
Fターム[4F208AR02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 力 (110) | 圧力 (105)
Fターム[4F208AR02]の下位に属するFターム
樹脂圧 (4)
Fターム[4F208AR02]に分類される特許
1 - 20 / 101
成形装置および成形方法
【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
成形装置および成形方法

【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
樹脂製熱伝達ユニットの製造方法
【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
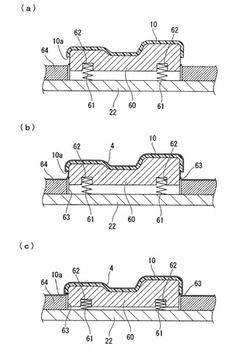
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
成型物の製造方法及び成型物
【課題】 導電性に優れた成型物を得ることができる成型物の製造方法を提供する。
【解決手段】 本発明の製造方法によれば、熱可塑性樹脂シート上に銀粉末、バインダー樹脂、及び溶剤を主成分とする銀ペーストを用いて塗膜を形成し乾燥させることにより銀粉末含有塗膜が設けられた熱成型用シートに、酸処理を施した後に熱成形を行う、又は該熱成型用シートを熱成型して得られた成型物に酸処理を施すことにより、導電性が良好な成型物が得られる。本発明で得られる成型物は導電性が優れるだけでなく、成型性や生産性が良好である。そのため、本発明の成型物は電磁波遮蔽機能が必要とされる成型物や導電回路付き成型物に用いられる。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
ダクトの成形方法及びダクト
【課題】ピンホールを発生させることなく、ダクト内面に整流板を有するダクトを提供する。
【解決手段】パーティングライン(PL)を介して接着される第1の壁部(201)と第2の壁部(202)とを有して構成する樹脂製のダクト(200)であり、少なくとも一方の壁部(201,202)の内面に凹部(300)を有し、凹部(300)に整流板(27)が取り付けられている。
(もっと読む)
プラスチックプリフォームをプラスチック容器に成形する装置およびその方法
【課題】細菌の拡散を防止するプラスチックプリフォームの成形装置を提供する。
【解決手段】クリーンルーム20と、少なくとも一種のプロセス圧力89,91,92によりプラスチックプリフォーム10を成形するためのブロー成形金型4を備える少なくとも1つのブローステーション8と、プロセス圧力89,91,92または回収圧力に減圧されたプロセス圧力を大気に放出する放出デバイス65とを備え、放出デバイス65が少なくとも1つの放出バルブ67を備えることによりプロセス圧力89,91,92または回収圧力を消音器69を介して大気に放出し、放出デバイス65において大気圧レベル97に達する前に放出バルブ67を閉じる圧力低下安全デバイス68を備えるプラスチックプリフォーム10の成形装置を提供する。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
真空成形方法
【課題】主に、局部的な薄肉化を防止し得るようにする。
【解決手段】加熱軟化した熱可塑性樹脂シート201を、コア型203を用いて真空成形型202へ押込むことにより伸ばしながら変形させ、熱可塑性樹脂シート201を、真空吸引して真空成形型202に密着させることにより、熱可塑性樹脂シート201を賦形して樹脂成形品を製造する真空成形方法に関するものである。真空成形型202とコア型203とを型締めする途中で、空気力を利用して、熱可塑性樹脂シート201の少なくとも一部分を部分的に伸ばしながら変形させてコア型203に密着させることにより、熱可塑性樹脂シート201の少なくとも一部分を予備賦形する。その後、真空成形型202とコア型203とを型締めして、真空成形型202で真空吸引することにより、熱可塑性樹脂シート201を本賦形する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
ブロー成形機
【課題】ブロー成形機で使用された後の高圧排気を従来よりさらに有効活用する。
【解決手段】金型19でパリソンP3をブロー成形して樹脂製容器P4を成形した後で、金型19から排気された高圧排気を高圧排気供給管路38を介してスクロール膨張機40の固定スクロール42と旋回スクロール44とで形成される膨張室Eに供給する。該高圧排気の膨張エネルギーで回転軸46を回転させ、回生用発電機48によって回生電力を得る。膨張室Eの出口42bから出た大気圧付近の空気は、排気戻し管路50を介して高圧空気圧縮機52に送られ加圧される。加圧された空気は再びブロー成形工程に使用され、又は減圧機構58で減圧されて、シリンダ12のピストン14の駆動用若しくはプレフォーム工程に使用される。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
ブロー成形用組成物
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 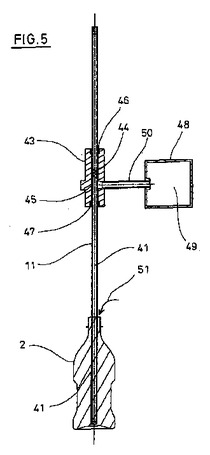 (もっと読む)
(もっと読む)
型固定装置、熱成形装置、及び、型固定方法
【課題】熱成形用の型をベース体に固定し易くすることを課題とする。
【解決手段】樹脂成形材料S1を熱成形するための型40をベース体50に固定するにあたり、前記ベース体50に固定されるときに該ベース体50と接触する型側接触面41aを前記型40に設け、前記型40を固定するときに該型40と接触するベース側接触面50aを前記ベース体50に設け、前記ベース側接触面50aに負圧を作用させて該ベース側接触面50aに前記型側接触面41aを密着させることにより前記ベース体50に前記型40を固定する。
(もっと読む)
1 - 20 / 101
[ Back to top ]