
Fターム[4F208LD15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 予備加熱装置が組み込まれたもの (82)
Fターム[4F208LD15]に分類される特許
61 - 80 / 82
熱可塑性エラストマー成形品の製造方法及びその製造装置

【課題】 寸法精度の高い成形品を成形することができ、かつ生産性に優れた熱可塑性エラストマー成形品の製造方法及びその製造装置を提供する。
【解決手段】 中子22と第1外型30により形成されるキャビティに流動状態の熱可塑性エラストマーを射出した後に、キャビティ内の熱可塑性エラストマーを冷却してパリソン11を成形する射出成形工程と、第1外型30を離型し、パリソン11を中子22に付けたまま、パリソン11をブローアップ可能な温度まで加熱する加熱工程と、パリソン11を中子22に付けたまま第2外型50内に入れて、パリソン11の内部に圧縮空気を吹き込んで膨らませ、第2外型50の内壁面に密着させると共に冷却することで、成形品12を成形するブロー成形工程と、を備えることを特徴とする。
(もっと読む)
容器をブロー成形する方法および装置
本発明による方法と装置は、熱可塑性材料から成るパリソンを加熱路領域で加熱したものから容器をブロー成形するために用いる。パリソンは加熱後ブロー成形装置に受け渡し、該ブロー成形装置内において、ブロー成形型の内部にブロー成形圧を作用させることによりパリソンを容器に成形する。ブロー成形型はそれぞれ少なくとも2つのブロー成形型セグメントから構成される。パリソンをブロー成形型とともに、回転するブローホイールの回転経路の少なくとも一部分に沿って搬送する。ブロー成形型セグメントを、ブロー成形過程の少なくとも一部分の間において互いに相対的に固定させる。ブロー成形型セグメントの少なくとも1つを回転軸のまわりに回動させて開閉運動を実施させる。同様に、ブロー成形型セグメントを保持しているブローステーションを閉じた後に、ブロー成形型セグメントの少なくとも1つを、前記回転軸に対し間隔をもって且つ他のブロー成形型セグメントとは独立に、ブローホイールと固定結合されている対向支持部材に対し支持させる。支持されているブロー成形型セグメントを、少なくとも一時的に対向支持部材に対し且つ前記他のブロー成形型セグメントに対し固定させる。 (もっと読む)
容器をブロー成形する方法および装置
本発明による方法と装置は、容器(2)をブロー成形するために用いる。熱可塑性材料から成るパリソンを加熱路領域で加熱し、次にブロー成形装置に受け渡す。ブロー成形装置(25)は、パリソン(1)を容器に成形するための少なくとも1つのブローステーション(3)を備えている。パリソン(1)を少なくともその搬送路の一部分に沿って担持要素(46)により保持し、該担持要素(46)を少なくとも部分的にパリソン(1)の口部(21)内へ緩く挿入し、挿入後口部(21)内部で締め付け固定する。
【その他】
転居により「リンケ ミヒャエル」の住所は国際公開時のものと相違しています。  (もっと読む)
(もっと読む)
PETボトル成形機におけるプリフォームの加熱装置

【課題】 PETボトル成形に際してプリフォームの必要な個所だけを所定温度まで効率よく予備加熱することができるPETボトル成形機におけるプリフォームの加熱装置を提供すること。
【解決手段】 プリフォームをブロー成形可能な温度まで予備加熱するPETボトル成形機におけるプリフォームの加熱装置であって、回転円盤式のプリフォーム搬送体4の周縁部にプリフォームPの口部収納用の凹部5を均等に設けるとともに、プリフォームPの搬送路に沿って加熱ゾーン6を設けたものとした。また、プリフォーム搬送体4には、凹部冷却用の冷却機構を取り付けることも好ましい。
(もっと読む)
中空体の首部を把持するための装置及びこうした装置を装備した中空体搬送装置
本発明は中空体の首部(10)の外側を把持するための装置(5)に関する。本発明による装置はそれぞれの支持面(29)を備える把持部片(11、12、13、14)を支持する環状体(18)を備える。上述した把持部片は、支持面(29)が環状体(18)内に突出するような態様で、これらの把持部片が環状体(18)の制限ストッパに載置される第1半径方向位置と、支持面(29)が環状体(18)に係合される中空体の首部の外側壁に対して適用される態様で、これらの把持部片が駆動して戻される第2半径方向位置と、を占有し得るように弾性手段(15)によって半径方向に移動且つ押圧し得る。把持部片(11、12、13、14)の支持面(29)は円筒状円弧の全体形態をして弧を描いている。 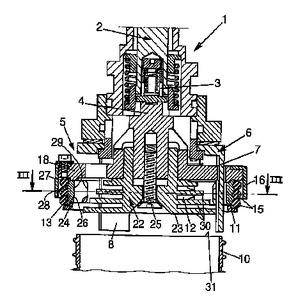 (もっと読む)
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
樹脂成形機
【課題】 樹脂成形機において、プリフォームの変形を防止し、正確な温度管理を行うと共に、確実に所定の位置に搬送する。
【解決手段】 射出成形ブロックとブロー成形ブロックとを備え、射出成形ブロックにおいて成形したプリフォームを移送アームの先端に設けたプリフォーム受取りコアに受け渡し、前記移送アームの回転によってプリフォームを前記ブロー成形ブロックに移送してブロー成形を行う樹脂成形機において、前記プリフォーム受取りコアが、前記プリフォームの内側形状とほぼ同様の形状を有するものとした。また、上記プリフォーム受取りコアの内部に、プリフォームを内側から昇温して所定の温度を維持するヒータを設けた。さらに、移送アームの基台に嵌挿した受取りコアの後端に棒受け板を設け、棒受け板と基台との間に復帰バネを介在させてプリフォーム受取りコアを移送アーム側に付勢した。
(もっと読む)
少なくとも1つの溶着部を含む多層中空本体の製造方法
本発明は、液体バリヤ層を含む多層構造を備えた中空プラスチック本体の成形による製造方法に関する。この製造方法は、(a)溶着すべき少なくとも1つの部分を備えたパリソンを、溶着領域(5,5')を備えた少なくとも2つの押圧体(4,4')を有し且つ開いた型内に挿入し、溶着すべき部分を溶着領域(5,5')内に位置決めする工程と、(b)型の押圧体(4,4')を並置させて型を閉じ、パリソンの溶着すべき部分をクランプして溶着を実施する工程と、(c)加圧流体を型内に注入し、及び/又は、真空を型の押圧体(4,4')の背後に引いて、パリソンを型の押圧体(4,4')に押し付け、中空本体を成形する工程と、(d)型を開き、中空本体を取り出す工程を有する。工程(a)〜(d)の間、溶着領域(5,5')を除き、型の押圧体(4,4')を冷却し、工程(a)及び(b)の間、適当な装置(7)を用いて溶着領域(5,5')を加熱する。  (もっと読む)
(もっと読む)
容器を製造する方法およびその装置
本発明は、熱可塑性半加工品(2)から容器を製造する方法に関し、その方法は、
コヒーレント電磁放射光の少なくとも1つのビーム(22)を用いて半加工品(2)を加熱する段階と、そのように加熱された半加工品(2)から容器を形成する段階とを含む。本発明はまた、容器(2)を製造するのに使用する装置(1)に関し、その装置(1)は、加熱された半加工品(2)から容器を形成するために半加工品(2)を加熱するユニット(16)を備える。本発明による装置(1)は、半加工品(2)が、加熱ユニット(16)内部をそれに沿って移動する経路(23)を画成する。さらに、加熱ユニット(16)は、前述の経路(23)上に配置された領域(25)に向けられた少なくとも1つのコヒーレント電磁放射光源(26)を備える。  (もっと読む)
(もっと読む)
ブロー成形装置
【課題】 PETボトル等をブロー成形する場合に装置を大型化することなく加熱ステーションのポケット数を増やすことができ、高速成形することができるブロー成形装置を提供すること。
【解決手段】 回転式テーブル式の加熱ステーション1とブローステーション2、および各ステーション1、2へプリフォームPを受け渡し、あるいは受け取りするトランスファーテーブル3a、3b、3cを備えたブロー成形装置であって、前記トランスファーテーブル3a、3b、3cに2以上の水平回転運動の複合運動によりプリフォームPを受け取り、あるいは受け渡しするステーションの回転運動に追従するように移送するカム式の追従移送機構と、プリフォームPを上下に反転するカム式の反転機構とを有するプリフォーム反転移送装置4を設けた。
(もっと読む)
二軸延伸成形機
【課題】二軸延伸成形機の小型・コンパクト化および処理効率の向上を図ること。
【解決手段】二軸延伸成形機1の閉鎖形状をした搬送路6における第1の搬送路部分62の加熱部を経由している部分では、プリフォーム・キャリア・パレット7が搬送方向に向けて一列に配列された状態で搬送され、加熱部における各プリフォーム・キャリア・パレット7の送りピッチが、1個分のプリフォーム・キャリア・パレット7の搬送方向の長さによって規定され、加熱部から二軸延伸成形部に引き渡される各プリフォーム・キャリア・パレット7の送りピッチを加熱部における送りピッチよりも広くするための送り機構9を備えている。二軸延伸成形部では送りピッチが広がるので太径の成形品を成形でき、加熱部では、狭い送りピッチでプリフォームを搬送できるのでプリフォームの配列密度を高めて、加熱効率を改善でき、必要な搬送路を短くでき、装置を小型・コンパクト化できる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、吹き込み圧を作用させることにより容器に成形する。まず低圧供給部(42)から供給される第1の吹き込み圧を使用し、次に高圧供給部から供給される第2のより高い吹き込み圧を使用する。吹き込み空気を少なくとも1つの吹き込み弁を介して供給し、容器を成形した後、使用した高圧吹き込み空気の少なくとも一部を低圧供給部へ供給する。低圧供給部への吹き込み空気戻しを、吹き込み空気弁に並列に接続された戻し弁(47)により制御する。戻し弁の弁出口を低圧供給部と連通させる。  (もっと読む)
(もっと読む)
プリフォームの加熱装置
【課題】 本発明の目的は、熱源からプリフォームのネック部を効率的に保護するプリフォームの加熱装置を提供することにある。
【解決手段】 本発明にかかるプリフォームの加熱装置300は、ネック部120に対し赤外線ヒータ304からの熱を遮る第1のシャッター部材306及び第2のシャッター部材308と、シャッター駆動機構340と、有している。第1のシャッター部材306及び第2のシャッター部材308の少なくとも一方は、搬送経路201に停止したプリフォーム118を受け入れる大きさの切り欠き部314を有し、第1のシャッター部材306は、搬送経路201を挟んで第2のシャッター部材308と対向して配置されている。
(もっと読む)
ブロー成形装置及びブロー成形方法並びにプリフォーム
【課題】 本発明の目的は、2つの搬送路を有するブロー成形装置において、プリフォームの位置決めを確実に行うことのできるブロー成形装置及びブロー成形方法並びにプリフォームを提供することにある。
【解決手段】 本発明にかかるブロー成形装置100は、プリフォーム118を加熱する加熱ステーション112と、ブロー成形ステーション116と、第1搬送部材206から第2搬送部材408へプリフォーム118を転送する転送機構300と、を有している。第1搬送路200には、第1搬送部材206に対しプリフォーム118の周方向の位置決めを行なう位置決め装置52を配置している。
(もっと読む)
ジョイントブーツの製造方法及びこの方法に用いる加熱装置
【課題】蛇腹部の肉厚を均一に成形できるジョイントブーツの製造方法及びこの方法に用いる加熱装置を提供する。
【解決手段】ジョイントブーツを製造する方法であって、成形材料で筒状のパリソン15を成形し、大径側取付け部に対応する第1パリソン部分12と、小径側取付け部に対応する第2パリソン部分13と、蛇腹部に対応する第3パリソン部分14とのうち、第3パリソン部分14だけを加熱装置Bで設定温度に加熱し、その後に、第3パリソン部分14を外型で覆い、第3パリソン部分14の内周面に気体を噴射し、外型に第3パリソン部分14を押し付けて蛇腹部を成形する。
(もっと読む)
不正確に配置されたプレフォームを除去する手段を備えたプレフォームコンベヤシステム
1組の移送要素(18)を備えたプレフォームコンベヤシステム(10)に関し、移送要素のそれぞれは、プレフォームを把持し、上方解放位置と下方把持位置との間で移動可能な、少なくとも1つの把持デバイス(26)を備え、各把持デバイスが軸方向上向きおよび下向きに移動して対応するブラケット(46)に連結され、上記ブラケットは、把持デバイスが上方解放位置と下方把持位置との間の中間軸方向位置にあるときに、把持デバイスの軸方向のスライドが上方解放位置に向かって生じるように、スライドして固定傾斜部(78)と相互作用する留め具(74)を備える。 (もっと読む)
コンテナの製造のための方法及び設備
本発明は容器(2)を生産する方法であって、本体(8)及びベース(10)を備える容器を形成するために熱可塑性プレフォームが使用される形成段階、及び引き続く、容器(2)のベース(10)を含む目標領域上の該容器(2)上に局所的態様でジェット(32)を噴射することによって形成された前記容器(2)が冷却される冷却段階であって、前記ジェットが、両方が約1バール未満の相対圧力の、気体及び霧化された液体の混合物から成る、前記冷却段階を含む方法に関する。本発明は、上述した方法のために適合された、容器(2)の生産のための設備(1)にも関する。 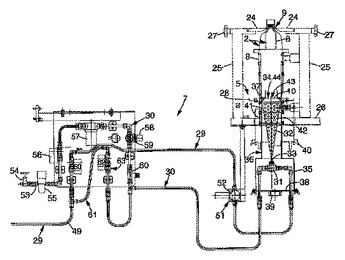 (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作製されたプリフォーム及びこれらを得るための方法
少なくとも2つの異なる材料(4、22)で作製された、吹込み成型に好適な新規複合プリフォーム(26)を得るためのプロセスと、これにより得られるプリフォームと、これらのプリフォームを吹込み成型することにより得られる物品。そのプロセスは、2つ(又はそれ以上)のプラスチック材料の射出成形を用いて、物品に吹込み成型可能なプリフォームを形成する。好ましい実施形態では、2つの材料は異なる色を有し、及び得られた物品は多色効果を示す。2つの材料は、互いを覆って積層されていない。  (もっと読む)
(もっと読む)
延伸ブロー成形操作中の熱可塑性プリフォームの内側表面温度および外側表面温度の両方を測定し、制御するための方法および機器
各プリフォームの断面内の温度分布がブロー成形操作前に最適化されるように、プリフォームを状態調整する延伸ブロー成形システムが提供される。システムは、システムの熱状態調整セクション全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度の両方を直接モニタすることができる温度測定および制御システムを有する。  (もっと読む)
(もっと読む)
61 - 80 / 82
[ Back to top ]