
Fターム[4F208AD27]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 前処理、処理 (71)
Fターム[4F208AD27]の下位に属するFターム
粗面化 (6)
予熱(←温度調整) (13)
予冷却
エネルギー線処理 (6)
化学的処理(←酸洗、脱脂、エッチング) (5)
プライマー処理、下塗り (27)
Fターム[4F208AD27]に分類される特許
1 - 14 / 14
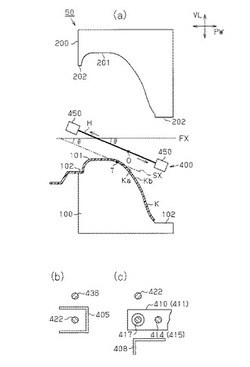
内装品の真空成形方法及び内装品の真空成形装置
【課題】
表皮の原反の寸法短縮をしても、把持手段が型と接触する虞がないとともに、表皮のコスト低減を行うことができる内装品の真空成形方法及び内装品の真空成形装置を提供する。
【解決手段】
クランプ具450は基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置と両型に干渉しない待避位置間を移動可能に自在に設けられている。基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置から待避位置へ移動する際に、クランプ具450により把持されるとともにヒータにより加熱された表皮Hはクランプ具450により延伸された後、真空成形される。
(もっと読む)
フィルム成形物の製造方法

【課題】金属配線を備えた三次元の成形物を提供する。
【解決手段】基材フィルム上に、金属配線の材料を含む機能液を塗布して金属配線パターンを形成する金属配線パターン形成工程と、前記金属配線パターンが形成された前記基材フィルムを成形する成形工程と、を含み、前記成形工程では、前記機能液を固化させる前に、前記基材フィルムを成形する。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
積層体、及び真空成形又は真空圧空成形による積層体の製造方法
【課題】本発明は、溶剤系接着剤を使用する際の課題を解決し、樹脂または金属基材に、樹脂シート、布及び不織布などの加飾部材を効率良く、美しく接着した積層体を得ることを目的とし、また該積層体を得る方法を開発することを目的としている。
【解決手段】真空成形または真空圧空成形により、樹脂シート、布、不織布などの加飾部材と、樹脂基材または金属基材とを、変性ポリオレフィン樹脂を含む組成物を介して貼り合わせることを見出し、本発明を完成するに至った。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
中空成形品の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
電磁誘導加熱コイルにより該熱可塑性樹脂の融点以上に被加熱部を昇温させた該リーンフォース・パイプの該被加熱部を該デッキボードに押し付け、該デッキボードを溶融、軟化させて突き破り、該デッキボード内の空隙に該リーンフォース・パイプを挿入することにより前記課題を解決した。
(もっと読む)
水周り部材および水周り部材の製造方法
【課題】フッ素ガス処理により、水周り部材の表面を改質するにあたって、一度に纏めて大量に処理することが可能な生産効率の良い水周り部材を提供する。
【解決手段】フッ素ガス処理により表面性状が改質された板状樹脂部材を、真空成形したことを特徴とする水周り部材であって、真空成形後の表面は全体に亘って性状が改質され、且つ真空成形により、3次元形状に成形されることを特徴とする。
(もっと読む)
樹脂シート被覆製品の製造方法及び樹脂シート被覆製品
【課題】樹脂シート被覆製品の表面を、空気だまりや模様のムラがなく、平滑性の高いものにすること。
【解決手段】基材を樹脂シートで被覆した樹脂シート被覆製品の製造方法であって、前記基材表面を微細な凹凸面を形成するような表面加工をする段階と、前記基材表面に対して前記樹脂シートを当接させる段階と、前記基材及び前記樹脂シートを真空圧空成形によって張り合わせ樹脂シート被覆製品を形成する段階と、を有することを特徴とする。
(もっと読む)
表皮付パネル
【課題】
解決しようとする課題は、表皮材の切れ目がスライドコアに外嵌めされることによって、強制的に押し拡げられた該表皮材は局部的に永久変形を引き起こし、型締め後に該スライドコアを後退させた後も該切れ目の形状は完全には元に戻ることはなく、開いたままの該切れ目の開口にはパネル下壁の樹脂がむき出しになってしまうという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、インナーリブを有する表皮付パネルにおいて、該表皮には少なくとも3本の切れ目を有し、その内少なくとも2本の切れ目を他の1本の切れ目とT字状もしくは十字状に交差させることにより前記課題を解決した。
(もっと読む)
内装品の真空成形方法
【課題】基材の湾曲部に被覆した表皮において、表皮の厚みのバラツキが抑制されたインストルメントパネルの真空成形方法を提供する。
【解決手段】インストルメントパネル1の真空成形方法では、基材側真空吸引型51と表皮側真空吸引型52との型締め時に、表皮20の基材側真空吸引型51と表皮側真空吸引型52との干渉量が少なく、かつその干渉量がインストルメントパネル1の幅方向PWでバランスする角度に表皮20を傾斜保持させている。
(もっと読む)
ポリエステル成形品及びその製造方法
【課題】環状三量体含有量の少ない良好な品質のポリエステル成形品を、ゲルマニウムのような高価な希少金属触媒や、アンチモンのような環境衛生性に懸念のある重金属触媒を用いずに重縮合されたポリエステルを用い、比較的安価に製造する。
【解決手段】テレフタル酸を主成分とするジカルボン酸成分と、エチレングリコールを主成分とするジオール成分とから得られるポリエステル粒子であって、固有粘度が0.60dL/g以上1.5dL/g以下であり、平均粒径が0.5mm以上5.0mm以下であり、環状三量体の含有量が0.30質量%以下であり、チタン原子を含有し、ゲルマニウム原子及びアンチモン原子を実質的に含有しないポリエステル粒子を、水による処理、有機溶媒による処理、及び過酸化物による処理の中から選択される1以上の処理を行うことなく、熱成形して、環状三量体の含有量が0.38質量%以下のポリエステル成形品を得る。
(もっと読む)
消臭プラスチック成形品およびその製造方法
【課題】プラスチック成形品の基本的物性及び成形性を損なうことなく、プラスチック成形品に起因する消臭機能を発揮できるようにする。
布の劣化を抑制して経時的に安定した消臭性能を発揮できるようにする。
【解決手段】消臭プラスチック成形品1は、板状のプラスチック成形品本体2の表面に表皮材3が積層されている。表皮材3は、目付重量が50ないし600g/m2 の布4の裏面に鉄系消臭剤5を付着したものであり、その鉄系消臭剤5が付着されている裏面がプラスチック成形品本体2の表面に接合されている。この消臭プラスチック成形品1は鉄系消臭剤5が布4の表面に露出していないので、鉄系消臭剤5が直接空気にさらされないために耐久性が向上し、経時的に安定した消臭性能を発揮することができる。
(もっと読む)
加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品
【課題】 不飽和ポリエステル樹脂を用いた基材との接着性に優れ、しかも耐溶剤性に優れた飽和ポリエステル樹脂フィルム片からなる加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品を得る。
【解決手段】 この加飾用柄材は、飽和ポリエステル樹脂フィルム片の全表面に、不飽和ポリエステル樹脂塗料又はポリウレタン塗料による着色硬化皮膜が形成されてなる。この加飾用柄材を用いて加飾用BMC又はSMCを得る。また、この加飾用BMC又はSMCからなる表面材と加飾用柄材を含有しない繊維補強熱硬化性樹脂成形材料(汎用のBMC又はSMC)からなる裏側材とを重ね、これを金型内で熱圧成形することにより加飾成形品を得る。
(もっと読む)
1 - 14 / 14
[ Back to top ]