
Fターム[4F208AR14]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 流量、容積 (27)
Fターム[4F208AR14]に分類される特許
1 - 20 / 27
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
ブロー成形装置およびブロー成形方法
【課題】成形する季節によらず、成形品の品質を一定にすることができる、ブロー成形装置およびブロー成形方法の提供。
【解決手段】樹脂Pが金型12に奪われる第1の熱量Qkと、樹脂Pが樹脂P内から排出されるエアに奪われる第2の熱量Qaと、を算出し、第1、第2の熱量Qk,Qaの和が所定値Qcに達したときにエアの樹脂P内への吹き込みを停止して樹脂Pの冷却を終了する。そのため、所定値Qcを季節によらず一定にしておくことにより、樹脂冷却後に樹脂Pに残っている熱量Qjbは季節によらず一定になる。そのため、季節によらず成形品の品質を一定にすることができる。
(もっと読む)
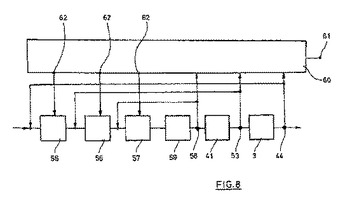
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法
【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
ブロー成形システムのバルブ・ブロック・アセンブリ
本発明によって、ブロー成形システム用のバルブ・ブロック・アセンブリ(300)が提供される。バルブ・ブロック・アセンブリ(300)が、バルブ・ブロック・ハウジング(301)と、該バルブ・ブロック・ハウジング(301)に形成された引き伸ばし棒穴(304)において長手軸(324)に沿って可動である引き伸ばし棒(303)とを備えている。さらにバルブ・ブロック・アセンブリ(300)は、前記バルブ・ブロック・ハウジング(301)に組み合わせられ、前記引き伸ばし棒(303)から離れて位置している1つ以上のバルブ(302a)を備える。前記1つ以上のバルブ(302a)の各々が、前記引き伸ばし棒(303)の長手軸(324)に略平行な長手軸(325)を有するバルブピストン(323)を備える。  (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
延伸発泡成形体の製造方法及び該方法により製造される延伸発泡容器
【課題】微細かつ均一な大きさの発泡セルが分布している延伸発泡成形体を製造することが可能な方法を提供する。
【解決手段】ガスが含浸された樹脂成形体を加熱発泡する工程;加熱発泡後に、前記樹脂成形体を冷却固化し、さらに該樹脂成形体に残存しているガスを放出する工程;及び残存するガスが放出された前記樹脂成形体を、加熱延伸する工程;からなることを特徴とする。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 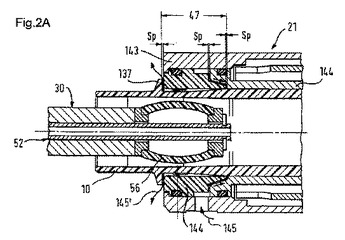 (もっと読む)
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
発泡ブロー成形方法およびこの方法を実施する発泡ブロー成形装置
【課題】定量式のポンプおよび冷却器として冷凍機を用いた熱交換機を不要として、コストを上げることなく、発泡ブロー成形に必要な炭酸ガスを押出機に供給可能とする。
【解決手段】押出機Eに炭酸ガスが注入される部分の樹脂圧力を圧力計12により測定し、この測定された樹脂圧力より若干高く炭酸ガスの注入圧力を予め圧力調整装置13により設定する。この状態で、ガスボンベGに封入されている二酸化炭素を、ガスボンベGの開放と共にガス化し炭酸ガスとする。更に炭酸ガスの流量を流量計14により測定し、この測定した流量を電気制御回路16により設定値と比較し、その比較の結果に応じて流量制御弁15の開度を調整し、炭酸ガスの流量および圧力を所定の設定値として、押出機Eに供給する。このようにして押出機Eに供給された炭酸ガスを使用して、発泡ブロー成形機Aにより、発泡ブロー成形を行う。
(もっと読む)
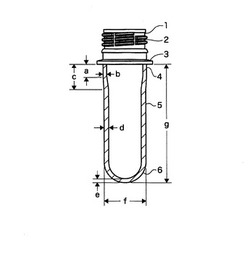
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
パリソンの真空排気方法及び装置
【課題】本発明は、クロスヘッドのエア管と真空ポンプとの管にエアタンクを設け、真空状態のエアタンク内にパリソン内のエアを排気し、排気時の騒音を低くし、かつ、短時間で多量の排気を行うことを目的とする。
【解決手段】本発明によるパリソンの真空排気方法及び装置は、クロスヘッド(1)のエア管(5)と前記真空ポンプ(21)との間に設けられた電磁弁(8)とエアタンク(20)とを用い、前記エアタンク(20)内を予め前記真空ポンプ(21)で真空にした後に前記電磁弁(8)を開弁して前記パリソン(3)内のエアを前記エアタンク(20)内に排気する方法と構成である。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製のボトルであって、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したことを特徴とする。
(もっと読む)
ブロー成形品その他のプラスチック中空体のピンホール検査方法
【課題】 自動ブロー成形工程に適し、極く僅かな水素の使用量でブロー成形品のピンホールを極く短時間でしかも正確に検出することができるブロー成形品のピンホール検査方法を提供する。
【解決手段】 水素を含有する圧力流体を用いてブロー成形したブロー成形品を密封し、密封したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する方法である。合成樹脂を溶融混練して押出機より筒状のパリソンを押し出し、次いで水素を含有する圧力流体を用いてパリソンを金型内でブロー成形した後、ブロー成形品を金型より取り出して、ブロー成形の際の圧力流体導入孔を封鎖する。圧力流体導入孔を封鎖したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する。
(もっと読む)
容器ブロー成形機のための流体流制御アセンブリと、このアセンブリを備える機械
本発明は、容器ブロー成形機のための流体流制御アセンブリに関し、この制御アセンブリは、ブローピン(1)と、少なくとも1つのブロー流体供給源と少なくとも1つの流体排出出口と上記ブローピン(1)との間をブロー流体が流れることを可能にする、ブロー流体の循環のための複数のパイプと、複数の流体循環パイプ内のブロー流体の流れを制御することが可能な弁とを備える。本発明は、これら弁のすべてがブローピン(1)を収容する本体(3)の前部上に配置されていることを特徴とする。  (もっと読む)
(もっと読む)
1 - 20 / 27
[ Back to top ]