
Fターム[4F208LD15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 予備加熱装置が組み込まれたもの (82)
Fターム[4F208LD15]に分類される特許
41 - 60 / 82
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 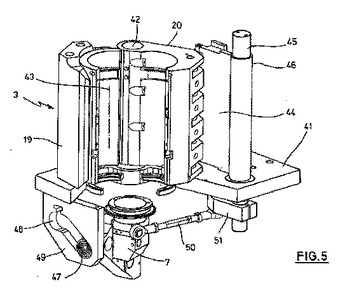 (もっと読む)
(もっと読む)
容器製造のための移送装置およびリニア型機器

本発明は、開いた位置および閉じた位置間で枢動する2つのレバー(54a,54b)から成る少なくとも1つのクランプ(54)と、前記閉じた位置までの前記レバーの弾性戻りのための手段と、を有する予備的形成品移送装置(50)に関連しており、
上記装置は、前記クランプの開放および閉鎖を選択的に制御する機構(80)を有することを特徴とし、この機構(80)は、
リンク(84)によって駆動されるように設計されているレバー展開部材(82)と、
クランプを、上記レバーの前記弾性戻りの力に反して開けるように設計されている作動手段と相互作用することができる少なくとも1つの自由端(88)を有する、上記部材の駆動リンクと、
前記クランプが、前記開いた位置に保持されているロックされた位置と、前記クランプが自由に閉じることができる収縮された位置と、の間で動くことができる連合したロック手段(92)と、
を有しており、
上記ロック手段(92)は、上記ロックされた位置から上記収縮された位置まで、上記ロック手段を動かすように設計されている第2の作動手段と相互作用することができ、上記クランプの閉鎖を自動的に開始する。
(もっと読む)
容器製造を目的としたプリフォーム加熱方法および加熱装置

プラスチック製プリフォーム(1)を材料とする容器製造のための前記プリフォーム(1)の加熱方法は、前記プリフォーム(1)を所定の経路に沿って、前記プリフォーム(1)の軸(A)周囲を回転させて搬送する工程と、前記プリフォーム(1)を前記経路に沿って赤外線放射源(11)により加熱する工程とを備え、前記放射される赤外線の強度は、前記プリフォーム(1)における少なくとも1個の角度領域(7、7a、7b)を局所加熱するよう前記経路に沿って制御されることを特徴とする。更に、プラスチック製プリフォームを加熱する加熱装置について特許請求する。 (もっと読む)
ブロー成形機
【課題】加熱搬送路の構造を簡略化するとともに加熱搬送路の搬送トラブルを解決したブロー成形機を提供する。
【解決手段】加熱ステーション4は、N個のプリフォームPを第1の方向に並べて支持した加熱用搬送部材21を、前記第1の方向と直交する第2の方向Aに沿って複数個ならべて搬送する加熱用往路20aと、加熱用往路の下方であって、加熱用往路と平行に設けられた加熱用復路20bと、転送部5側に位置する加熱用往路の一端にて、加熱用往路から加熱用復路に向けて前記加熱用搬送部材を下降させる下降機構28と、加熱用往路の他端にて、加熱用復路から加熱用往路に向けて加熱用搬送部材を上昇させる上昇機構29とを含む。加熱用復路29は、加熱用往路に配列される加熱用搬送部材の数よりも少ない数の加熱用搬送部材を、第2の方向Aとは逆方向へ搬送して、加熱用復路に沿って搬送される加熱用搬送部材を放冷もしくは強制的に冷却する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。この場合、パリソンを熱調整した後、ブロー成形型内部でブロー成形圧を作用させることによってパリソンを容器に成形する。パリソンを、少なくともその搬送経路の一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。担持要素は受け渡しホイールに対し相対的に可動に支持させる。担持要素はカム制御部によって位置決めされる。カム制御部は、担持要素を作業位置または静止位置において予め設定可能に配置させる位置決め可能なカムセグメントを有している。担持要素は、作業位置において受け渡し領域内へ送入され、静止位置においてこの受け渡し領域から離間して保持される。 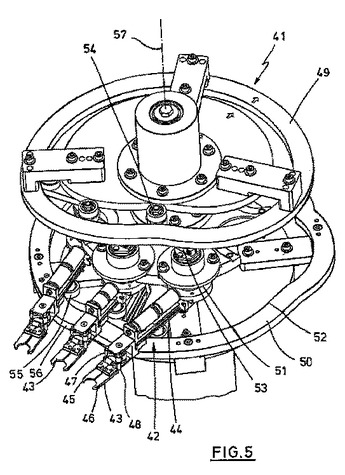 (もっと読む)
(もっと読む)
空調付きブロー成形機
【課題】外気温度(建屋内の温度)が変動する場合であっても最終形状であるボトルの計量値を安定させて生産することが可能な空調付きブロー成形機を提供する。
【解決手段】加熱ゾーン1から吸引した高温空気を1次フィルタ6及び2次フィルタ7によって濾過し、冷却水コイル8と熱交換を行わせ、送風機10によって圧送させて低温空気とし、その低温空気の一部を戻りダクト13を介してブローゾーン2へ戻すように構成する。なお、制御装置23は、イン側温度センサ18の帰還信号に基づいて、1次電磁弁81および2次電磁弁91または電動機11或いはこれらを組み合わせて駆動することにより、そのブローゾーン2へ戻される低温空気の温度を設定温度となるように温度制御を行う。
(もっと読む)
空調機能付きブロー成形機
【課題】外気の取り込み量を最小限に抑えながら工場建屋内の温度を一定に保持することが可能な空調機能付きブロー成形機を提供する。
【解決手段】二軸延伸ブロー成形時に使用される空気を加熱ゾーン1の加熱空気及び工場建屋内の空気と共に吸引チャンバ4によって吸引し、1次フィルタ6及び2次フィルタ7によって濾過し清浄な空気とし、そして1次冷却コイル8と熱交換を行わせた後に送風機10によって圧送し、低温ダクト12を介して工場建屋内に放出するように構成する。また、ハウジング3の側面には通風孔3aを設け、工場建屋内に放出されたその清浄な空気が還流し、加熱ゾーン1及びブローゾーン2に流入するように構成する。
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法
【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
プリフォーム加熱システム
【課題】効率的な加熱を極力犠牲にすることなく、プリフォームを回転動させつつ加熱領域を移動させることも、回転動させることなく加熱領域を移動させることも容易に行なうことのできるプリフォーム加熱システムを提供することである。
【解決手段】プリフォーム50を支持して加熱領域を移動する支持部材20の回転状態を制御してプリフォーム50の加熱装置に対する向きを制御する制御機構を有し、前記制御機構は、前記加熱領域の少なくとも一部に沿って配置された第1の磁極部材122aと、前記加熱領域を移動する支持部材20の第1の磁極部材122aに対向する部位に固定された第2の磁極部材24とを有し、前記加熱領域を移動する支持部材20を第1の磁極122aの極性と第2の磁極部材24の極性との関係によって決まる回転状態にする構成となる。
(もっと読む)
フッ素樹脂製管状部材を利用した管継手の製造方法及び管継手
【課題】 生産性が高く、素材であるフッ素樹脂製のチューブの持つ内面の平滑度を維持し清浄度を落とすことなく製造可能なフッ素樹脂製管状部材を利用した管継手の製造方法及び管継手を提供する。
【解決手段】 フッ素樹脂製管状部材を利用した管継手の製造方法は、所定の長さに調整したフッ素樹脂製管状部材1の側面の所定部分を加熱し、しかる後、所定形状を有する形成部25aを備えた型20内に保持した状態でブロー成形又は真空成形する。また管継手は基礎となるフッ素樹脂製管状部材1の内面粗さを維持した状態でフッ素樹脂製管状部材1の側面に一又は二以上の枝管を形成し、或いは屈曲させ、又は両端部の径サイズを異ならしめたことを特徴とする。
(もっと読む)
プリフォーム加熱方法、プリフォームキャリアおよび二軸延伸ブロー成形方法
【課題】加熱時にプリフォームが横倒れ、熱収縮することのないようにしたプリフォーム加熱方法を採用した二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の搬送路6に沿って、支持棒76を備えたプリフォームキャリア7が循環する。プリフォームキャリア7にはプリフォーム10が倒立状態で担持される。担持状態では、支持棒76がプリフォーム10の口部12から胴部11内に挿入された状態で、当該口部12が差込ノズルに差し込まれる。加熱部を経由してプリフォーム10が加熱されて軟化して自重によって横倒れ、あるいはその軸線方向に熱収縮しようとすると、挿入されている支持棒76によってそのような変形が阻止される。よって、ブロー成形に支障を来たすような大きな変形状態に陥ることなく、プリフォーム10が二軸延伸ブロー成形部4に送り込まれて精度良く二軸延伸ブロー成形される。
(もっと読む)
プリフォーム加熱装置
【課題】量産ラインに近い条件でプリフォームの加熱条件を検討する。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
(もっと読む)
インジェクションブロー成形機
【課題】省スペースでありながら多数個同時成形を可能としたインジェクションブロー成形機を提供する。
【解決手段】本発明にかかるインジェクションブロー成形機10は、射出成形部14と、ブロー成形部310と、2組の射出コア型50及びネックキャビティ型60を搬送高さ位置Hで回転搬送する回転板30と、を有する。射出成形部14は、射出キャビティ型42を型締め高さ位置Iに固定し、回転板30は、2組の射出コア型50及びネックキャビティ型60を型締め高さ位置Iと搬送高さ位置Hとの間で昇降する。ブロー成形部310は、ブローキャビティ型310を型締め高さ位置Iと退避位置Jとの間で昇降させる昇降機構320と、容器6を水平方向に搬送可能な取出機構18と、を有する。
(もっと読む)
パリソン加熱装置
【課題】2軸延伸ブロー成形(コールドパリソン法)におけるパリソンを効率よく加熱する。
【解決手段】パリソン(P)を被せた複数本の被加熱部材(1)を誘導加熱用コイル(2)に入れる。誘導加熱用コイル(2)に高周波電流を流し、複数本の被加熱部材(1)を電磁誘導により一括して発熱させる。
【効果】パリソン(P)を内部から効率よく加熱できる。複数のパリソン(P)を一括して加熱できる。誘導加熱用コイル(2)が自己発熱してパリソン(P)を外部から加熱すると共に、パリソン(P)の外部への放熱を防ぐため、パリソン(P)を外部からも効率よく加熱できる。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式又は2ステージ様式での容器の成形が可能な成形装置、及び1ステージ様式で容器の成形に加えて必要に応じて口頸部を結晶化し容器に成形することができる成形装置の提供。
【解決手段】プリフォーム成形手段2、プリフォーム排出手段4、プリフォーム貯留手段6、プリフォームの口頸部を加熱・結晶化するための結晶化手段8及びブロー形手段10を具備する成形装置であり、該成形装置は更に、プリフォーム成形手段により成形されたプリフォームを選択的にプリフォーム貯留手段又はプリフォーム排出手段に移送するための第一のプリフォーム移送手段12、貯留プリフォームをブロー成形手段に移送するための第二のプリフォーム移送手段14、及び貯留されているプリフォームを結晶化手段に移送するための第三のプリフォーム移送手段16とそのプリフォームを貯留手段に移送するための第四のプリフォーム移送手段18を具備する。
(もっと読む)
ペットボトルのプリフォーム用支持装置
ペットボトルのネック部を熱処理して結晶化する工程において、プリフォームを支持しながら工程進行方向に移送されるペットボトルプリフォーム用支持装置を開示する。本発明によれば、プリフォームPのベースリングPaを支持するとともにホルダー200とプリフォームP間の熱伝逹を遮断する断熱材のホルダースリーブ400がホルダー200の上端開口部202に設置された構造をなすので、断熱材のホルダースリーブ400によってプリフォームPとホルダー200間の熱伝逹が遮断され、プリフォームPのネック部が熱損失なしに早くて均一に適正温度に加熱されて満足に結晶化する。 (もっと読む)
殺菌消毒されたプリフォームをブロー成形することにより殺菌消毒されたボトルを製造するための設備
本発明は、複数のプリフォーム(12)をブロー成形することにより殺菌消毒された複数のボトルを製造するための設備であって、殺菌消毒処理部(26)と、熱調節部と、成形部とを有し、殺菌消毒処理部(26)は、ノズル(38)が設けられた霧化装置(36)を有し、このノズルは、各プリフォーム(12)に、層流の形態で、全体が、処理の間にプリフォーム(12)の軸(A1)と平行でこのプリフォーム(12)の軸(A1)に対して径方向に離心している、ノズル(38)のスプレーの平均軸(A2)に沿って、気化した殺菌消毒物質をこのプリフォーム(12)の内部にスプレーする。  (もっと読む)
(もっと読む)
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
本発明は、殺菌消毒方法と、この方法により殺菌消毒された複数のプリフォーム(12)をブロー成形することにより殺菌消毒された複数のボトル(14)を製造する設備(10)において、スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにすることを特徴とする殺菌消毒方法と設備とを提供する。  (もっと読む)
(もっと読む)
プリフォームのネック部結晶化装置
【課題】プリフォームと冷却コアとが芯ずれしていても芯ずれに伴う不具合等の問題を解決できるプリフォームのネック部結晶化装置の提供。
【解決手段】ネック部結晶化装置は2列のプリフォーム10を並行して搬送する搬送路20を有し、この搬送路20の途中に2列のプリフォーム10のネック部を結晶化温度まで加熱する第1及び第2加熱部60a、60bと、2列のプリフォーム10の加熱されたネック部を冷却する冷却部64と、2列のプリフォーム10を取り出す取出部66とを設ける。搬送路20にはネック部を露出した状態でプリフォーム10を搬送する2列の搬送部材30が設け、冷却部64には加熱された前記プリフォーム10のネック部内に挿入されてネック部内面を整形しつつ冷却する2列の冷却コア96と、冷却コアをネック部内から抜き出す際にネック部開口端面に接触してネック部内面と冷却コアを離型させる2列の離型用筒部材98bとを設ける。
(もっと読む)
成形型移動式ブロー成形方法
【課題】ラベル、把手などのインモールド用の部品の装着機構などを組み込むのに適した二軸延伸ブロー成形装置を提案すること。
【解決手段】二軸延伸ブロー成形装置1の作業ステーション7およびブロー成形ステーション8では、回転盤46に一対のブロー金型41が搭載され、各ブロー金型41は作業位置61においてラベル4が装着される。ラベル4が装着されたブロー金型41は、回転盤46によってブロー成形位置14の直上まで移動する。ブロー成形位置14には、ブロー成形に適した温度状態のプリフォーム2が位置決めされて待機している。ブロー金型41を下降させ、その中にプリフォーム2を装着して、ブロー成形が行われ、外周面にラベル4が接着固定された容器3が成形される。ブロー金型41を移動させることにより、ラベル、把手などをインモールド成形可能な小型でコンパクトな二軸延伸ブロー成形装置を実現できる。
(もっと読む)
41 - 60 / 82
[ Back to top ]