリーンユニットにおいて、スクリーンパック及びカートリッジに対する厳しい寸法設計や寸法管理を不要にする。
【解決手段】本発明のスクリーンユニット1は、外部の樹脂を内部に流通可能な流通孔12を径が一定に形成された支持部15の外周面に複数備えた筒状のカートリッジ13と、樹脂を濾過するメッシュを備えると共にカートリッジ13を外側から覆うように装着されることによってカートリッジ13の支持部15に支持される筒状のスクリーンパック14と、を有し、カートリッジ13における支持部15の外周面より基端側の外周には、基端側に向かうにつれて径が大きくなるように傾斜するテーパ状の係合面21が形成され、スクリーンパック14は、基端が開口とされていると共に、先端側から基端側に押圧されてカートリッジ13の係合面21に添って接触可能な被係合面22がスクリーンパック14の基端側の内周に形成されている。
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
発泡電線用押出機
【課題】シリンダ内の発泡性ガスの停滞を抑制すると共にシリンダ内の押出材料の樹脂圧を適正に保ち、これにより発泡性ガス注入ノズルからの発泡性ガスの注入を適正且つ容易に行うことができる発泡電線用押出機を提供する。
【解決手段】ペレット状の押出材料5を混練すると共にシリンダ1の先端部に向けて移送し、その移送過程でシリンダ1内に発泡性ガス11を注入して、材料5と発泡性ガス11とを混練し、これにより形成されたペースト状の材料5をシリンダ1の先端部のクロスヘッド12に導き、クロスヘッド12を通して走行する芯線13上に材料5を押出被覆する発泡電線用押出機であって、発泡性ガス11の注入位置と押出機のクロスヘッド12間の異物除去用ブレーカープレート14の使用を廃止し、且つ、発泡性ガス11の注入位置と押出機のクロスヘッド12の芯線走行位置間の移送距離をブレーカープレート14を使用した場合よりも短くする。
(もっと読む)
多層押出発泡成形体の製造方法及び製造装置
【課題】成形体を構成する各層の層構造の乱れを抑制することができる多層押出発泡成形体の製造方法を提供する。
【解決手段】発泡剤含有溶融樹脂Aと発泡剤非含有溶融樹脂Bとを高圧下で厚み方向に合流させて積層溶融樹脂Cを得る第1工程、積層溶融樹脂Cを幅方向中央で分割して離反させて分割積層溶融樹脂D1,D2を得る第2工程、分割積層溶融樹脂D1,D2を厚み方向に離反させる第3工程、分割積層溶融樹脂D1,D2が分離した状態で上下に揃うように位置を合わせる第4工程及び上下の分割積層溶融樹脂D1,D2を合流させて倍加積層溶融樹脂Eを得る第5工程を含み、前記第4工程と第5工程との間に、分割積層溶融樹脂D1,D2が上下に揃うように位置合せされた左右方向の位置関係を保持してこれらが分離した状態のまま下流側へ所定長さ移動させることにより左右の流速差を低減させる整流工程を設けた。
(もっと読む)
溶融樹脂整流用ユニット
【課題】押出成形装置の流路内における溶融樹脂の滞留を十分に解消すること。
【解決手段】本発明に係る溶融樹脂整流用ユニット20は、押出成形装置の流路に設けられるものであって、濾材15を保持する第1の面S1からその裏面である第2の面S2に向けて貫通する複数の貫通孔12Bを有するブレーカープレート10Bと、ブレーカープレート10Bの第2の面S2と当接する第3の面S3に形成された溝23A及び第3の面S3からその裏面である第4の面S4に向けて貫通する排出孔28を有する整流プレート21Aとを備える。溝23Aはブレーカープレート10Bの貫通孔12Bの開口13に対向する位置に設けられており、当該溝23Aとブレーカープレート10Bの第2の面S2とによって構成される滞留防止用流路25が排出孔28と連通している。
(もっと読む)
押出成形装置
【課題】反りや歪み等の変形を生じさせることなく,強度に優れた成形体を生産性を低下させることなく製造する押出成形装置を提供する。
【解決手段】スクリュ式の押出機12により押し出された成形生地25aを冷却固化して成形する成形ダイ30間に,押出ダイ20を配置し,この押出ダイ20で押出機12によって押し出された前記成形生地25aの溶融状態を維持しながら前記成形ダイに導入する。押出ダイ20内に形成された空間21内には,成形生地に流動抵抗を与える抵抗体26を配置し,該抵抗体26の外周と前記押出ダイ内周間の間隔を前記成形生地の流路21aと成すと共に,前記抵抗体26の前記押出機12側の端部に,前記成形生地25aの押出方向に対して直交方向を成す端面261aを設け,押出ダイ20内を流れる成形生地を前記端面と衝突させて攪拌し,これにより成形生地の流れを成形ダイに導入する前に均一化する。
(もっと読む)
アロイにされた熱可塑性ポリマーからの配向フィルムの製造方法、そのような製造のための装置、および得られる生成物
【解決すべき課題】新規なラミネートの製造方法の提供。
【課題を解決する手段】ポリマー物質P1’とポリマー物質P2’の緊密ブレンドが形成され、該ブレンドがダイを通して押出され、フローが出口ギャップを有する出口オリフィスを含むダイを通って流れる、熱可塑性ポリマーアロイのフィルムまたはシート形成方法であって、出口オリフィスの上流にそれをブレンドが通過する1以上のグリッドを有するグリッドチャンバーが提供され、1つ又は複数のグリッドはブレンド中のP1’またはP2’の分散された相の平均サイズを小さくするように選択されたサイズの開口を有し、1つ又は複数のグリッドはチャンバー中の出口ギャップよりも広いギャップを有する位置にあり、グリッドチャンバーはさらにスクリーンとダイ出口の間にギャップが減少する部分を有し、ブレンドが通るギャップが、少なくともダイ出口のギャップへの道の一部で小さくなっている、熱可塑性ポリマーアロイのフィルムまたはシート形成方法。
(もっと読む)
温度センサー挿入孔付きブレーカープレート
【課題】 樹脂流路中心部に温度センサーを挿入して正確な樹脂温度が計測でき、かつ樹脂の滞留部分を極力抑制したブレーカープレート、およびそのブレーカープレートを用いた熱に敏感な樹脂のシートまたはフィルムの成形方法を提供する。
【解決手段】 温度センサー挿入用孔(3)が形成されており、上底面部(6)から下底面部(7)に貫通して設けられた樹脂流路である複数の小径貫通孔(8)のうち、温度センサー挿入用孔(3)に近接する小径貫通孔(8’)を、上底面部(6)および下底面部(7)の表面に近づくに従って、漸次温度センサー挿入用孔(3)側に拡張してその断面を長円形状とし、温度センサー挿入用孔(3)に対応する上底面部(6)および下底部(7)のスクリーン保持面の幅(9)を、他の部分の小径貫通孔(8)の間隔(10)以下で0.5mm以上とした円柱形状のブレーカープレート。
(もっと読む)
ポリアセタール樹脂成形体の製造方法
【課題】フィッシュアイなどの異物が少なく、押出成形性、製品外観性などに優れたポリアセタール樹脂成形体を提供する。
【解決手段】金属繊維又は粉体からなる、絶対ろ過精度が50μm以下である焼結フィルターを、ブレーカープレートに設置してろ過することにより、フィッシュアイの個数を低減したポリアセタール樹脂を使用する。
(もっと読む)
積層体の製造方法、および製造装置
【課題】垂直配向積層体の製造方法と製造装置を提供する。
【解決手段】積層体は、硬化性流体、例えばポリマーを流路(80)に沿って分割し、再配置し、流れを複合し(95、98、100)、所望の積層体を得て製造される。流れの分割と再複合は繰り返すことができ、これによって数十、あるいは数万の層を有する積層体が製造できる。ポリマーは例えば粘度比3未満など、同様の粘度を持つものが使用できる。本発明の態様は包装用途に適用できるが、本発明の態様は積層体が使用される任意の分野に適用できる。
(もっと読む)
長尺材の製造方法と製造装置
【課題】ポリマー材料の濾過度を高めても濾過の作用をより長時間にわたって持続させ得る長尺材の製造方法及び製造装置を提供する。
【解決手段】粉末状の固形物が存在するポリマー材料92を成形材料流路40に供給する。この流路40には、所定サイズ以上の固形物を捕捉する第1部分3aと濾過度の低い第2部分3bとを備える濾過材3が設けられている。第1部分3a及び第2部分3bをそれぞれ通過した第1濾過ポリマー材料92a及び第2濾過ポリマー材料92bを互いに区別した状態で流路40の下流側に流動させて押出口42bから押し出すことにより、所望の範囲の表面(材料92aからなる表面)への異物の現出が防止された長尺材90が得られる。上記表面の品質に影響しない部分を構成する材料92bの濾過度を低くすることにより、濾過材3が目詰まりするまでの時間を長期化することができる。
(もっと読む)
長尺材の製造方法と該方法に用いる濾過装置
【課題】メッシュによる濾過度を高めても濾過の作用をより長時間にわたって持続させることができる長尺材製造方法および該製造方法に用いる濾過装置を提供する。
【解決手段】粉末状の固形物が存在するポリマー材料92を、スクリュー14を内蔵するシリンダー12を備えた押出部10から成形部20の成形材料流路40に供給し、押出口42bから押し出して長尺材を製造する方法が提供される。使用する押出成形装置1の成形材料流路40内には、ポリマー材料92の旋回流動方向を非旋回流動方向に変化させる整流手段70と、所定サイズ以上の固形物を捕捉する濾過手段としてのメッシュ60が設けられている。メッシュ60の実質的な濾過面積は成形材料流路40の基準横断面積よりも拡大されている。これによりメッシュ60が目詰まりするまでの時間が長期化される。
(もっと読む)
押出成形機
【課題】 セラミックスハニカムの押出成形において、クラックの発生がなく、均一な押出成形体を得る。
【解決手段】 供給用スクリュー11と成形ダイス13の間に可塑性材料の流れを整えるための筒状整流部20を有し、該整流部内に入口と出口を結ぶ直管群22を備えて可塑性材料の流れを分割し、整流部入口a−aにおいて該直管群の入口端を整流部の内壁に接触させて分散配置し、かつ、整流部出口b−bにおいて該直管群の出口端を整流部の中心部に集合配置することにより、整流部入口において周縁部に流入する可塑性材料を整流部出口において中心部に変更し、一方、整流部入口において中心部に流入する可塑性材料を整流部出口において周縁部に変更する押出成形機において、隣接する直管同士の壁によって形成される谷部に、前記可塑性材料の流れを乱流とする拡散部材を設ける。
(もっと読む)
1 - 20 / 30
[ Back to top ]