
Fターム[4F208LG08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 複数のパリソン (33)
Fターム[4F208LG08]に分類される特許
1 - 20 / 33
断熱ボードの製造方法
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
クロスヘッド

【課題】本発明は、コア又はダイの下部に設けたセパレータの第1分岐体とダイ又はコアに設けた第2分岐体を用いることにより、パリソンを二分して一対のシートを形成することを目的とする。
【解決手段】本発明によるクロスヘッドは、コア(9)又はダイ(8)に設けたセパレータ(5,5a)の第1分岐体(33)をコア(9)又はダイ(8)に設けた第2分岐体(40)に接触させることにより、コア(9)とダイ(8)間の樹脂流路(30)から垂下するパリソン(3)を二分して一対のシート(7)を形成する構成である。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
樹脂製燃料タンクの成形方法
【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
ダクト
【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
燃料タンク構造
【課題】熱可塑性材料製の燃料タンク本体を有する燃料タンク構造において内側に向けて形成された凸部の溶着を抑制可能とする。
【解決手段】燃料タンク本体14には、変形制限凸部20と、変形制限台部22が設けられ、対向面24が変形制限凸部20と対向している。変形制限凸部20と対向面24の少なくとも一方には、燃料タンク本体14の材料よりも高い融点の材料で構成された薄膜層32が設けられる。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
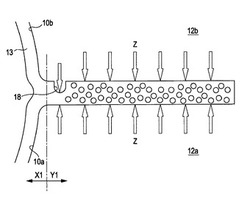
中空発泡成形体の製造方法及び中空発泡成形体
【課題】中空発泡成形体の内部を流通させる流体の流量効率を向上させることが可能な中空発泡成形体の製造方法を提供する。
【解決手段】 発泡樹脂(13)を金型(12a,12b)で挟み込み、通気路を有する中空発泡成形体を成形し、中空発泡成形体を冷却させるための流体を通気路に流し、中空発泡成形体を冷却する。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 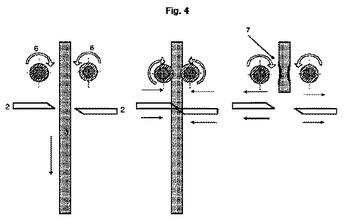 (もっと読む)
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 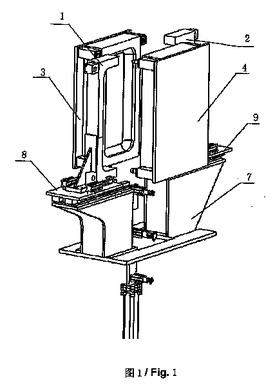 (もっと読む)
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
吸気ダクト
【課題】ダクト部の剛性を低減させてエンジンフードの変形をより一層許容することができるとともに、吸気負圧によって空気導入部が変形するのを防止して、吸気を確実に取り入れることができる吸気ダクトを提供すること。
【解決手段】エンジンフード26の下方に設置され、車両の前方から空気を取り入れる空気口24を有するダクト部22と、ダクト部22からエアクリーナに向かって空気を導入する空気導入部23と、ダクト部22の底部22aの内周面からダクト部22の上部22bに向かって突出する支柱30を備え、支柱30を有するダクト部22および空気導入部23がブロー成形によって一体成形される吸気ダクト21において、ダクト部22が熱可塑性エラストマーから構成されるとともに、空気導入部23が熱可塑性エラストマーよりも硬質の材料から構成される。
(もっと読む)
1 - 20 / 33
[ Back to top ]