
Fターム[4F208AG12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 管状体(←配管パイプ) (145) | 曲り管 (22)
Fターム[4F208AG12]に分類される特許
1 - 20 / 22
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
樹脂製熱伝達ユニットの製造方法

【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
ダクト
【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
ダクトおよびその製造方法
【課題】ダクトの湾曲部分の通風性能を向上する。
【解決手段】ダクト10は、管状部14と曲げ変形可能な可変部16とを有し、該可変部16を曲げて湾曲部分11を形成するようになっている。可変部16は、支点部17が管状部14の外面と揃えて形成されると共に、残りの部分が、管状部14の外面より突出して周方向に延在する頂部18で繋がる対向する傾斜壁20,22で形成されている。可変部16は、支点部17を支点として対向する傾斜壁20,22を互いに近接するように折り畳んで湾曲部分11を形成している。
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
ダクトの車体固定構造
【課題】 作業性と車両への固定を確実にすることを両立することができるダクトの車体固定構造を提供すること。
【解決手段】 吸引ダクト2の外側へ張り出して鍔状に設けられ、車体パネル50の開口部51の周縁の上面と係合する上端部21と、吸引ダクト2の外側へ突出して設けられ、車体パネル50の開口部51の周縁の下面と係合する係止突起部24と、係止突起部24の基端に設けられ、突起の厚さを薄くした薄板部241を備えた。
(もっと読む)
ブロー成形品の製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、特に該ボスの溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
パリソンの膨張に伴い分割金型内の相対する回動部材と該パリソンとの摩擦力により該回動部材を回動させ、相対する該回動部材間に位置するパリソン部分の延伸度合いを減少させて該パリソン部分の肉厚の薄肉化を緩和させることにより前記課題を解決した。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
多層筒状成形体
【課題】本発明は、層間の密着性に優れ、低コストで生産でき、リサイクル可能な高い耐熱性を持つ多層成形体を提供する。
【解決手段】多層成形体が、ポリアリーレンサルファイド系樹脂95質量%から80質量%及びオレフィン系エラストマー5質量%から20質量%からなる第一ポリアリーレンサルファイド系樹脂組成物を含む最内層と、前記最内層のさらに外側に配置され、第一ポリアリーレンサルファイド系樹脂組成物100質量部に対し強化繊維を5から35質量部配合した第二ポリアリーレンサルファイド系樹脂組成物からなる外層と、を備える。
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
成形体およびその製造方法
【課題】
解決しようとする課題は、ブロー成形による吸気管においてパーティングラインを通すことのできない開口部の捨袋に近い部分が非常に薄肉となってしまい、剛性が非常に低下するという点である。
【解決手段】
少なくとも1つ以上の該開口部の外周囲に熱可塑性樹脂製のスリーブ状インサートをインサート成形し、該開口部の不要部分を分割金型内に突出させ、回転装置によりカッター及び刃をみそすり運動をさせながら回転軸のまわりを回転させて該不要部分を切除することにより前記課題を解決した。
(もっと読む)
成形体
【課題】
解決しようとする課題は、3つ以上の開口部を有する熱可塑性樹脂のブロー成形による吸気管において、パーティングラインを通すことのできない開口部の捨袋に近い部分が非常に薄肉となってしまい、剛性が非常に低下するという点である。
【解決手段】
少なくとも1つ以上の該開口部の外周囲に熱可塑性樹脂製のカラーがインサート成形されるようにし、その後離型してカットラインにて捨袋を除去することにより前記課題を解決した。
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
該捨袋の相対する二壁の一方の壁から他方の壁に向かって窪ませた凹部の先端を該他方の壁に溶着させて中空リブを形成することによって、該捨袋全体の剛性を高くし、塑性切断に際して該捨袋や該吸気管が変形しないようにした。
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管や該刃物が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
捨袋の切断面が吸気管に垂直な断面に対して傾いている該切断面の切断位置で、該吸気管に対する外向きの段差を捨袋に設けることにより前記課題を解決した。
(もっと読む)
中空樹脂成形方法及び中空樹脂成形装置
【課題】パリソンの咬み込みがなく、確実にパリソンをキャビティにセットすることができピンチオフを防止すること。
【解決手段】ブロー成形装置1の分割型2には、可動コア型7、補助支持ピン15、支持ピン17が前進可能に設けられている。誘導部材によって、パリソン19をキャビティ6に沿うよう配設するときは、補助支持ピン15及び支持ピン17を使用して可動コア型7に巻き付けるようにした。
(もっと読む)
押出し吸引−ブロー成形プラスチック成形部品を製造するための吸引ブローモールド
【課題】吸引ブロー成形において、製造コストを著しく増加させることがなくプラスチック溶融チューブを可塑的に変形可能であるモールド表面間の摩擦を低減した吸引モールドの提供。
【解決手段】2つの半型9によって形成される空洞を有する吸引ブローモールド1であり、プラスチック溶融チューブの形態の可塑的に変形可能な押出し予備成形物を閉じた空洞に導入し、モールド表面5上を少なくとも部分的に滑らせて空洞内に配置させる。該吸引ブローモールド1は、空洞のモールド表面5の少なくとも一部が特定の研磨処理を施すことにより滑り摩擦が低減された構造を有するブローモールド1を製造する方法、及び併せて該モールドを用いた押出し吸引−ブロー成形プラスチック成形部品10を製造するためのその使用とプラスチック成形部品10を開示する。
(もっと読む)
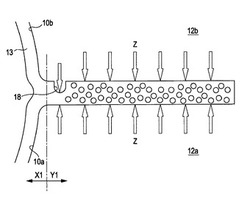
曲部を有する樹脂チューブの製造方法
【課題】曲部を有する樹脂チューブを、可及的に均一な肉厚をもって有利に製造し得る方法を提供する。
【解決手段】目的とする樹脂チューブの曲部の外側部分を形成する外側部分形成面30を含む第一のキャビティ面28を備えた第一の型20と、該曲部の内側部分を形成する内側部分形成面38を含む第二のキャビティ面36を備えた第二の型22とを用いて、成形されるパリソン46を、該外側部分形成面30に接触させつつ、該第一のキャビティ面28に接触配置した後、該第一の型20と該第二の型22との間で成形キャビティ40を形成すると共に、該成形キャビティ40内に該パリソン46を収容せしめ、その後、該パリソン46内に気体を吹き込んで、樹脂チューブを成形するようにした。
(もっと読む)
雪除け板付き吸気管の製造方法
【課題】
解決しようとする課題は、自動車用吸気管に雪除け機能を持たせる場合、ブロー成形製の該吸気管とは別に雪除け板を用意しなければならず、尚且つ捨袋部が無駄になるという点である。本発明は上記の点を解決するためになされた。
【解決手段】
吸気管と雪除け板部をブロー成形により一括成形し、成形後該吸気管と該雪除け板部とを分離し、分離された該雪除け板部を分離された該吸気管の所定の位置に固定、或いはインサート成形することにより前記課題を解決した。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】。
【解決手段】パリソンPを同一の径にて下方に吐出するノズルと、上記同一の径にて吐出されたパリソンPの左側に配置されてなる一方の金型本体8と、上記パリソンPの右側に配置されてなる他方の金型本体9と、上記一方及び他方の金型本体8,9が互いに接近する方向及び離間する方向に該一方及び他方の金型本体を駆動する駆動手段10,11と、上記一方の金型本体8に配置され他方の金型本体方向9及びその反対方向に移動自在とされてなる一方の移動型12と、上記他方の金型本体9に配置され一方の金型本体8方向及びその反対方向に移動自在とされてなる他方の移動型13と、上記一方の移動型12と他方の移動型13とが型締めされた後に上記パリソンPの内側に空気を圧入する空気圧入手段5,24と、を備えてなるとともに、上記一方及び他方の移動型12,13に形成された成形面12aの幅は、上記パリソンPの外径よりも広いものとされてなる。
(もっと読む)
1 - 20 / 22
[ Back to top ]