
Fターム[4F207KL99]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | その他 (35)
Fターム[4F207KL99]に分類される特許
1 - 20 / 35
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
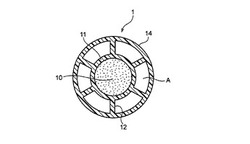
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
細径脱気チューブ及びその製造方法

【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
多層押出発泡成形体の製造方法及び製造装置
【課題】成形体を構成する各層の層構造の乱れを抑制することができる多層押出発泡成形体の製造方法を提供する。
【解決手段】発泡剤含有溶融樹脂Aと発泡剤非含有溶融樹脂Bとを高圧下で厚み方向に合流させて積層溶融樹脂Cを得る第1工程、積層溶融樹脂Cを幅方向中央で分割して離反させて分割積層溶融樹脂D1,D2を得る第2工程、分割積層溶融樹脂D1,D2を厚み方向に離反させる第3工程、分割積層溶融樹脂D1,D2が分離した状態で上下に揃うように位置を合わせる第4工程及び上下の分割積層溶融樹脂D1,D2を合流させて倍加積層溶融樹脂Eを得る第5工程を含み、前記第4工程と第5工程との間に、分割積層溶融樹脂D1,D2が上下に揃うように位置合せされた左右方向の位置関係を保持してこれらが分離した状態のまま下流側へ所定長さ移動させることにより左右の流速差を低減させる整流工程を設けた。
(もっと読む)
フィルターの洗浄装置および洗浄方法
【課題】フィルター洗浄能力を上げ、この洗浄期間の短縮を図ることによって、従来並の洗浄期間でフィルム破断を起こさない、充分に清浄な再生フィルターとするためのフィルター洗浄方法を提供する。
【解決手段】フィルターの樹脂濾過方向とは逆方向に加温したアルカリ洗浄液を流しながら、フィルターを洗浄浴槽中で洗浄液に浸漬して超音波洗浄とアルカリ洗浄とを同時に行うフィルターの洗浄装置と洗浄方法とする。
(もっと読む)
クロスウェブ共押出のための方法及び装置並びにそれによるフィルム
セグメント化多成分高分子フィルムを作製するための方法及び装置。該方法は、第1の分離次元で分離される、少なくとも2つの異なる高分子組成物を含む、少なくとも2つの分離された溶融ストリームを提供する工程と、第1の分離次元に実質直交する第2の分離次元で、分離された溶融ストリームのうちの少なくともいくつかを少なくとも2つのセグメント化フローストリームに分割する工程と、セグメント化フローストリームのうちの少なくともいくつかを再方向付ける工程であって、セグメント化フローストリームのうちの少なくともいくつかは、両方の分離次元で順次再方向付けられる工程と、セグメント化フローストリームをセグメント化多成分高分子フィルムに収束させる工程と、を含む。突起を有するセグメント化多成分高分子フィルムもまた示され、該フィルムは、上面と底面とを有し、各表面は、フィルムの横断方向に沿って少なくとも部分的に互い違いになり、フィルムの長さ方向に連続的に延在する、高分子セグメントの異なる配列を有する。  (もっと読む)
(もっと読む)
圧縮押出成形装置
【課題】熱融性成分を含む固形廃棄物の減容・再資源化処理等に用いる圧縮押出成形装置として、熱融性成分の多少や融点の高低があっても、格別な加熱手段を用いることなく熱融性成分を充分に溶融させ、減容圧縮物の良好な押出成形性を確保して、材料全体が強固に一体化した良質の押出成形物を製出し得るものを提供する。
【解決手段】互いの螺旋歯21a,21bを噛み合わせて回転する一対の押出スクリュー軸2A,2Bが配置した処理槽1内に、熱融性成分を含む固形の被処理材料を投入して押出スクリュー軸2A,2Bの回転によって減容圧縮し、圧縮物を処理槽1前端のノズル孔30より連続的に押し出すように構成された圧縮押出成形装置M1において、処理槽1の前端内面側に押出方向に凹陥した材料溜まり4が形成され、材料溜まり4の底面にノズル孔30の入口側が開口している
(もっと読む)
光学薄層を有する多層光学フィルムの形成方法
【課題】多層光学フィルムの製作において、層間拡散の影響を制御する方法を提供する。
【解決手段】多層光学フィルムを形成するための方法であって、第1および第2の樹脂を提供するステップと、前記第1および前記第2の樹脂を、複数の層をなし第1および第2の主面を有する樹脂ストリームに押出すステップと、前記第1の主面がキャスティング面に対し流延され、前記第2の主面がキャスティング面に対して流延されるように前記樹脂ストリームを流延するステップと、を含む方法。
(もっと読む)
押出機のダイプレートを機械加工するための装置
【課題】ペレット化のための押出機のダイプレートを機械加工するための装置を提供する。
【解決手段】研削面3を有する研削ホイール2を備え、前記研削ホイール2は、前記押出機に面するカッターヘッドの駆動装置の駆動シャフト5上に回転装置4を介して配置されており、前記研削ホイール2が前記駆動シャフト5に取り付けられるときに前記ダイプレート1に位置合わせされる少なくとも前記研削面3が、ハードコーティング6を有する。
(もっと読む)
ポリグリコール酸固化押出成形物及びその製造方法
【課題】切削、穴あけ、切断などの機械加工により二次成形品に成形することが可能なポリグリコール酸固化押出成形物とその製造方法を提供すること。
【解決手段】温度270℃及び剪断速度120sec−1で測定した溶融粘度が10〜1,500Pa・sのポリグリコール酸を含有する樹脂材料から形成され、1.575〜1.625g/cm3の密度、並びに5mm以上100mm以下の厚みまたは直径を有するポリグリコール酸固化押出成形物;並びに該ポリグリコール酸を含有する樹脂材料を固化押出成形後、固化押出物を加圧して、フォーミングダイ方向に背圧をかけながら引き取り、それによって、固化押出物の厚み方向若しくは直径方向への膨張を抑制する工程を含むポリグリコール酸固化押出成形物の製造方法。
(もっと読む)
フィードブロック及びシート又はフィルムの製造方法
【課題】本発明は、フィードブロックの合流部における樹脂境界の乱れを軽減し、シート及びフィルムの形状不良及び不均一な厚みを殆ど生じさせないフィードブロック、及びシート又はフィルムの製造方法を提供することを目的とした。
【解決手段】押出成形機21とダイ2との間を繋ぐフィードブロック1であって、内部には主流路5と副流路6,7が設けられ、その主流路5と副流路6,7が合流する合流部8において、主流路5が複数に分割され、フィードブロック1の樹脂の流れ方向下流側で、分割された主流路5が再び合流する構成とする。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
多軸押出機
軸方向長さに沿って少なくとも部分的に重なり合う複数のバレル空洞が形成される単一のバレル(3)と、複数のバレル空洞の各々内に配置される1つの押出スクリュー(5a,5b)と、押出スクリュー(5a,5b)を回転駆動する少なくとも2つのモータ(M1,M2)とを備え、供給側(25a)と排出側(25b)とにそれぞれ設けられる1つの同期装置及び捩り力伝達装置(35,36)を介して協働する両押出スクリュー(5a,5b)を同期して駆動する多軸押出機、特に二軸押出機。 (もっと読む)
断熱材
【課題】複数枚の断熱材の設置作業を容易にする。
【解決手段】断熱材は、長手方向の一方端に設けられたオス又はメスの面ファスナーを有する接合シート用を他方端に設けられたメス又はオスの面ファスナーに貼り合わせることにより発熱体1の外周部に巻き付けられる内周側断熱部材4aと、長手方向端部表面に設けられたオス又はメスの面ファスナーを内周側断熱部材4a又は内周側の外周側断熱部材の外表面に設けられたメス又はオスの面ファスナーに貼り合わせることにより内周側断熱部材4a又は内周側の外周側断熱部材の外表面に巻き付けられる外周側断熱部材4b〜4eとを備える。
(もっと読む)
チューブ成形用ロール式引取り装置
【課題】チューブ成型用ロール式引取り装置は、減速機構として遊星歯車を使用しているため、バックラッシュが必然的に発生する。チューブの押出成形は、チューブの引取り速度の変動が良品と不良品とを左右するため、さらなる引取り速度の精度向上が可能なチューブ成型用ロール式引取り装置を提供する。
【解決手段】押出機から押し出された成形材料を金型12内でチューブ状に成形し、このチューブ状に成形された材料11を駆動回転する引取りロール18により連続的に引き取るチューブ成型用ロール式引取り装置17は、引取りロール18の駆動機構が遊星ローラー式減速機を有する。
(もっと読む)
ポリフェニレンエーテル系樹脂押出成形体の製造方法
【課題】押出成形加工時の生産性、成形体の二次加工性、耐熱性、表面外観に優れ、電気・電子用部材、自動車用部材、建築用部材、その他産業用部材としての用途に好適なポリフェニレンエーテル系樹脂成形体の製造方法の提供。
【解決手段】ポリフェニレンエーテル系樹脂(A)5〜95重量部およびポリアミド樹脂(B)5〜95重量部の合計量100重量部に対して、粘度平均分子量が40万〜1500万の超高分子量ポリマー(C)0.1〜10重量部からなるポリフェニレンエーテル系樹脂組成物を、断熱金型を用いて押出成形することを特徴とするポリフェニレンエーテル系樹脂押出成形体の製造方法。
(もっと読む)
ウェザストリップの中空シール部への穿孔方法及び装置
【課題】中空シール部内に支柱を備えたオープニングウェザストリップの支柱へのエア抜き孔の穿孔方法において、エアの抜け道を確保し、良好なドア閉じ性を確保するためのエア抜き孔を支柱に短時間で確実に穿孔できるようにする。
【解決手段】口金11内にはU字管18が組み込まれ、U字管18の一端は、口金11のコア金型19より突出してL字形に屈折し、他端は押出されるウェザストリップ6外側の口金11の吐出側より突出する。口金吐出側のウェザストリップ外側に設けられる作動装置21には前記U字管18にスライド可能に通したワイヤー状の穿孔治具22が連結され、該治具22をU字管18を通して進退させ、その一端をU字管18の一端より押出し方向と直交する方向に出入りさせてウェザストリップ6の中空シール部内の支柱5に突き刺し、エア抜き孔の穿孔を行う。
(もっと読む)
金型を精密に組立てる方法
【課題】金型のダイとダイ孔とを精密に嵌合する。
【解決手段】型枠3をヒートプレート2上に置いて加熱する第1のステップと、第1のステップによって熱膨張して内径が拡大したダイ孔31内にダイ4を嵌合する第2のステップと、第2のステップのダイ4が嵌合された型枠3を冷却し、ダイ孔31の内径が除々に縮小されてダイ4とダイ孔31とが精密に嵌合される第3のステップと、からなる。以上のステップによってダイ4とダイ孔31とを精密に嵌合でき、隙間によってダイ4とダイ孔31とが衝突して破損するのを防止できる。
(もっと読む)
製膜方法
【課題】ポリマーフィルムの傷やしわ等を防止する。
【解決手段】溶液製膜設備は、搬送手段として駆動ローラ48を備える。駆動ローラ48は、溶媒を含む状態でバンドから剥がされたポリマーフィルム12を搬送する。駆動ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
1 - 20 / 35
[ Back to top ]